一种烤漆木纹成品板材的加工方法与流程
本发明涉及木材、板材表面加工,具体涉及一种烤漆木纹成品板材的加工方法。
背景技术:
1、现有常规板材是以天然木材、非木材植物、无机非金属材料为原料,经机械加工分离成各种单元材料后,在施加或不施加胶粘剂的情况下将各单元材料与其他添加剂胶合而成的板材或模压制品,主要包括实木多层板、欧松板和中密度纤维板等。
2、基于实木板材资源的稀缺,成本高昂等问题,目前常规板材为了与实木表面效果一致,通常在常规板材表面滚压粘合一层50丝实木皮,这种贴附有实木皮的板材虽然与实木板材相似,但由于是粘合在板材表面,使用过程中容易起泡变色,且实木皮生产成本很高。
技术实现思路
1、本发明的目的在于提供一种烤漆木纹成品板材的加工方法,在板材表面印刷得到实木纹,以压孔方式在板材上压出实木纹毛孔,从而解决目前粘合实木皮存在的容易起泡脱落变色的技术问题,来获得与实木表面颜色纹路相同的板材。
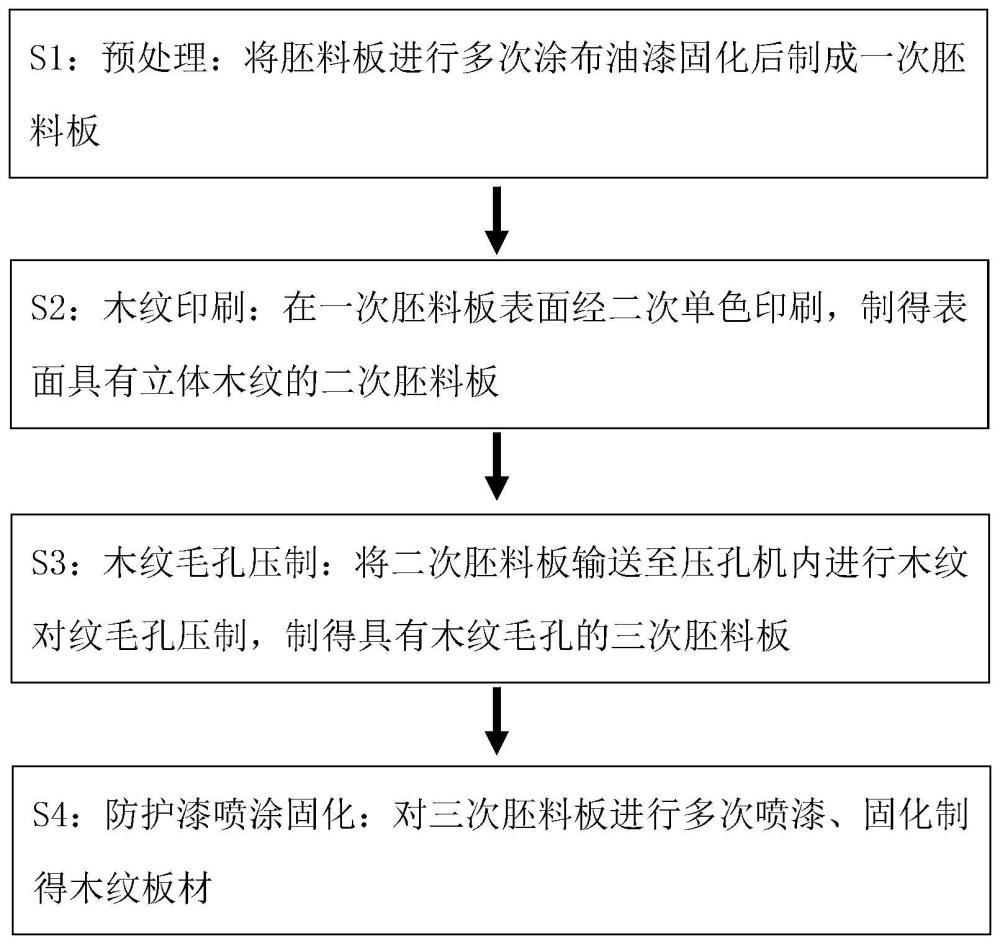
2、为实现上述目的,本发明提供如下技术方案:一种烤漆木纹成品板材的加工方法,包括以下步骤:
3、s1、预处理:将胚料板进行多次涂布油漆固化工序后制成一次胚料板;
4、s2、木纹印刷:在一次胚料板的表面经过二次单色印刷,制得表面具有木纹的二次胚料板;
5、s3、木纹毛孔压制:将二次胚料板输送至压孔机内进行木纹毛孔压制,制成具有木纹毛孔的三次胚料板;
6、s4、防护漆喷涂固化:对三次胚料板进行多次喷漆、固化制得木纹板材。
7、作为本发明的优选方案,步骤s3的压孔机内设有凸版,所述凸版为将天然木纹毛孔整版扫描后制成,该凸版用于压制木纹毛孔。
8、作为本发明的优选方案,步骤s1中预处理工序具体包括以下步骤:
9、s1.10、将胚料板放到输送带上,通过输送带将胚料板送至第一除尘机内进行除尘,清除胚料板表面毛刺、颗粒及灰尘;
10、s1.11、将除尘后的原胚料板输送至第一双辊涂布机,对原胚料板表面滚涂第一道uv底漆;
11、s1.12、将滚涂有第一道uv底漆的胚料板输送至第一热风烘干机对第一道uv底漆表面进行流平、烘干;
12、s1.13、将步骤s1.12烘干的胚料板输送至双轴除毛刺机内,将胚料表面第一道uv底漆烘干硬化后形成的毛刺进行去除,然后将去除毛刺的胚料板输送至第二双辊涂布机,对胚料板的表面滚涂第二道uv底漆;
13、s1.14、将滚涂有第二道uv底漆的胚料板输送至第二热风烘干机,对第二道uv底漆表面进行流平、烘干;
