一种基于阿基米德螺旋线的热磨机磨片及其设计方法
本发明涉及热磨机磨片的,更具体的,涉及一种基于阿基米德螺旋线的热磨机磨片及其设计方法。
背景技术:
1、纤维板广泛用于建筑、家具、装修等领域,在我国非常有需求。在纤维板生产中,所用到的原料为木纤维,热磨机是把木材解离为木纤维的设备,而热磨机磨片就是解离木纤维的关键部件。在热磨机磨片上分布着一系列磨齿,当木片进入成对的相对转动的磨齿的间隙时,会解离为木纤维。磨齿的齿刃受到来自木片的直接阻力,热磨机磨片的齿刃轮廓直接影响解离质量和能耗。
2、在提高解离质量和降低能耗方面,申请号为cn202210252026.x的中国发明专利“阿基米德螺旋线齿形结构的热磨机磨片及其设计方法”提出了一种设计方法,采用数学推导的方法,具有“由磨片内圆至外圆,滑切角随剪切半径的增大而增大,从而与逐渐增大的剪切速率和逐渐减小的剪切力需求匹配,提高纤维分离质量,在规定的半径内齿刃较直线齿更长,降低能耗,提高效率”的有益效果。然而该专利所采用的方法略显复杂、难度较大,其根本原因是阿基米德螺旋线的原点与热磨机磨片的圆心不重合。
3、另外,申请号为201911233904.8的中国发明专利“一种沟槽研盘及一种沟槽研盘的制作方法”虽然也涉及“阿基米德螺旋线”,但所述技术领域是研磨抛光技术领域,所要解决的问题是研磨液流动不畅,所达到的技术效果是提高研磨抛光过程中的研磨液的流动性能,明显改善磨盘堵塞磨损的问题。该专利并未提供具体的阿基米德螺旋线方程和方程具体设计过程。
4、因此,需要对现有技术进行改进,在保有原有益效果的同时,还能达到简化设计方法、降低设计难度的效果。
技术实现思路
1、本发明为使阿基米德螺旋线的原点与磨片圆形重合,使阿基米德螺旋线方程无常数项,简化设计方法,降低工程制造难度,而提供一种基于阿基米德螺旋线的热磨机磨片及其设计方法。
2、为解决上述技术问题,本发明的技术方案如下:
3、本发明提供了一种基于阿基米德螺旋线的热磨机磨片,所述热磨机磨片的齿刃轮廓为阿基米德螺旋线,
4、所述热磨机磨片的阿基米德螺旋线方程为:
5、ρ=a·t
6、其中,ρ表示极径,a表示线密度的参数,t表示极角且t>0;
7、所述热磨机磨片的齿刃轮廓组成的阿基米德螺旋线上的点的横坐标和纵坐标为:
8、x=a·t·cost
9、y=a·t·sint
10、其中,x和y分别为阿基米德螺旋线上的点的横坐标和纵坐标,a表示线密度的参数,t表示极角且t>0。
11、进一步,所述极角t满足t∈(t1,t2),t1为阿基米德螺旋线起始点的极角,t2为阿基米德螺旋线终止点的极角;其中,所述阿基米德螺旋线起始点的极角t1的范围为7.0°到15.4°。
12、本发明还提供了一种基于阿基米德螺旋线的热磨机磨片的设计方法,所述设计方法包括以下步骤:
13、s1、确定热磨机磨片的内圆半径r1和外圆半径r2;
14、所述内圆半径r1的范围为360-560mm,所述外圆半径r2的表达式为:
15、r2=c1·r1 (1)
16、其中,c1为常数,c1的范围为1.8-2.4;
17、s2、确定阿基米德螺旋线的原点为热磨机磨片的圆心o;
18、s3、定义阿基米德螺旋线上的任意一点p、磨齿起始点p1、磨齿终止点p2、磨齿起始点所在的回转半径ρ1、阿基米德螺旋线上的任意一点的滑切角α、阿基米德螺旋线上的任意一点的极角t;
19、所述阿基米德螺旋线上的任意一点p为阿基米德螺旋线与极轴所在的直线的交点;
20、所述磨齿起始点p1为阿基米德螺旋线与热磨机磨片内径的交点;
