一种机器人上下料六面钻孔生产线的控制方法与流程
本发明涉及木工机械的板式家具生产线领域技术,尤其是指一种机器人上下料六面钻孔生产线的控制方法。
背景技术:
1、随着微处理器的出现,世界进入了一个全新的数控时代,用计算机才可以实现的多轴控制的机床迅速兴起,使木材加工进入了一个自动化、智能化时代,数控木材加工中心在木材加工领域的应用越来越普遍。现有技术中,数控木材加工中心可以完成镂铣、垂直钻孔、开槽工序,借助于木材加工中心,可以方便对木材进行加工,能够提高生产效率。
2、而随着对木材的六面加工需求的出现,为了能满足对木材进行六面钻孔加工,六面钻孔生产线相继而生,现有市场上的六面钻孔生产线能很好地对木材进行六面钻孔加工,但是,现有市场上大多的六面钻孔生产线为平面辊筒连线,其柔性够,但对于大批量木材加工时,由于其并没有采用机器人进行上料,也并不具备对不同宽度的板材进行自动分板的功能,并没有采用机器人进行下料,也并不具备对加工完成后的板件进行自动集板的功能,导致其在上下料与分板、集板时需要更多的人工参与,从而导致生产线整体自动化程度不够高,过于依赖人工,降低生产效率,且没有实现完全的无人智能工厂的连线的全自动化技术。
3、因此,需要研究出一种新的技术方案来解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种机器人上下料六面钻孔生产线的控制方法,其整个生产线完全自动化,无需人工参与,提高了生产效率,实现了智能工厂机器人上下料多加工中心六面钻孔连线的全自动化技术。
2、为实现上述目的,本发明采用如下之技术方案:
3、一种机器人上下料六面钻孔生产线的控制方法,
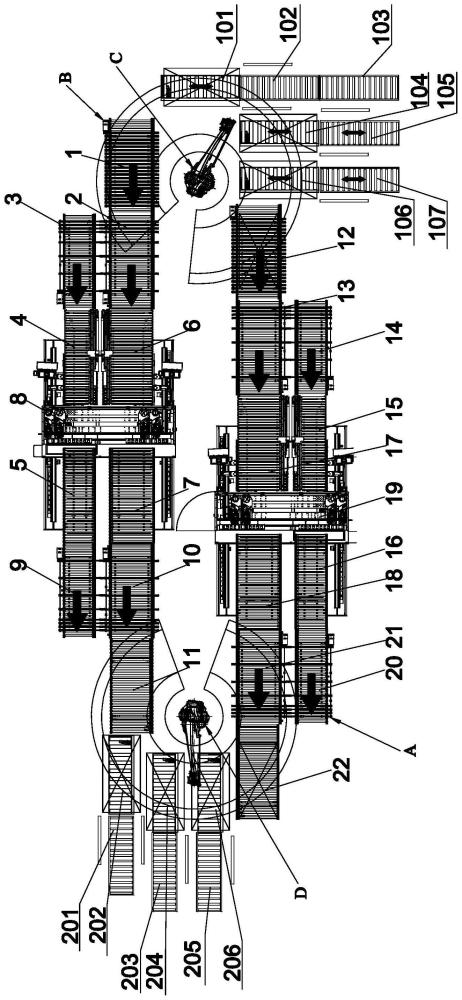
4、所述机器人上下料六面钻孔生产线包括中控以及分别连接于中控的机器人上料部分、一号加工中心、二号加工中心、机器人下料部分,所述一号加工中心与二号加工中心前后间距布置;所述一号加工中心和二号加工中心具有相同的结构,所述一号加工中心和二号加工中心均包括有六面数控钻孔中心和穿过六面数控钻孔中心的输送线;所述机器人上料部分包括上料机器人和沿左右方向依次间距布置的第一上料输送部分、第二上料输送部分、第三上料输送部分,所述第一上料输送部分包括前后依次连接的第一动力辊筒、第一上料升降台,所述第二上料输送部分包括前后依次连接的第二动力辊筒、第二上料升降台,所述第三上料输送部分包括前后依次连接的第三动力辊筒、第四动力辊筒、第三上料升降台;所述机器人下料部分包括下料机器人和下料升降输送部分;所述上料机器人往复运动于第一上料升降台、第二上料升降台、第三上料升降台、输送线的输入侧之间;所述下料机器人往复运动于输送线的输出侧、下料升降输送部分之间;
5、所述控制方法包括有以下步骤:
6、步骤一、机器人上料流程:由上料机器人根据中控设定的数据在第一上料升降台、第二上料升降台、第三上料升降台、输送线的输入侧之间进行板件的抓取、转送和上料;
7、步骤二、钻孔:由输送线将上料机器人上料的板件输送至相应的六面数控钻孔中心进行钻孔加工;
8、步骤三、出料:将六面数控钻孔中心钻孔加工完成的板件输送至输送线的输出侧;
9、步骤四、机器人下料流程:由下料机器人根据中控设定的数据在输送线的输出侧、下料升降输送部分之间进行板件的抓取下料。
10、作为一种优选方案,所述输送线有两条,两条输送线前后间距布置,两条输送线分别定义为第一输送线、第二输送线,所述第一输送线依制程顺序依次包括有第一平移输送机、第二平移输送机、第一输送台、第二输送台、第三平移输送机、辊筒输送机,所述第二输送线依制程顺序依次包括有第四平移输送机、第三输送台、第四输送台、第五平移输送机,所述上料机器人衔接于第一平移输送机,所述第二平移输送机的一侧衔接于第四平移输送机,所述第五平移输送机的一侧衔接于第三平移输送机,所述下料机器人衔接于辊筒输送机。
11、作为一种优选方案,所述机器人上料流程具体包括以下制程:
12、制程一、采用扫码枪将第一上料升降台、第二上料升降台上的板件条码分别扫码给中控,中控再下发加工文件给六面数控钻孔中心,并分别设定好第一上料升降台、第二上料升降台上的列板件数量;
13、制程二、当第一平移输送机无板件且允许放板时,上料机器人优先抓取第一上料升降台的板件,当第一上料升降台无板件时,上料机器人抓取第二上料升降台上的板件进行上料;上料机器人抓完板件后按编程轨迹放板件到第一平移输送机上,上料机器人每完成一次上料,第一上料升降台或第二上料升降台上升一个板件厚度以始终与上料机器人保持同一高度;