14、s1.15、将步骤s1.14烘干的胚料板输送至腻子机,内对胚料板表面凹陷不平整部分进行uv腻子填充,经填平后的胚料板输送至第一双灯固化机,对胚料板表面的uv腻子进行固化、干燥;
15、s1.16、将步骤s1.15所得的胚料板输送至第一单滚涂布机,对胚料板表面滚涂第三道uv底漆,由第二双灯固化机对胚料板表面第三道uv底漆进行光固化;
16、s1.17、将滚涂有三道uv底漆的胚料板输送至第一油漆砂光机进行砂光、抛光,使其表面平整、光滑,然后将胚料板输送至第二除尘机,将胚料板表面的灰尘去除;
17、s1.18、将步骤s1.17所得胚料板输送至第二单滚涂布机,由第二单滚涂布机进行表面喷涂木纹底色,然后将喷涂有木纹底色的胚料板输送至第三双灯固化机,由第三双灯固化机对其表面的木纹底色进行固化,固化后的胚料板称为一次胚料板。
18、作为本发明的优选方案,步骤s2中的木纹印刷具体包括以下步骤:
19、s2.10、将一次胚料板输送至第一印刷机内,第一印刷机在一次胚料板表面滚压出第一单色木纹;
20、s2.11、将滚压有第一单色木纹的一次胚料板输送至第二印刷机内,第二印刷机在其表面滚压出第二单色木纹,以此制得二次胚料板。
21、作为本发明的进一步方案,第一印刷机上和第二印刷机上设有用于印刷木纹的浅凸版,该浅凸版均采用天然木板的木纹进行电脑扫描纹理后制成。
22、作为本发明的进一步方案,第一单色木纹与第二单色木纹叠加后形成立体木纹。
23、作为本发明的优选方案,步骤s4中的防护漆喷涂包括底漆喷涂工序和漆面喷涂工序。
24、作为本发明的进一步优选方案,底漆喷涂工序具体包括以下步骤:
25、s4.10、将步骤s3制成的三次胚料板输送至第三双辊涂布机,对木纹表面滚涂第一道底漆,然后将滚涂有第一道底漆的三次胚料板输送至第四双灯固化机对第一道底漆进行光固化;
26、s4.11、将固化第一道底漆后的三次胚料板输送至第四双辊涂布机滚涂第二道底漆,然后将滚涂有第二道底漆的三次胚料板输送至第五双灯固化机对第二道底漆进行光固化;
27、s4.12、将固化第二道底漆的三次胚料板输送至第二油漆砂光机进行砂光、抛光,再由第三除尘机进行除尘。
28、作为本发明的进一步优选方案,漆面喷涂工序具体包括以下步骤:
29、s4.13、将步骤s4.12所得三次胚料板输送至第五双辊涂布机滚涂第一道uv面漆,然后将滚涂有第一道uv面漆的三次胚料板输送至第六双灯固化机对第一道uv面漆进行光固化;
30、s4.14、将固化后的三次胚料板输送至第六双辊涂布机滚涂第二道uv面漆,然后将滚涂有第二道uv面漆的三次胚料板输送至三灯固化机对第二道uv面漆进行光固化制得木纹板材。
