包含针织元件的制品的制作方法
1.本发明涉及针织品,特别是涉及包含针织元件的制品以及制造用于制品(例如鞋面)的针织部件的方法。
背景技术:
2.服装等制品的部件,特别是鞋类的部件,例如鞋面、前帮、鞋头部分、鞋领、鞋跟部分、鞋舌或整件鞋,特别是运动鞋,都可以在针织机上制造。
3.实际上,至少从19世纪起,专利文献中就已经描述了针织鞋面或针织鞋面元件。特别是,us11716(1854年9月26日发布)描述了使用针织材料作为靴子上的鞋面的部分,其可以“按照待生产的制品的形式进行针织”。
4.针织物也已经用于形成靴子和/或鞋的基本完整的鞋面,同时最大限度地减少浪费。在1887年(us367333),贝格尔(beiger)和埃伯哈特(eberhart)指出:“我们的针织靴制成为厚度和硬度均匀,尺寸和形状非常精确,不涉及切割或浪费。”5.此外,穆勒(mueller)于1884年(us299934)在其第一权利要求中描述了“(a)鞋的鞋面和鞋底由针织材料制成,鞋面的线迹(stitches)通过针织与鞋底的线迹结合
…”
6.1868年,韦森(wesson)在us74962中描述了多层针织物,其用于具有由针织物制成的鞋腰(quarter)和前帮的鞋中,“以形成一体的外部和衬里”。
7.us376373(1888年1月10日)在描述在圆形针织机(图1)上针织靴子材料的方法时指出,“a是纬线针织机,单独地取两根或更多普通松散捻纱b,并以多种方式将它们针织在单个织物中,如图2所示”。
8.制造商通常希望在目标位置提供具有特定功能的制品,特别是鞋。这种情况的一个早期例子见于us124525,其中描述:“鞋面由两片以所述方式从弹性针织或机织织物的平片中切出的部分组成,从而鞋面的弹性线将在鞋腰中纵向延伸并在前帮中横向延伸。”9.此外,us296119(1884年4月1日)中显示了具有不同性能的针织材料内的区域,其描述了“无论制造何种织物,必须提供整体的纵向罗纹a,其中纱线的聚集使其比中间空间b处的织物更厚更重,从而与普通针织罗纹织物完全不同,后者的厚度实际上是均匀的,并且具有交替抛向织物前部和后部的罗纹,因此在两侧都有罗纹,而不是仅在正面有罗纹,如图所示,其中织物c的后表面或背面是光滑或平坦的。”10.在鞋的构造中,一些部分,通常是鞋面的鞋头和鞋跟部分被加固以应对穿鞋时产生的负荷。1949年,us2467237描述了使用“无缝羊毛管材”,其上“固定有鞋底条25和鞋后帮26,还有鞋底27和鞋跟28”以形成靴子。
11.防水性往往是人们所希望的,尤其是对于户外鞋。us 266614在1882年描述了一项发明,其中包括“用印度橡胶或其他不受水影响的柔韧材料覆盖针织布",以形成一种沐浴袜。此外,us311123(1835年1月20日)描述了“针织或机织织物的整个靴子”,发明人“用防水物质浸透了它,以使整个靴子不透水”。
12.相应的制造方法和制品(例如鞋)的进一步实例公开在例如ep2649898、
ep2792260、ep2792261、ep2792265和ep3001920中,所有这些都已转让给本发明申请人。
13.对于现有技术中用于针织制品的制造方法,通常需要在后处理过程中附接附加部件或材料层,以确保满足鞋所需的预定性能。例如,可以增加后港宝(heel counter)或表层。
14.针织是一种制造鞋面、鞋面和/或配对鞋面的元件的灵活方法。然而,根据针织机、针织程序、材料和/或结构的不同,各种针织部件的针织时间可能会有很大差异。减少针织部件的针织时间极大地影响生产成本并受到人们的追捧。
15.历史上,为了控制针织元件内的纱线定位,针织机可以利用多种类型的进料器来实现各种线迹类型,例如针织、编织(plait)、嵌套(inlay)和/或创建嵌花(intarsia)。此外,回退(kickback)可用于在针织过程中控制定位。然而,当使用回退时,针织过程可能显著减慢,导致较长的针织时间,从而增加生产成本。回退增加了生产成本,以致以这种方式控制股线的定位可能是不可取的。