14、制程三、第一平移输送机具有分板功能,当加工板件为一列多件时,板件一块一块往下流到第二平移输送机,第二平移输送机根据中控解析的板件加工数据,当板件宽大于800mm时,第二平移输送机上的板件只流向第一输送台,当板件宽小于800mm时,第二平移输送机上的板件会流向第一输送台或流向第四平移输送机。
15、作为一种优选方案,所述制程一中,当第一上料升降台、第二上料升降台无板件时,第一上料升降台、第二上料升降台下降到下限位,并分别与第一动力辊筒、第二动力辊筒等高,由第一动力辊筒、第二动力辊筒分别往第一上料升降台、第二上料升降台输送板件,第一上料升降台、第二上料升降台的板件输送完成后,第一上料升降台、第二上料升降台上升到上限位,并始终与上料机器人保持同一高度。
16、作为一种优选方案,在制程三完成后,在步骤二中,将从第二平移输送机流到第一输送台的板件或从第四平移输送机流到第三输送台的板件,在六面数控钻孔中心分别对其进行钻孔加工。
17、作为一种优选方案,在制程二中,当第一上料升降台的板件抓取完,并检测到第一上料升降台上只剩下上料底板时,上料机器人将第一上料升降台的上料底板下料到第三上料升降台,第三上料升降台每堆垛一块上料底板,下降一个上料底板厚度以始终与上料机器人保持同一高度,第三上料升降台下降到下限位时上料底板堆垛满,再由第三上料升降台将上料底板输送到第四动力辊筒,在将第三上料升降台上的上料底板完全输送至第四动力辊筒后,再由第四动力辊筒将上料底板输送到第三动力辊筒。
18、作为一种优选方案,所述下料升降输送部分包括沿前后方向依次间距布置的第一下料输送部分、第二下料输送部分、第三下料输送部分,所述第一下料输送部分包括左右依次连接的第五动力辊筒、第一下料升降台,所述第二下料输送部分包括左右依次连接的第六动力辊筒、第二下料升降台,所述第三下料输送部分包括左右依次连接的第七动力辊筒、第三下料升降台;所述下料机器人往复运动于辊筒输送机、第一下料升降台、第二下料升降台、第三下料升降台之间。
19、作为一种优选方案,所述步骤三中,在六面数控钻孔中心加工完成的板件流出到第二输送台或第四输送台;当第五平移输送机空闲时,第四输送台上的板件流出到第五平移输送机;当第三平移输送机空闲时,第二输送台、第五平移输送机上的板件以先到先出原则流出到第三平移输送机;
20、所述辊筒输送机具有集板功能,依据中控设定的列板件数量,板件从第三平移输送机流出到辊筒输送机,辊筒输送机收集的板件到达设定数量,辊筒输送机继续运转一起将板件聚集靠齐到辊筒输送机的尾部。
21、作为一种优选方案,所述机器人下料流程具体包括以下制程:
22、制程一、检测第一下料升降台、第二下料升降台上有没有下料底板,在没有下料底板时,下料机器人将从第三下料升降台取下料底板到第一下料升降台、第二下料升降台上;第三下料升降台每取走一块下料底板后,第三下料升降台将上升一个下料底板厚度,以始终与下料机器人保持同一高度;当检测到第三下料升降台无下料底板,第三下料升降台下降到下限位,并从第七动力辊筒输送下料底板到第三下料升降台,输送完成后,第三下料升降台将上升到上限位,以始终与下料机器人保持同一高度;
23、制程二、检测第一下料升降台、第二下料升降台上有下料底板,下料机器人将从辊筒输送机下料;此处,中控根据第一上料升降台、第二上料升降台的板件规则控制下料机器人进行下料,第一上料升降台的板件堆垛到第一下料升降台上,第二上料升降台的板件堆垛到第二下料升降台上,下料机器人每完成一次下料,第一下料升降台、第二下料升降台下降一个板件厚度,以始终与下料机器人保持同一高度;
24、制程三、在第一下料升降台、第二下料升降台的下限位触发或到达中控设定的层数时,第一下料升降台、第二下料升降台分别向第五动力辊筒、第六动力辊筒出料,出料完成后,第一下料升降台、第二下料升降台上升到上限位,等待下料机器人放下料底板,进入下一个下料循环。
25、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是通过使机器人上下料六面钻孔生产线包括中控以及分别连接于中控的机器人上料部分、一号加工中心、二号加工中心、机器人下料部分,并具体使上料机器人往复运动于第一上料升降台、第二上料升降台、第三上料升降台、输送线的输入侧之间,使下料机器人往复运动于输送线的输出侧、下料升降输送部分之间,且使第一平移输送机具有分板功能,使辊筒输送机具有集板功能,以及,结合具体的机器人上料流程与机器人下料流程,如此,可使其整个生产线完全自动化,无需人工参与,提高了生产效率,实现了智能工厂机器人上下料多加工中心六面钻孔连线的全自动化技术。
26、为更清楚地阐述本发明的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本发明作进一步详细说明。
- 还没有人留言评论。精彩留言会获得点赞!