一种手感柔软且防脱散的蕾丝织物的制作方法
1.本实用新型属针织服装面料及编织技术领域,具体地说是一种手感柔软且防脱散的蕾丝织物。
背景技术:
2.蕾丝织物特有的通透性、花形灵活生动性等优点,在时尚服装领域越来越受大众青睐。但由于现有的蕾丝织物大部分存在手感偏差、沿经向逆编织方向易脱散等缺陷,故然会在一定程度上影响其在服装领域的使用。
3.查相关资料获知,有些生产商针对此缺陷进行了一些生产技术或条件的改进:
4.cn 107532350 a(蕾丝针织物),该发明提供美观良好且手感良好的蕾丝针织物。编链丝与第1插入丝的接触部、编链丝与第2插入丝的接触部粘接而防止格子的变形。
5.cn 107287755 b(多梳经编机的编织方法),该发明提出了一种多梳经编机的编织方法,在原有线圈基础上增加防脱散线圈,增大了原有线圈的紧密性,各线圈连接点,交错或重叠,使地网线圈具有很强的抱合力,同时与形成花纹组织的花纱抱合更紧密,即使没有增加编链转移横线或热熔丝纱线,也使得受损后地纱线圈和花纱均不易脱散。
6.以上两个发明虽然对所述缺陷进行了改善,但其方案不够完美:按cn107532350 a所述,所用原料均为熔点不一致的热熔性材质,且有两组不同的包芯纱,所以该发明的整个生产流程复杂(不同熔点用不同的定型温度)、不环保(定型会耗电及产生废气,次数越多则影响越大)、增加了生产成本;而按cn 107287755 b所述,则需要在现有设备基础上增加一套送经装置,这样势必会增加技术难度及运营成本,最终影响到织物的销售价格,不利于织物的市场竞争。
技术实现要素:
7.为了解决上述的技术问题,本实用新型提供了一种手感柔软且防脱散的蕾丝织物。
8.为了解决上述技术问题,本实用新型采取以下技术方案:
9.一种手感柔软且防脱散的蕾丝织物,包括织物本体,所述织物本体包括编链结构层、1针衬纬结构层和变化衬纬结构层,其中编链结构层由y1 纱线以编链结构编织形成在织物本体内成型若干个线圈,相邻的线圈相互抱合,1针衬纬结构层由y2纱线以1针衬纬结构编织形成在织物本体内,变化衬纬结构层由y3纱线以变化衬纬结构编织形成在织物本体,y2纱线和y3纱线填充在纱线y1编织的线圈内,y1纱线包括内层氨纶丝和外层长丝,外层长丝螺旋状缠绕内层氨纶丝表面。
10.所述y1纱线为非热熔性材质的氨纶包芯纱,且该y1纱线的包覆层长丝的dpf不大于5;y2纱线为非热熔性材质的氨纶丝;y3纱线为非热熔性材质的长丝。
11.所述y1纱线采用机包工艺编织时,外层长丝为fdy或dty,捻度为 500
‑
700,内层氨纶丝的牵伸比为2.5
–
3.5。
12.所述y1纱线采用空包工艺编织时,外层长丝为dty,网络点为120个 /米
–
200个/米,内层氨纶丝牵伸比为2.5
–
4.0。
13.所述y1为编链结构编织时的垫纱数码为1
‑
0/0
‑
1//。
14.所述y2纱线为1针衬纬结构编织时的垫纱数码为0
‑
0/1
‑
1//。
15.所述y3纱线为变化衬纬结构编织时,单针最大横移针数为5针,垫纱数码为0
‑
0/2
‑
2//。
16.y1纱线的线密度为20
‑
150d,其中外层长丝线密度为10
‑
150d,内层氨纶线密度为10
‑
140d。
17.所述y2纱线的线密度为40
‑
560d;y3纱线的线密度为20
‑
280d。
18.所述织物本体采用共边机编织而成,采用的花边机的织针密度为 14
‑
28个/英寸。
19.本实用新型手感柔软且不易脱散,可广泛应用于内衣、束身衣等服装领域。
附图说明
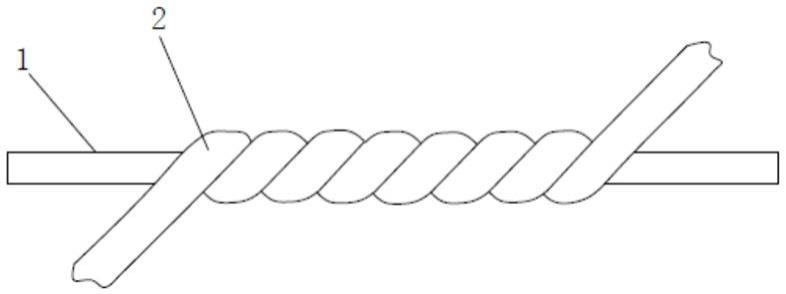
20.附图1为本实用新型纱线y1的结构示意图。
具体实施方式
21.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
