一种杉木三层结构基板及基于其制备的家具生态板的制作方法
本发明涉及一种杉木三层结构基板及基于其制备的家具生态板,属于新型人造板加工制造。
背景技术:
1、目前市场上普遍的生态板主要选择多层胶合板、细木工板等为基材的三聚氰胺饰面板,用于家具制作,橱柜衣柜、卫浴柜等柜体的制作。其中细木工板基材的生态板一般中间为芯板,从中间层往上下两面分别为单板、浸渍纸。其中细木工板基材中间的芯板大多以杉木木条平接或指接而成。杉木作为一种速生材,拥有很高的生态和经济价值,具有生长快,生长周期短,国产杉木资源丰富,价格相对低廉等优点,但杉木材料也存在木材材质较软,密度较低,稳定性较差,平整度不够等缺陷。因而,细木工板基材生态板成品因基材的内部缺陷及成型工艺等原因,出现生态板成品板面不平,板面翘曲变形,板面波浪纹等问题。
2、专利cn 106113166 b提供了一种细木工板基材生态板的喷蒸养生制备方法,以该方法制备的生态板表面平整,无鼓泡、透底和透胶现象。但该专利提供的方法其中芯板的木条主要以杨木、桦木、松木为主,木材密度较一般的杉木密度大,仍无法解决杉木作为主要芯板材料的问题,同时此专利提供的喷蒸养生的方法,生产成本较高,无法实现大规模工业化批量生产应用。
3、专利cn 100567679 c提供了一种用杉木做三层实木复合地板时,可减少或避免芯板翘曲变形的杉木芯板三层实木复合地板的生产方法。该三层实木复合地板芯板采用杉木,面板采用柞木或沙比利,底板采用杨木,但实际对称结构中面板和底板材质不一致,应力不一致,虽解决了杉木的应用问题,但无法解决成品变形的问题。
技术实现思路
1、针对背景技术中存在的问题,本发明提供了一种杉木三层结构基板及基于其制备的家具生态板,该杉木三层结构基板采用全杉木材质拼接,薄型杉木拼板纵横交错组坯,基板经高温高压成型。以该基板制备的家具生态板结构稳定,板面平整,实木质感强,同时翘曲变形率低,制备的全杉木三层结构生态板不仅能够满足各类柜体板的制造,同时还可以应用于柜门板,解决了现有杉木材料应用于生态板及各类家具制造的技术问题和使用局限性。
2、为了达到上述发明目的,本发明通过以下技术方案实现:
3、一种杉木三层结构基板,采用全杉木材质,由三层相同的薄型杉木芯板纵横交错涂胶组坯、预压后经高温高压成型得到,其中涂胶组坯中采用大豆无醛胶作为胶黏剂;通过纵横交错的结构解决了单层杉木芯板横向和纵向强度差异大,容易翘曲变形且横向强度偏低承载能力差的问题;
4、所述薄型杉木芯板由杉木条采用全指接拼接方式接长后组坯拼宽,经高温高压定厚定宽成型得到,拼接胶黏剂采用大豆无醛胶。
5、进一步地,本发明所述三层相同的薄型杉木芯板纵横交错涂胶组坯后高温高压成型的温度为120-130℃,压力为0.7-1.0mpa。
6、进一步地,本发明所述杉木条拼接后成型温度为135℃~140℃,压力为0.6-0.7mpa。