16.通常,需要不同结构和/或纱线的定制制品可能会增加针织时间。特别是当需要多根纱线和/或不同结构的复杂图案时,情况可能如此。
17.针织机的结构限制也会影响针织机精确控制特定纱线定位的能力。这可能导致材料成本增加,因为纱线可能覆盖比赋予针织物的特定部分所需的功能性更大的针织物区域。
18.为鞋面、完整鞋面或成对鞋面创建针织元件,包括具有放置纱线的区域,从而可以将放置控制到一个线迹,增加了鞋面的功能性,同时潜在地降低了材料的成本。使用标准针织技术和/或机器来实现这种功能(即在单个线迹水平上灵活定位纱线)将导致针织时间的增加,这对于针织元件、针织鞋面和/或成对的针织鞋面来说可能显示出高昂的成本。
技术实现要素:
19.因此,本发明的一个目的是至少部分地克服现有技术中的针织制品,例如鞋和服装的缺点。
20.该目的特别是通过用于鞋面的定制的横编多分区(multizonal)元件来实现,其包含多个针织结构,所述针织结构包含在第一平面中的针织元件的第一区域,所述第一区域包含至少两根合并线以形成多个针织结构中的至少一个合并针织结构;在第二平面中的针织元件的第二区无缝地连接到第一区;其中所述多个针织结构包含一个或多个定位针织结构,所述一个或多个定位针织结构被定位成使得所述一个或多个定位针织结构控制第一区相对于第二区的位置。
21.针织元件可以包括形成在双层针织元件的任一层上和/或在层之间的间隙空间中的针织结构。例如,对于单层织物,第一针织结构可以是线圈(loop)或集圈(tuck),第二结构可以是浮线插入(float insertion)。浮线插入可以部分地通过在不同针床上形成的线圈或集圈来固定。因此,浮线插入位于线迹之间的间隙空间中。
22.在鞋面针织元件的一些实例中,第三部分与其中合并纱线被交换的一个或多个部分整体地针织。例如,第一纱线可以定位成使得其位于线圈的背面,而第二纱线可以定位成使得其位于第三部分中的线圈的正面。
23.鞋面的示例可包括横编元件,其具有在第一针织横行中的第一部分,该第一部分
包括第一纱线和第二纱线。第一纱线和第二纱线可以合并形成一个或多个针织结构。在这些针织结构中可以控制纱线的放置。针织元件的第二部分可以包括由合并纱线中的第一纱线形成的针织结构和由合并纱线中的第二纱线形成的针织结构,该针织结构与第一针织结构分离。
24.针织元件可以包括具有提花针织序列或图案的一个或多个部分。例如,任何部分或部分组都可以将提花与合并、分叉和/或反向添纱(inverse plating)组合。这些部分可以使用针织结构例如定位针织结构连接在一起。
25.在一些情况下,用于鞋面的针织元件可以是双层的。每个合并的针织结构和/或分离的针织结构可包括线圈、集圈组织(tuck stitch)或浮线插入。这些针织结构可以定位于外层、内层或层之间的间隙空间中。
26.用于鞋面的横编元件可以包括双层,该双层具有定位于针织元件的第一层和第二层之间的间隙空间中的一个分离针织结构(例如,浮线插入),基于在该空间中期望的第一纱线的特性。此外,可以在针织元件的第一层或第二层中针织由另一分离纱线形成的针织结构。
27.针织结构,特别是由分离的合并纱线形成的针织结构,可以定位于制品的预定位置处。这些预定位置可以基于设计者、开发者和/或最终用户的需要或期望。分离纱线的定位可允许单个纱线的特定特性,以增强鞋面上的部分或区域的性能。
28.第一和第二纱线可以在分离之后沿着针织横行定位为两个或更多个针织结构,使得当纱线中的一个和/或两个的一部分被拉动时,针织结构抑制纱线所在针织横行的钩丝和/或拆散。
29.在一些情况下,由先前合并的纱线形成的第一针织结构可以是垂直浮线插入,使得第一纱线在针织元件的第一部分的第二行中形成第三合并针织结构,使得第一纱线基本上限于具有至少一个预定特性的第一区。