21、所述磨齿终止点p2为阿基米德螺旋线与热磨机磨片外径的交点;
22、所述磨齿起始点所在的回转半径ρ1的表达式为:
23、ρ1=r1 (2)
24、所述阿基米德螺旋线上的任意一点的滑切角α为该点处的极轴与该点处的切线之间的夹角,阿基米德螺旋线起始点的滑切角用α1表示,阿基米德螺旋线终止点的滑切角用α2表示,所述阿基米德螺旋线起始点的滑切角α1的范围为7°到15°;
25、所述阿基米德螺旋线上的任意一点的极角t为该点处的极轴与x轴之间的夹角,阿基米德螺旋线起始点的极角用t1表示,阿基米德螺旋线终止点的极角用t2表示;
26、s4、求得热磨机磨片的阿基米德螺旋线方程;
27、所述热磨机磨片的阿基米德螺旋线方程为ρ=a·t,t∈(t1,t2);
28、其中,ρ表示极径,a表示线密度的参数,t表示极角;t1为阿基米德螺旋线起始点的极角,t2为阿基米德螺旋线终止点的极角。
29、进一步,步骤s4具体包括:
30、s41、设阿基米德螺旋线的参数方程;
31、阿基米德螺旋线参数方程为:
32、ρ=a·t,(t>0) (3)
33、x=a·t·cos t (4)
34、y=a·t·sin t (5)
35、s42、计算阿基米德螺旋线起始点的极角t1;
36、分别求式(4)和式(5)对极角t的导数,得到式(6)和式(7):
37、
38、
39、求y对x的导数,y对x的导数等于阿基米德螺旋线上极角t所对应的切线斜率,如式(8):
40、
41、由式(8)化简得到:
42、
43、化简得:
44、
45、其中,
46、化简得:
47、
48、化简得:
49、t=tanα (10)
50、由式(10)及阿基米德螺旋线起始点处的滑切角α1的范围为7°到15°,得到阿基米德螺旋线起始点的极角t1的范围为7.0°到15.4°;
51、s43、求得a值:
52、设:
53、a=c2·r1 (11)
54、联立式(2)、(3)、(11),得:
55、r1=c2·r1·t1 (12)
56、得:
57、
58、由阿基米德螺旋线起始点的极角t1的范围为7.0°到15.4°,得到c2min及c2max:
59、
60、
61、则c2的范围为3.7到8.2,将其带入式(11)得到a值;
62、s44、求阿基米德螺旋线终止点的极角t2;
63、由下式
64、r2=a·t2 (14)
65、得到:
66、
67、得到热磨机磨片的阿基米德螺旋线方程,热磨机磨片的阿基米德螺旋线方程为ρ=a·t,t∈(t1,t2)。
68、进一步,步骤s4还包括:
69、s45、求阿基米德螺旋线终止点的滑切角α2;
70、将t2的数值带入式(10),得到阿基米德螺旋线终止点的滑切角α2。
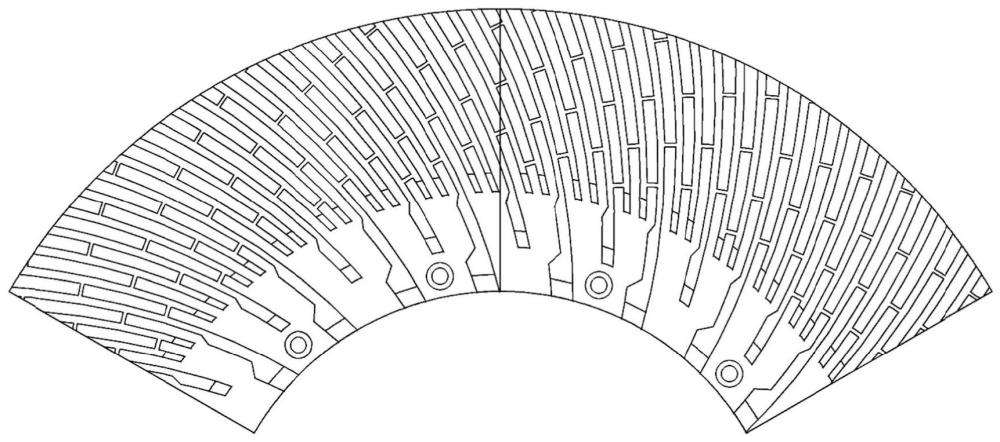
71、进一步,所述磨齿起始点p1和所述磨齿终止点p2形成的阿基米德螺旋线线段p1p2为热磨机磨片的磨齿轮廓,将阿基米德螺旋线线段p1p2圆周阵列,得到完整的热磨机磨片。
72、与现有技术相比,本发明技术方案的有益效果是:
73、本发明提供了一种基于阿基米德螺旋线的热磨机磨片及其设计方法,由热磨机磨片的内圆至外圆,随旋转半径而增加的滑切角与逐渐增大的解离速率和逐渐减小的解离力需求匹配,提高了纤维分离质量,降低了能耗,提高了效率;阿基米德螺旋线的原点与磨片圆形重合,阿基米德螺旋线方程无常数项,简化了设计方法,从而降低了工程制造难度。
- 还没有人留言评论。精彩留言会获得点赞!