7、进一步地,本发明所述薄型杉木芯板厚度为5.5mm-7.5mm。
8、进一步地,本发明所述三层薄型杉木芯板采用顺向-横向-顺向的组坯方式。
9、本发明还提供了一种上述杉木三层结构基板的制备方法,具体包括如下:
10、(1)薄型杉木芯板的制作:采用大豆无醛胶对杉木条头部进行喷胶、杉木条边进行涂胶,并进行拼接,之后在热压机中热压成型,温度135℃-140℃,面压力0.6-0.7mpa,时间60s-70s,热压完成后在常温常湿环境下放置7-10天进行平衡养生,每层薄型杉木芯板均采用相同工艺成型;
11、步骤(1)所述杉木条为5.5-7.5mm厚度的指接杉木条;
12、(2)薄型杉木芯板砂光、组坯:将步骤(1)得到的薄型杉木芯板进行定厚砂光,砂带为60-100目,每层薄型杉木芯板砂光至表面平整且厚度相同;之后中间横向薄型杉木芯板进行双面涂胶,涂胶量控制在250-300g/m2,三层薄型杉木芯板采用纵横交错组坯;
13、(3)三层杉木结构基板冷压、热压:将组坯完毕的三层板坯先进入冷压机进行冷压,之后将冷压完毕的三层板坯进行热压、排潮,采用分段热压方式,高温高压保障胶合效果,低压排潮降低基板含水率,利于后期加工及提升产品稳定性;
14、步骤(3)所述冷压时间控制在40-80min,面压力0.6-1.0mpa;
15、步骤(3)所述热压温度控制为120-130℃,高压面压力为0.7-1.0mpa,时间15-25min;排潮面压力为0.1-0.15mpa,时间2-5min;
16、(4)三层杉木基板砂光、养生:将热压排潮完毕的三层杉木基板在常温常湿环境下放置10-15天进行平衡养生,养生完成后,砂光定厚至16-22mm,砂带为60-100目,得到本发明所述杉木三层结构基板。
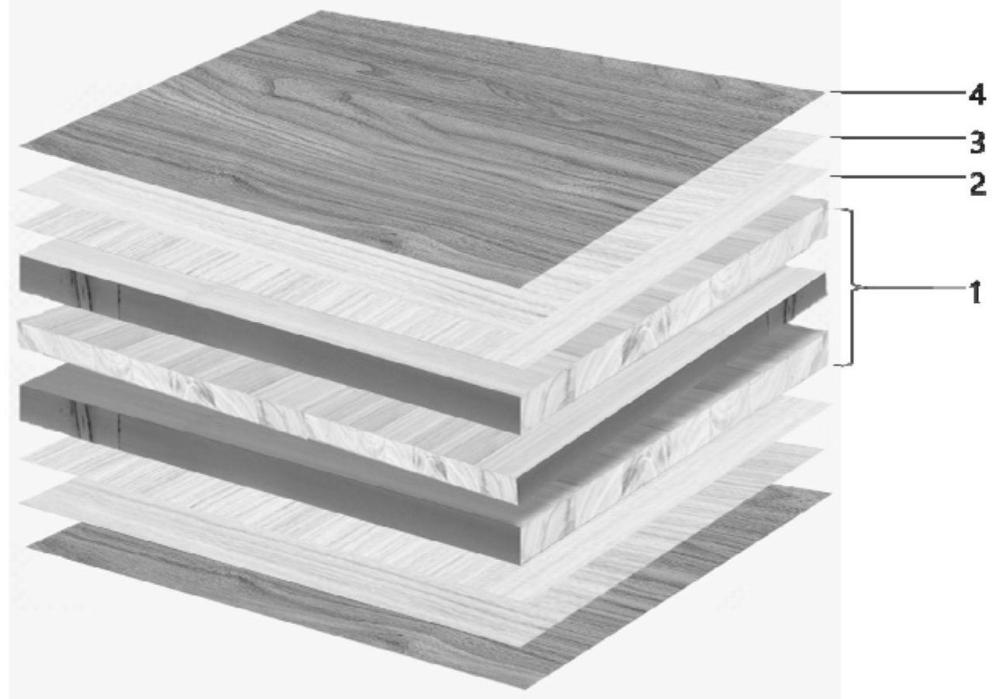
17、一种基于上述杉木三层结构基板的家具生态板,其为中心对称结构,从内至外依次由上述杉木三层结构基板、平衡层、缓冲层、装饰层组成;
18、所述平衡层为横向科技木皮或牛皮纸,厚度为0.4mm-0.6mm;
19、所述缓冲层为科技木皮或杨木大皮,厚度为0.4mm-0.6mm;
20、所述装饰层为浸渍胶膜纸,其克重为80-120g/m2,厚度为0.06mm-0.15mm。
21、进一步地,本发明所述平衡层用胶黏剂选自大豆无醛胶、api胶、水性聚氨酯胶、mdi无醛胶中任意一种。
22、进一步地,本发明所述缓冲层用胶黏剂选自api胶、水性聚氨酯胶、mdi无醛胶中任意一种。
23、进一步地,本发明所述装饰层依次采用两种胶黏剂浸渍,一浸为低醛改性脲醛树脂,二浸为三聚氰胺树脂,浸胶量为纸张克重的120-180%。
24、本发明还提供了上述一种家具生态板的制备方法,具体步骤如下:
25、(1)杉木三层结构基板与平衡层的组坯:将养生完毕的上述杉木三层结构基板采用无醛胶涂布,涂胶量为160-220g/m2,与平衡层进行组坯后进行冷压、热压后,在常温常湿环境下放置3-5天养生后进行砂光定厚,裁边至所需板材尺寸,该半成品称之为毛板;
26、步骤(1)中所述冷压时间控制在20-30min,面压力0.6-1.0mpa;热压温度控制为120-130℃,面压力为0.7-1.0mpa,时间控制为6-8min;
27、(2)家具生态板的制作:将毛板与缓冲层、装饰层采用直贴或复贴工艺进行压贴复合,组坯后先冷压、冷压完毕后热压成型,锯切齐边至标准尺寸后制得基于上述杉木三层结构基板的家具生态板;
28、步骤(2)中所述直贴工艺为在毛板上依次热压缓冲层和装饰层,先将毛板采用无醛胶涂布并与缓冲层进行组合,经过冷压、热压制成直贴基板;涂胶量为160-220g/m2;冷压时间控制在20-30min,面压力0.6-1.0mpa;热压温度为120-130℃,面压力为0.6-0.8mpa,时间为6-8min;直贴基板抛光锯边后热压装饰层制成家具生态板,热压温度为125-130℃,压力为0.6-0.8mpa,时间为6-8min。
29、步骤(2)中所述复贴工艺为先将缓冲层和装饰层热压组成复合皮,复合皮热压温度控制在200-205℃,压力3-3.5mpa,时间10-15s;毛板采用无醛胶涂布与复合皮组合,经过冷压、热压制成家具生态板;涂胶量为160-220g/m2;冷压时间控制在20-30min,压力0.6-1.0mpa;热压温度为95-100℃,压力为0.5-0.6mpa,时间为6-8min。
30、与现有技术相比,本发明具有如下有益效果:
31、(1)本发明采用全杉木基板制作生态板,通过采用三层杉木芯板纵横交错组坯热压成型基板后,同平衡层、缓冲层、装饰层通过组坯热压制成。整个过程采用4次热压加工成型、3次养生平衡的生产工艺,使杉木三层生态板结构更稳定,解决了杉木材质板材应用容易变形等问题,可应用于家具制造的各类柜体板、柜门板;
32、(2)本发明通过对粘接材料的严格选择和控制,三层芯板组坯过程中采用大豆无醛胶,利用大豆无醛胶特有的高粘度和高填充的效果,充分填补芯板板面接缝或拼接缝,同时其他组坯过程所用胶黏剂均采用无醛胶黏剂,保证本发明生产的产品完全达到绿色环保要求,甲醛释放量达到enf级;
33、(3)本发明创造性的提出采用平衡层的方式,解决了因杉木材质密度低,强度低的问题,通过平衡层的使用,提高板材整体强度,改善杉木材质板材及其生态板加工应用问题;
34、(4)本发明通过结构创新和工艺优化,使该家具生态板实木感强,从厚度剖面看,中间实木芯板厚度占比大于95%,相较于传统生态板中间实木芯板厚度占比70%左右,从视觉观感和数据上都优势明显,满足消费者对实木感的追求。
- 还没有人留言评论。精彩留言会获得点赞!