30.选择用于鞋面的针织元件中的纱线可以根据鞋面所期望的特性进行选择。例如,可以基于其可加工性或有助于制造鞋面的特定特性来选择纱线。一起使用的纱线可以根据不同的特性各自选择。在一些情况下,可以根据第一预定特性选择第一纱线,并且可以根据第二预定特性选择第二纱线。可用于选择纱线的特性可包括但不限于弹性、熔融温度、热调节、抗静电、抗菌性、耐磨性、耐切割性、耐热性、耐水性、耐化学性、耐火性、抓地力、导热性、导电性、数据传输、强度、重量、透气性、吸湿排汗能力、防水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性、吸收能量的能力和/或发光性。
31.在一些情况下,鞋面可以包括多个不同的合并针织结构,其包括不同的纱线。例如,合并针织结构可以由输送到针织横机的纱线的任何组合形成。因此,第三纱线和第四纱线可以合并以针织合并结构,并且第二纱线和第四纱线可以合并以在针织元件的相同部分或不同部分中形成另一合并针织结构。
32.具有预定设计(包括具有多个部分的横编元件)的鞋面可以包括由两根纱线形成的一个或多个线圈的部分,以及相同的两根纱线在线圈中的位置相反的另一部分。纱线可以连续地延伸贯穿所述部分。在一些情况下,纱线可以在针织元件的至少一些线圈中交替,从而在针织元件中创建预定设计。
33.鞋面可以包括多个部分,包括例如多根线被针织或放置为一体的合并部分和合并
线被分开的分叉部分。每根线的定位可以部分地通过使用自动或独立可移动的进料器来控制。在分叉部分中,可以存在由合并线的第一线形成的至少一个第一针织结构和由合并线的第二线形成的至少一个第二针织结构。
34.在一些实施例中,鞋面可以包括由第一线形成的针织结构,该第一线是垂直浮线插入。第一线可以在针织元件的第一或第二部分的第二行中形成合并针织结构,使得第一纱线基本上限于具有至少一个预定特性的第一区。
35.在一个实施例中,鞋面可以包括多个部分,该多个部分包括一个或多个提花针织图案,该提花针织图案包括第一线和第二线中的至少一个。至少一些部分可以使用针织结构彼此连接。例如,第一部分、第二部分和第三部分可以包括提花针织图案,该提花针织图案包括第一线和第二线中的至少一个。一个部分可以使用针织结构连接到另一部分。
36.鞋面的一个实施例可以包括多根股线(strands),例如,第一股线、第二股线和第三股线。针织物的每个部分可以包括提花针织结构中的第一、第二或第三线中的至少两根线,从而形成预定设计的至少一部分。
37.在一些实施例中,鞋面可以如本文所述构造,以形成一对匹配的鞋面。可以使用交换、合并、分叉和提花针织来定位匹配鞋面的线,以创建成对的预定设计。
38.在一些实施例中,在针织横机上生产成对针织鞋面的方法可以包括将具有第一特性的第一线和具有第二特性的第二线作为合并线针织以形成第一部分,其中第一线是第一主纱(body yarn),第二线是第一添纱(plate yarn)。通过分别使用第一独立进料器和第二独立进料器调整线的位置,将第一和第二线定位于鞋面的第二部分中。进一步地,将第一纱线和第二线作为合并纱线针织以形成第二部分,其中第一纱线是第二添纱,第二纱线是第二主纱;其中纱线的位置在第一鞋面中产生第一预定设计,在第二鞋面中产生成对的预定设计。
39.在一些实施例中,针织元件可以包括第一部分和第二部分以及另外的第三部分,其中通过第一独立进料器和第二独立进料器的受控定位调节线的位置来控制线的定位。在根据针织第一纱线和第二纱线的需要定位进料器之后,使用单独的成圈系统使得第一纱线形成第一针织结构,第二纱线形成第二针织结构。
40.在一些针织元件中,三根或更多根线(例如,纱线)可用于多个部分中创建双层针织元件。这些部分中的至少一个可以包括使用至少两根纱线的提花图案。例如,鞋面可以包括由三根或更多根线(例如,纱线)构造的第一部分、第二部分、第三部分和/或第四部分。鞋面可包括在多个部分中的双层针织元件,并且具有在第一、第二、第三和第四部分中的至少一个部分中使用至少两根纱线的提花图案。
41.一种用于创建针织元件的方法可以包括在用于针织横机的控制器中基于针织元件的预定设计执行针织程序。一些方法可以包括在用于针织横机的控制器中基于用于一对鞋面的针织元件的预定设计执行针织程序。在一些情况下,这可以包括为第一鞋面的第一预定设计调整第一针织图案以产生确定配对的预定设计的配对针织图案。
