一种高吸液高摩擦力的水刺复合无纺布的制作方法
1.本实用新型涉及水刺非织造布技术领域,尤其涉及一种高吸液高摩擦力的水刺复合无纺布。
背景技术:
2.现有pp纺粘复合木浆水刺无纺布由于其较好的擦拭强力和较好的吸液去污能力,广泛应用于工业擦拭材料、厨房擦拭材料、湿巾等领域。其生产工艺主要有两种,均以离线二次成型的加工方式制成。
3.一种工艺是分别离线制得pp纺粘布和木浆纸,然后分别通过退卷机退卷,两层材料进行叠合后经过水刺工艺缠结加固复合成一体,制成pp木浆水刺布。
4.另一种工艺是先将pp切片经过螺杆挤压机高温熔融挤出、过滤、计量、纺丝、冷却牵伸、铺设成网、热粘合加固成pp纺粘布,并卷取为卷装材料。第二步将木浆碎解为纤维状并制成纤维悬浮液,流送至湿法成形机上脱水成网,再将卷状pp纺粘布通过退卷机同步退卷输送至湿法网上层或者下层与之叠合,再经过水刺工艺对pp纺粘布和湿法木浆层缠结加固复合成一体,制成pp木浆水刺布。
5.申请号201811459800.4公开了一种粗糙纹路湿法复合非织造布,包括湿法木浆纤维素层ⅰ,湿法木浆纤维素层ⅱ,纺粘非织造布层。其制备具体步骤是(1)纤维素短纤维通过备浆系统进入湿法布桨器,然后到湿法成网设备;(2)纺粘无纺布通过退卷设备输送至湿法成网前,并与湿法木浆进行一次复合;(3)复合后的木浆纺粘复合布再通过退卷设备放送至湿法成网前进行二次木浆复合,形成三层结构,通过水刺工艺设置使布面形成粗糙纹路;(4)经脱水烘干后再进入卷绕分切,完成粗糙纹路湿法复合非织造布生产工艺。
6.申请号201410847273.x公开了一种一面吸水一面防水锁水微泡面膜无纺布,其特征是:细度小于等于0.9分特的5毫米纤维素纤维与pp疏水层水刺复合而成;所述pp疏水层为pp纺粘布,每平方米克为5
‑
15克。其制作方法的特点是:pp疏水层开卷后覆盖在湿态纤网上,水刺机上的水刺头对柔性拖网帘上的湿态纤网和pp疏水层予以进行正反多道水压一般为2
‑
5mpa、水刺道数在5
‑
7道的低压递增水刺,并随着致密柔性拖网帘行走方向,即从致密柔性拖网帘从出口到成品区移动过程,从2兆帕到5兆帕依次升高,经过水刺后的湿态纤维网中的细旦短纤纤维素纤维直接进行缠结、抱合,形成一面吸水渗透一面防水贴肤面膜无纺布。
7.以上方案的不足之处在于由于纺粘布热粘合加固的原因,纺粘布层结构较为密实,湿法纤维无法完全有效地穿透至纺粘布的内部结构中,导致缠结复合不充分,最终产品易分层。
8.申请号201810025487.7公开了一种湿法多功能高速水刺复合生产线及生产所得水刺无纺布,该复合生产线包括依次排布的成网装置、多级水刺装置、真空负压抽吸装置、高效轧水车、第一级复合干燥装置、平网水刺装置或转鼓水刺装置、第一平整轧光机、转盘喷雾涂布整理装置、转盘喷雾染色装置、印花装置、第二级干燥装置、第二平整轧光机、第三
级干燥装置、第三平整轧光机和后整理装置,还包括退料放卷装置或纺粘纤维在线成网装置。第50段提及,或者是在位于所述成网装置1出料后方、多级水刺装置2前方的下方处设有一纺粘纤维在线成网装置16,在此处设置的纺粘纤维在线成网装置可以在线形成纺粘纤维网,本具体实施例中使用纺粘长丝聚丙烯纤维在线成网装置,其在线生产出来的纺粘聚丙烯纤维网可以与上端的成网装置成型的纤维层上下叠合后,一起进入后续的多级水刺装置进行水刺复合,使用这种在线生产纺粘纤维后立即与成网装置成型纤维层复合水刺,与采用传统工艺做好的聚丙烯布通过退料放卷与在线成网装置成型纤维层复合所得材料相比,不仅产品的生产成本可以降低,且复合产品的蓬松度更加优良。