31、与现有技术相比,本发明一种烤漆木纹成品板材的加工方法的有益效果在于:
32、本发明通过在印刷有立体木纹的胚料板表面压制出与实木板纹理相似的木纹毛孔,制备得到表面呈现木纹的板材,有效提高木纹板材与实木板之间的相似度,取缔现有粘合实木皮的板材加工方法,降低生产成本。
技术特征:
1.一种烤漆木纹成品板材的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种烤漆木纹成品板材的加工方法,其特征在于:步骤s3的压孔机内设有凸版,所述凸版为将天然木纹毛孔整版扫描后制成。
3.根据权利要求1所述的一种烤漆木纹成品板材的加工方法,其特征在于:步骤s2中的木纹印刷具体包括以下步骤:
4.根据权利要求3所述的一种烤漆木纹成品板材的加工方法,其特征在于:所述第一印刷机和所述第二印刷机的圆滚筒上均设有用于印刷木纹的浅凸版,所述浅凸版均为电脑扫描天然木纹的纹理后制成。
5.根据权利要求3所述的一种烤漆木纹成品板材的加工方法,其特征在于:所述第一单色木纹与所述第二单色木纹叠加后形成立体木纹。
6.根据权利要求1所述的一种烤漆木纹成品板材的加工方法,其特征在于:步骤s1预处理中多次涂布油漆固化具体包括以下步骤:
7.根据权利要求1所述的一种烤漆木纹成品板材的加工方法,其特征在于:步骤s4中所述的防护漆喷涂包括底漆喷涂工序和漆面喷涂工序。
8.根据权利要求7所述的一种烤漆木纹成品板材的加工方法,其特征在于:所述底漆喷涂工序具体包括以下步骤:
9.根据权利要求8所述的一种烤漆木纹成品板材的加工方法,其特征在于:所述漆面喷涂工序具体包括以下步骤:
技术总结
本发明公开的一种烤漆木纹成品板材的加工方法,包括以下步骤:S1、预处理:将胚料板进行多次涂布油漆后制成一次胚料板;S2、木纹印刷:将一次胚料板表面经二次单色印刷,制得表面具有立体木纹的二次胚料板;S3、板材毛孔压制:将二次胚料板输送置压孔机内进行木纹对纹毛孔压制,制成具有木纹毛孔的三次胚料板;S4、防护漆喷涂:对三次胚料板进行多次喷涂固化制得木纹板材。本发明在印刷有立体木纹的板材表面压制出与实木板的木纹毛孔,提高木板与实木板之间的相似度高达99%,取代现有压贴天然木皮成品,有效降低生产成本。
技术研发人员:夏耀强,夏耀权,周蓉芬
受保护的技术使用者:浙江木丰家居有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!