42.在本文描述的任何实施例中,针织元件和/或鞋面可以被设计和构造使得形成具有预定性质的一个或多个区。这些区可以由线形成,包括具有预定特性的纱线,预定特性包括但不限于弹性、熔融温度、热调节、抗静电性、抗菌性、耐磨性、耐切割性、耐热性、耐水性、耐化学性、耐火性、抓地力、导热性、导电性、数据传输、强度、重量、透气性、吸湿排汗能力、
防水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性、预定能量吸收和/或发光性。
43.针织结构可以位于针织制品、针织元件或针织鞋面的特定位置处,以在需要时赋予特定的性能和/或特定的功能。例如,可用于鞋面外侧面和/或内侧的针织元件可以包括合并线,例如多根纱线。在鞋面的部分中,线可以被分离以选择性地将线例如纱线引入到针织元件的预定位置。此外,线的选择性放置可以允许产生紧密的针织结构以增加稳定性。例如,在一些实施例中,调温纱线可以位在制品的内侧,而防水纱线可以位在制品的外侧。这种结构可用于鞋,其中鞋可以例如在鞋的内侧和外侧配备有不同的功能。
44.根据材料、设计、针迹类型等,使用具有独立控制进料器的针织机(例如stolladf针织机),可直接进给线(例如纱线),可以显著地减少针织时间。减少复杂针织元件的针织时间也可降低与给定针织元件相关联的生产成本。
45.此外,开发允许将线(如纱线)从针床上方的位置送至进料器至针的针织机配置,可以使线更一致地输送到针上。这种配置减少了线从线轴到针的路径长度,从而降低了断裂的风险。此外,必须在较短的距离内保持线的张力,从而减少张力损失。特别是,这种配置可以使线以预定的张力被输送到针。
46.在一些情况下,机器可包括能够在2个或更多平面上移动的进料器、针和/或针床。在一些情况下,进料器、针和/或针床可在3个平面上移动。
47.进料器可基于其用于形成多种类型的针织结构的能力来选择使用,例如,多用途进料器可基于其针织、编织、嵌套和/或创建嵌花的能力来选择。
48.使用多用途的独立控制进料器可增加对纱线定位的控制,增加设计的灵活性,和/或减少针织时间。
49.例如,一种包含针织元件的制品,其中针织元件包含:第一部分,其包含至少两根合并线,两根线形成至少一个线圈;线在其中分叉的第二部分,其包含:(a)由合并纱线的第一线形成的至少一个第一针织结构;和(b)至少一个第二针织结构,其由与第一针织结构分离的合并线中的第二线形成。
50.线可以选择性地定位于针织物内以创建具有预定物理性能的区域。在一些情况下,可以控制线(例如,纱线、长丝或金属丝)的定位,使得针织物中任何物理性能的转变逐渐发生。
51.细长材料,例如线、纱线、合股线、纤维、长丝、金属丝等,可以使用一个或多个进料器进给到针织机。在一些情况下,多根线可以作为合并纱针织在一起。纱线的合并和/或分叉可以使纱线具有高灵活性和/或针织物部分的物理性质。控制一根或多根线,例如纱线、纤维和/或长丝的位置可使这些线在整个针织元件中合并和分叉。例如,合并纱线可以定位于针织物或针织元件内,使得其形成线迹和/或针织结构。纱线的合并和/或分叉可使通过控制可用于在针织物中定位的诸如纱线、纤维、长丝和/或合股线的线的数量来控制放置在针织物和/或针织物元件中的特定材料的量。
52.控制线是否可用于在针织物内定位,可以包括控制一个或多个进料器、一个或多个针和/或针床的移动。此外,所使用的针的类型和使用的方法可能影响纱线在针织物中的定位。
53.单个的纱线、丝线、股线或股线组的定位可以用于控制针织物的性能,例如,用于
制鞋的针织物。例如,一些针织元件可以包括具有可用于各种鞋元件的特定预定性能的区。
54.控制纱线的定位可以包括控制如何将纱线提供给针织机的针。使用多个进料器使得在逐针的基础上控制纱线放置在针中的顺序,从而增加灵活性。这反过来又会影响纱线在单独的线迹内的放置。
55.例如,使用合并和/或分叉纱线可以使得以单针精度产生多轴和多层针织增强结构。控制纱线在针中的放置的能力增加了纱线在针织物中的放置的灵活性,并进一步增强了功能性。