9.以上方案的不足之处在于聚丙烯纤维由于其回潮率为0%,基本不吸水,因此也无法直接吸收水针能量进行缠结,该方案得到的水刺复合无纺布如果不通过后整理的方式,则基本处于松散蓬松状态,不具备使用强力,因此需要后道进行平整轧光、转盘喷雾涂布整理等后整理工序加固,但平整轧光基本以整面轧光轧平的方式实现,不仅不能实现点粘合,却降低了产品厚度,产品比较板结。而涂布整理则不够环保,这样的方式不仅无法得到最佳的擦拭材料所需的高去污容污等特性,反而浪费水刺能耗。
技术实现要素:
10.本实用新型旨在至少解决现有技术中存在的技术问题之一。
11.为此,本实用新型其解决技术问题所采用的技术方案是:一种高吸液高摩擦力的水刺复合无纺布,包括第一纤维层和第二纤维层,并由第一纤维层和第二纤维层叠合而成,第一纤维层为湿法长网成形纤维网层,第二纤维层为纺粘成网纤维网层,第一纤维层由质量百分比60%~100%的木浆纤维和质量百分比0%~40%的纤维素纤维制成,第二纤维层由质量百分比100%的合成纤维制成,第二纤维层中分布有热粘合固结区和非固结蓬松区,第一纤维层的纤维穿插进入第二纤维层的对应位置处的非固结蓬松区中并与第二层纤维相互缠结,第一纤维层表面还分布有若干贯穿第一纤维层的通孔。
12.作为优选,第二纤维层表面分布有若干由第一纤维层穿插形成的裸露纤维,裸露纤维以端头毛绒状为主的分布。
13.作为优选,第一纤维层中的木浆叩解度为10~18
°
sr,第一纤维层中的纤维素纤维为粘胶纤维、莱赛尔纤维、竹纤维中的一种或任意种组合,第一纤维层中的纤维素纤维细度为0.3~3.5dtex,第一纤维层中的纤维素纤维长度为3~5mm。
14.作为优选,第二纤维层中的合成纤维为聚丙烯纤维,第二纤维层中的合成纤维为长丝,第二纤维层通过热粘合固结并形成若干呈均匀分别的固结点。
15.作为优选,固结点形状为圆形、椭圆形、菱形、正方形、长方形、六边形、米粒形、长条形、十字形。
16.作为优选,固结点最大对角线长度为0.1~10mm,固结点面积占比为10~40%。
17.作为优选,第一纤维层的通孔面积总和为第一纤维层顶面面积的5~40%。
18.作为优选,第一纤维层为在线湿法长网成形纤维网层,第二纤维层为在线纺粘成网纤维网层,高吸液高摩擦力的水刺复合无纺布单位面积质量为25~100g/
㎡
。
19.本实用新型的有益效果为:
20.1、第一纤维层中的木浆叩解度为10~18
°
sr,适宜的叩解度既能在长网脱水成形
时顺利脱水,叩解度越高,脱水效果越差,影响加工速度和成网均匀性;适宜的叩解度又反映了木浆分丝帚化的程度,分丝帚化越充分,纤维间的氢键越多,最终产品的干态强力越高,木浆越不易脱落形成落絮;
21.2、第二纤维层通过热粘合固结,固结点形状尺寸及固结程度可调节,如果第二纤维层完全不固结,则呈现松散的纤维网状结构,没有粘合点,第一纤维层的纤维能够全覆盖穿插植入填充第二纤维层,因此同样纤维质量占比的情况下,该种情况的擦拭摩擦力较小,且使用强力极低,无法满足擦拭需求,因此不予采用,如果第二纤维层通过轻微的热粘合固结,或者固结点最大对角线长度为小于0.3mm,固结率面积占比为10~20%,则大部分纤维呈现非固结蓬松状态,不仅有利于第一纤维层的纤维能够穿插植入填充第二纤维层,第二纤维层也提供了一定的强力,强力优于完全不固结状态,如果第二纤维层通过常规的热粘合固结,固结点最大对角线长度为为0.3~1.5mm,固结率面积占比20~40%,第二纤维层则提供了更好的强力,但第一纤维层的纤维穿插植入第二纤维层的量减少,形成较多的通孔,擦拭摩擦力增强,可有效去除顽固污渍,当固结形状为米粒形、长条形、十字形时,最大对角线长度不超过10mm,固结率面积不超过25%,否则会影响最终产品的柔软度,本实用新型第二纤维层通过热粘合固结,固结点形状尺寸及固结程度可调节的设计,可根据最终的使用场景和性能需求,进行固结程度的调整,产品特性能具针对性;