22.如附图1所示,本实用新型揭示了一种手感柔软且防脱散的蕾丝织物,包括织物本体,所述织物本体包括编链结构层、1针衬纬结构层和变化衬纬结构层,其中编链结构层由y1纱线以编链结构编织形成在织物本体内成型若干个线圈,相邻的线圈相互抱合,1针衬纬结构层由y2纱线以1针衬纬结构编织形成在织物本体内,变化衬纬结构层由y3纱线以变化衬纬结构编织形成在织物本体,y2纱线和y3纱线填充在纱线y1编织的线圈内, y1纱线包括内层氨纶丝1和外层长丝2,外层长丝螺旋状缠绕内层氨纶丝表面。
23.外层的长丝螺旋状缠绕在里层的氨纶丝上,使得扭曲并回缩后的长丝会变得柔软许多,同时也会增大纱线表层的摩擦阻力。因此,编织成的织物本体会获得非常柔软舒适的手感,且由于成圏结构中的各线圈将紧密抱合及互锁,加上y2纱线、y3纱线在线圈内的填充增加了纱线之间的滑动阻力,特别是成圈结构中的芯纱固有的牵伸后回缩特性增强了束缚线圈内纱线的紧实度,使得线圈间的抱合及互锁变得更坚固,进而对织物的防脱散起到了关键的积极作用,使得织物具有优良的防脱散性能。
24.所述y1纱线为非热熔性材质的氨纶包芯纱,且该y1纱线的包覆层长丝的dpf不大于5;y2纱线为非热熔性材质的氨纶丝;y3纱线为非热熔性材质的长丝。
25.所述y1纱线采用机包工艺编织时,外层长丝为fdy或dty,捻度为 500
‑
700,内层氨纶丝的牵伸比为2.5
–
3.5。
26.所述y1纱线采用空包工艺编织时,外层长丝为dty,网络点为120个 /米
–
200个/米,内层氨纶丝牵伸比为2.5
–
4.0。
27.所述y1为编链结构编织时的垫纱数码为1
‑
0/0
‑
1//。所述y2纱线为 1针衬纬结构编织时的垫纱数码为0
‑
0/1
‑
1//。所述y3纱线为变化衬纬结构编织时,单针最大横移针数为5针,垫纱数码为0
‑
0/2
‑
2//。
28.y1纱线的线密度为20
‑
150d,其中外层长丝线密度为10
‑
150d,内层氨纶线密度为10
‑
140d。所述y2纱线的线密度为40
‑
560d;y3纱线的线密度为20
‑
280d。所述织物本体采用共边机编织而成,采用的花边机的织针密度为14
‑
28个/英寸。
29.本实例所用纱线及其穿纱方式为:
30.y1:pa6 40d/12f sd fdy包pu 30d,满穿;
31.y2:pu 140d,满穿;
32.y3:pa6 40d/12f sd fdy,满穿;
33.本实例具体生产步骤为:整经
‑
穿纱
‑
织胚
‑
水洗
‑
预定
‑
染色
‑
后整
34.整经:整经操作工根据工艺单要求选择所需纱线及数量后并安放在整经纱架上,调节好整经张力和机速将纱线备到盘头上。
35.a)包芯纱(pa6 40d/12f sd fdy包pu 30d)及尼龙(pa6 40d/12f sd fdy) 的整经:
36.整经机机型:karl mayer ds 21/30nc
‑
2,消极式送纱
37.整经温度:23℃
38.整经湿度:65%
39.车间在上述温湿度的条件下,设置整经工艺参数,并根据需要对纱线做加油处理。
40.b)氨纶(pu 140d)的整经:
41.整经机机型:karl mayer dse
‑
h21/30nc
‑
2,积极式送纱
42.整经温度:24℃
43.整经湿度:78%
44.车间在上述温湿度的条件下,设置工艺参数。
45.穿纱:穿纱工按织造工艺单列出的穿纱方式将各盘头上的纱线穿到对应梳栉的导纱针上。
46.织胚:穿纱完后挂出布头,再根据设计要求及机上实际情况调节各套盘头的纱线张力,保证其在合理的范围之内,待检查确认没有其他问题后可开机编织。
47.水洗、预定、染色、后整等环节按业内公知的染整工艺进行生产操作。
48.需要说明的是,以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,但是凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1