56.使用单针精度放置纱线,可以生产完全可定制或为特定用户、运动和/或视觉效果设计的针织品和/或针织元件。这使得设计在材料放置方面具有灵活性,并且提高了设计满足功能需求的能力。
57.在许多实施例中,线(例如纱线)可以根据在针织物的该部分中所需的性能来定量。由于可以在逐针的基础上使用多种基材,因此可以详细地控制织物特性。例如,利用特定的嵌体序列,可以“定量”针织品或针织元件,从而实现特定的产品性能。
58.由于能够在单针水平上控制纱线的定位,因此可以创建各种嵌套形状。例如,对矩形或曲线图案元件(如果有)几乎没有限制。因此,可以创建运动轮廓、褪色效果等。
59.使用合并和/或分叉纱线可以在具有不同性能的针织区域之间实现无缝过渡。这些无缝过渡减少了针织中的中断和/或不规则性。
60.以本文所述的方式控制纱线的放置减小了在线圈形成过程中施加在细长材料(例如纱线)上的力。因此,可以在针织中使用更宽范围的材料,例如不易加工的材料。例如,诸如刚性填充材料、导电纱线、厚复丝混纺、不可拉伸的纱线、金属纱线、反光纱线、高强度纱线等的材料。
61.利用本文所述的方法来控制纱线的放置允许额外的自由度,例如,其允许将单独的纱线材料转变成高度复杂的纺织产品。另外,叠加的针织结构可以与现有的针织样式结合使用。
62.如本文所述,在单针水平和/或单针内控制纱线的放置使得可以单独处理设计特性。
63.针织机可以以这样的方式设置和/或控制使纱线定位于针织元件内,从而使针织元件具有特定的预定性能。
64.例如,可以基于针创建特定线迹类型、线迹的尺寸、包括预定的多股线的线迹或嵌套物、和/或由产品设计者确定和/或由使用者选择的期望特性的能力来选择针。特别是,针可以包括但不限于复合针、舌针等。例如,可以基于针织元件的设计来选择所用针的规格。
65.可以控制针的位置以影响线迹。针位置包括但不限于打开、关闭、半打开和/或半关闭。
66.在一些实施例中,可以控制一根针和/或多根针的移动以控制纱线的放置和/或张紧。例如,针可以在单个平面中移动,例如,在特定的方向上。针可以向左、向右、向上、向下、向前和/或向后移动。
67.在一些实施例中,可以移动针床。移动针床可以对股线或纱线的定位和/或针织结构的尺寸、形状和/或功能性能进行额外的控制。
68.进料器在一个或多个平面中的移动可以对纱线、股线、线、长丝和/或任何可使用
针织机定位的细长材料的定位进行额外控制。例如,进料器和/或其部分可以在三个平面中移动,以调整用于形成针织元件的任何细长材料的定位。独立控制的进料器允许增强的灵活性并减少的针织时间。
69.此外,一些实施例在一个或多个平面中采用成圈系统的移动部件来调整纱线的定位。
70.可使用一个或多个进料器将细长材料进给到针织机。单个进料器的位置可使一个或多个针拾取预定的细长材料。在一些情况下,可移动单个进料器以使得定位一个或多个细长材料,例如在浮线插入时。多个进料器可用于输送用于创建针织结构和/或线迹的多个细长材料。
71.传统上,纱线可在进入进料器之前进行结合(join)或混纺。混纺纱线是混合结构,其中两种不同的纤维材料混合形成连续的长丝纱线。混纺技术可以使用空气喷射器以在长丝水平将两种类型的长丝混合在一起。
72.线迹可以包括可以在针织机上使用纱、线或丝形成的任何构造。例如,线圈、浮线、浮线插入、集圈、移圈等都是线迹的实例,可用于创建各种针织结构。在一些情况下,一个针织结构可以包括单个线迹。然而,有时一个针织结构是多个线迹的组合。
73.通过控制机器的各个方面,包括但不限于例如针、凸轮、导向器、沉降片、滑架、进料器和/或张紧器,可以形成线迹。
74.本发明通过合并和/或分叉纱线,使针织元件具有功能区。例如,通过将两根纱线分成不同的部分,可以构造针织鞋使其在特定区域具有某些功能。因此,两根纱线在第一部分中形成线圈,而在第二部分中,两根纱线分开,使得第一纱线形成第一针织结构,而第二纱线形成与第一针织结构分离的第二针织结构。这样,第一部分可能具有与第二部分显著不同的性能。下面将给出实例。