22.3、由于第二纤维层存在热粘合固结区和非固结蓬松区,第一纤维层的纤维在水刺作用下穿插进入第二纤维层的非固结蓬松区,并与第二纤维层的纤维进行缠结,但由于第二纤维层的热粘合固结区紧实坚固,因此原本处于热粘合结合区上层的第一纤维层的纤维无法进入第二纤维层的热粘合固结区,反而在水力作用下纤维位移进入附近的非固结蓬松区,从而在第一纤维层表面形成通孔,通孔增加了表面的粗糙感,增加擦拭摩擦力,在擦拭过程中提升去污容污能力,通孔面积占比越小,摩擦力越低,吸液性越强;
23.4、由于第二纤维层表面分布有若干由第一纤维穿插形成的裸露纤维,裸露纤维以端头毛绒状为主的分布,可以有效降低第二纤维层表面(纺粘面)的滑感,改善吸附性,提升吸液能力和去污能力。
24.综上所述,本实用新型不仅吸附力强,吸液能力好,而且去污能力也十分高效,并且生产过程中仅需在线纺粘即可制得,工艺简单方便,极大的节约了能耗降低了成本。
附图说明:
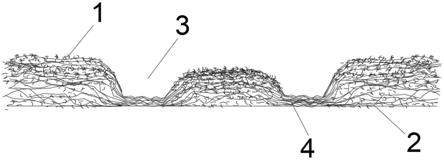
25.图1为本实用新型的横截面结构示意图;
26.图2为本实用新型的第一纤维层的结构示意图;
27.图3为本实用新型的第二纤维层的结构示意图;
28.图中,第一纤维层1、第二纤维层2、通孔3、固结点4。
具体实施方式
29.下面结合实施例对本实用新型做进一步说明,但不局限于说明书上的内容。
30.实施例1:参考图1~图3,一种高吸液高摩擦力的水刺复合无纺布,包括第一纤维层1和第二纤维层2,并由第一纤维层1和第二纤维层2叠合而成,第一纤维层1为湿法长网成形纤维网层,第二纤维层2为纺粘成网纤维网层,第一纤维层1由质量百分比60%~100%的
木浆纤维和质量百分比0%~40%的纤维素纤维制成,第二纤维层2由质量百分比100%的合成纤维制成,第二纤维层2中分布有热粘合固结区和非固结蓬松区,第一纤维层1的纤维穿插进入第二纤维层2的对应位置处的非固结蓬松区中并与第二纤维层2的纤维相互缠结,第一纤维层1表面还分布有若干贯穿第一纤维层1的通孔3。
31.第二纤维层2表面分布有若干由第一纤维层1穿插形成的裸露纤维,裸露纤维以端头毛绒状为主的分布。
32.第一纤维层1中的木浆叩解度为10~18
°
sr,第一纤维层1中的纤维素纤维为粘胶纤维、莱赛尔纤维、竹纤维中的一种或任意种组合,第一纤维层1中的纤维素纤维细度为0.3~3.5dtex,第一纤维层1中的纤维素纤维长度为3~5mm。
33.第二纤维层2中的合成纤维为聚丙烯纤维,第二纤维层2中的合成纤维为长丝,第二纤维层2通过热粘合固结并形成若干呈均匀分别的固结点4。
34.固结点4形状为圆形、椭圆形、菱形、正方形、长方形、六边形、米粒形、长条形、十字形。
35.固结点4最大对角线长度为0.1~10mm,固结点4面积占比为10~40%。
36.第一纤维层1的通孔3面积总和为第一纤维层1顶面面积的5~40%。
37.第一纤维层1为在线湿法长网成形纤维网层,第二纤维层2为在线纺粘成网纤维网层,高吸液高摩擦力的水刺复合无纺布单位面积质量为25~100g/
㎡
。
38.显然,本实用新型的上述实施方式仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无法对所有的实施方式予以穷举。凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1