75.为了进一步控制多层针织元件中的材料的定位,纱线的合并和/或分叉可以与交换和提花相结合,例如在针织横机上。例如,具有不同性能或颜色的纱线可以有选择性地放置在双层针织元件中,以定制符合最终用途需求的针织元件。特别是,可以将多根纱线针织在一起以形成具有一种或多种预定性能的区域。然后可以将纱线彼此分离,使得纱线分叉,并且可以控制随后形成的线圈,使得一根纱线在后针床上形成针织结构,而第二根纱线在前针床上形成结构。在一些情况下,分叉之后可能形成三个针织结构,一个在前针床上(例如,线圈、集圈等),一个在后针床上(例如,线圈、集圈等),并且在针床之间形成的针织结构(例如,浮线等)。
76.线的合并和/或分叉可包括控制针织机上的设置以定位纱线,包括例如分离合并的纱线。例如,可以控制滑架和/或进料器,使得使用多根纱线的预定数量的线迹以一定顺序形成。特别是,针织机的滑架可以在第一方向上移动预定数量的线迹。然后,滑架和/或进料器可以反转并在相反的方向上移动预定数量的线迹。
77.在一些情况下,例如,在机器滑架沿第一方向移动时,可以在双针床机(double bed machine)上的针织物的一侧创建针织结构。进料器可以独立于滑架移动。在创建针织结构之后,机器可以反转并且沿第二方向移动,在织物的原始侧、另一侧和/或在织物的两侧上创建额外的针织结构。
78.根据本发明,针织机的凸轮(cams)、沉降片和针可以协同使用。沉降片可主要覆盖
或保护针的运动,尤其是当针运动以捕捉新纱线时。当利用合并和/或分叉时,沉降片和针可以相同的方式操作,然而,得到的针织技术和/或针织结构可能不同的。本文所述的合并和/或分叉技术可以在将至少两个纱线末端在给定的针上针织在一起之后将其分离。然后,可以系统地分离两个或甚至更多纱线末端(例如,分叉),并将每个纱线末端送入另一个针。在针织系统中实施的这些技术能够实现多种新的结合结构,也包括浮线插入技术。
79.在一些情况下,先前单独针织的纱线可以合并以针织到一起。例如,对于一个或多个线迹彼此分开的合并纱线可以随后合并针织到一起。这极大地提高了选择性地放置纱线的能力,从而控制所得针织元件的性能。在一些情况下,先前单独针织的纱线可以合并针织到一起作为合并纱线。
80.通常,合并和/或分叉允许设计者、开发者和/或最终用户创建图案、纹理并且修改针织结构的穿着和/或技术性能。
81.本发明的另外的优点包括能够确定在多层针织元件的哪一层上针织特定的纱线、线、合股线或长丝。通过使纱线分叉,每根纱线可以与下一线迹形成分离且不同的针织结构。例如,在纱线被分离之后,可以在第一层中形成第一针织结构,并且第二纱线可以在第二层中形成第二针织结构。
82.另一个优点是纱线的合并和/或分叉可产生非常精确的部分或区域。因此,第一部分具有与第二部分非常尖锐的边界,这使得产生非常精确的针织图案。
83.此外,通过本文所述的方法控制放置可将纱线精确放置到先前无法达到的水平。例如,纱线可以在逐针的基础上选择性地放置。因此,针织部分区域之间的独特连接是可能的。
84.此外,合并和/或分叉的使用进一步使得能够制造和设计具有用于纱线放置的精确配置的定制针织元件。纱线放置的这种控制水平可以使得材料成本,特别是纱线的成本降低。在一些情况下,合并和/或分叉增加了在非常精确的配置中选择性地放置具有预定物理性能的纱线的能力。感兴趣的预定物理性能可包括,例如,弹性、熔融特性、抗性(例如,磨损、切割、热、火、水、化学)、热调节、抓地力、传导性(例如,热和/或电)、强度(例如,拉伸强度)、重量、透气性、吸湿排汗能力、拒水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性(例如,对化学品、环境条件,包括水分和/或能量,尤其是光、热或冷)、发光性等。
85.最终用户、设计者、开发者和/或物品的要求可确定感兴趣的特定预定性能和纱线的位置,这些纱线具有和/或能够在最终制品上赋予这些特性。通过利用纱线的合并和分叉,设计者、开发者和/或最终用户可以控制纱线的放置以便创建可定制的鞋。例如,对于足球(即英式足球)鞋面而言,在鞋的主要撞击区域的外表面上设置特定的纱线类型以增强抓地力是有益的,例如,同时在使用期间将缓冲纱线设置在足部预定部分附近。通过合并和/或分叉对纱线进行受控定位,可用于定位具有抓地性能的纱线和具有缓冲性能的纱线,从而在鞋上形成特定区域。在多层针织鞋面的一些情况下,这些区可以使用合并和分叉的组合选择性地定位于各个层上。
86.此外,所公开的技术还允许更紧密的针织,使得例如可以制造具有改进稳定性的鞋类。通过使合并的纱线分叉成单独的纱线,有更多的可能性将针织元件的正面连接到背面或甚至连接具有不同性能的针织的“部分”。这使得针织元件具有较小的拉伸,这在某些
位置中通常是期望的。例如,在鞋面的内侧和/或外侧、跟部、鞋头、周围的鞋带孔和/或其它开口的鞋面中,可能需要增加稳定性。特定的配置可能取决于鞋或服装制品的类型。
87.此外,本发明的技术提供了一种针织材料,其不太可能发生钩丝和拆散(与经编在防钩丝方面相似,因为拉动时材料不影响整行)。例如,纱线单独地固定在针织物内以及当它们合并时允许额外的和单独的连接,从而增加材料之间的连接,并且降低任何钩丝将导致针织元件拆散的可能性。
88.根据本发明,制品可以是鞋类制品、鞋面、用于鞋的元件、服装、或任何其它可以穿在身上或可以携带的制品,例如包。
89.第一和/或第二针织结构可以包括线圈、集圈组织或浮线插入。因此,可以使用并合纱线制造各种各样的针织结构。
90.针织元件包括正面和背面,其中第一和第二针织结构中的至少一个定位于针织元件的正面和背面之间的间隙空间中。
91.双层针织元件可以包括正面和背面,其中,第一针织结构形成于针织元件的正面,第二针织结构形成于针织元件的背面。这种配置使得针织元件的正面和背面在第二部分中具有与第一部分相比不同的功能。因此,在第一部分中,两个合并纱线在针织元件的一侧(或面)(例如,背面)上,而在第二部分中,第一纱线可以在针织元件的第一侧,第二纱线可以在针织元件的第二侧。
92.背面的针织结构可以含有至少一个握持线迹(held stitch)以在针织品中产生至少一种三维效果。以此方式,可以实现3d效果,即针织元件获得三维外观而不是平面针织品。同时,由第一纱线形成的正面针织结构可以提供一定的功能,例如防水性、耐磨性、刚度等。此外,在背面握持第二纱线的线迹,可以形成例如单面针织鞋面合并、分叉或其组合以创建三维结构。单面针织物鞋面可以是无缝的,当第一纱线继续形成线圈时,第二纱线可以形成浮线或集圈组织。
93.第一纱线可以形成线圈,第二纱线可以用作浮线。以此方式,可以提供多个不同的功能。例如,无弹性浮线可以降低针织元件的弹性。弹性浮线可以产生拉伸和/或产生不同的压缩。这种灵活性可以使纱线在鞋面中的定位更加离散和定制。
94.第一纱线可以形成线圈,第二纱线可以形成集圈组织。这可以创建三维波浪结构。此外,减少了针织元件的拉伸。
95.针织元件还可以包括针织为嵌花的第二部分,其中,第一部分和第二部分通过针织线迹连接。这使得在针织元件中形成不同的区。
96.本发明的另一方面涉及一种制造用于制品的针织部件的方法,其包含:针织包含至少两根合并纱线的第一部分,这两根纱线形成至少一个线圈;分离所述至少两根合并纱线;以及针织第二部分,其包含:(a)针织由合并纱线中的第一纱线形成的至少一个第一针织线迹;以及(b)针织至少一个第二针织线迹,该第二针织线迹由与第一针织线迹分离的合并纱线中的第二纱线形成。
97.在一些情况下,分离的纱线可以使用线握持元件握持,例如,进料器、针和/或沉降片。
98.本发明的另一方面涉及一种制造用于鞋类制品的针织部件的方法,该方法包括:(a)用针织机针织鞋面的至少一部分;(b)将鞋面部分保持在针织机的针上;(c)用针织机针
织鞋跟部分,同时鞋面部分保持在针上;以及(d)将鞋跟部分连接到针织元件的第一部分。
99.本发明的这个方面可在单个生产步骤中形成具有三维形状的针织鞋面。可以省略将鞋跟部分与鞋面其他部分连接的额外步骤,从而节省了生产时间和成本。
100.鞋面部分可以是前足部分、前帮、中足部分或其组合。因此,整个鞋面或仅一部分可以与鞋跟部分在单个生产步骤中一起形成。
101.针织机可包括至少两个针床,并且鞋面的部分可保持在第一针床上。具有两个针床的机器是常见的,因此根据本发明的方法可以在各种不同的针织机上执行。当鞋面的一部分保持在第一针床上时,鞋跟部分可在同一机器的第二针床上形成。
102.鞋跟部分可以从底部部分针织到顶部部分。在创建具有中帮或高帮鞋面时,在该方向上的针织可以提供额外的灵活性。
附图说明
103.下面将参照附图对本发明的各个方面进行更详细的描述。这些图示出:
104.图1a作为本发明基础的合并和分叉的一般概念;
105.图1b三根合并纱线分叉为独立纱线;
106.图1c两根合并纱线的实例;
107.图1d三根合并纱线在线圈中的实例;
108.图2三根合并纱线被分离的配置,例如形成不同的针织结构;
109.图3a根据本发明的针织元件的至少一部分的针织序列;
110.图3b根据本发明的针织元件的至少一部分的机器针织序列的一部分;
111.图3c根据本发明的针织元件的至少一部分的机器针织序列的一部分;
112.图4a根据本发明的针织元件的背面;
113.图4b根据本发明的针织元件的正面;
114.图5a描绘两根纱线的合并和分叉的一个针织序列的一个实例;
115.图5b描绘两根纱线的合并和分叉的一个针织序列的一个实例;
116.图5c描绘两根纱线的合并和分叉的多个针织序列的实例;
117.图5d使用图5c所示的针织序列的针织元件的实例;
118.图6描绘包括浮线的多根纱线的合并和分叉的针织序列的实例;
119.图7两行高的两个线迹位置的图示;
120.图8两个针织床上针织的部分针织结构的透视图;
121.图9a可用于本发明的上下文的合并和分叉变体的透视图;
122.图9b可用于本发明的上下文的合并和分叉变体的透视图;
123.图10a-d包括通常可与根据本发明的合并和/或分叉相结合的针织技术的针织物的实例;
124.图11a-b 包括通常可与根据本发明的合并和/或分叉相结合的针织技术的针织物的实例;
125.图12鞋面中的不同针织技术的组合的图示;
126.图13鞋面中的不同针织技术的组合的进一步图示;
127.图14a-e 鞋面的实例
128.图15a-e鞋面中不同针织技术的组合的进一步的图示;
129.图16鞋面鞋领的示例性实施例的俯视图;
130.图17鞋面的另一个示例性实施例的示意图;
131.图18a交换与嵌花技术的结合;
132.图18b仅交换;
133.图18c选择性合并;
134.图19双针床针织横机(double needle bed flat knitting machine)的针织序列;
135.图20a-b 针织机的图像;
136.图21针织机上的滑架的图像;
137.图22针织机的图像;
138.图23针织机针床的图像;
139.图24针织机的图像;
140.图25具有合并纱线部分、提花针织部分和另外的合并纱线部分的针织元件的针织序列;
141.图26与图25所示序列相当的机器针织序列;
142.图27将合并和分叉与单面针织物结合的针织元件;
143.图28将合并和分叉与局部针织组合的针织元件;
144.图29使用交换以在预定配置中选择性地定位纱线的鞋面针织元件
145.图30针织横机的单系统和针床;
146.图31根据本发明的针织元件的至少一部分的针织序列;
147.图32根据本发明的针织元件的至少一部分的针织序列;
148.图33根据本发明的针织元件的至少一部分的针织序列;
149.图34根据本发明的针织元件的至少一部分的针织序列;
150.图35根据本发明的针织元件的至少一部分的针织序列;
151.图36根据本发明的针织元件的至少一部分的针织序列;
152.图37根据本发明的针织元件的至少一部分的针织序列;
153.图38根据本发明的针织元件的至少一部分的针织序列;
154.图39a-c根据本发明的针织元件的至少一部分的针织序列;
155.图40a-c根据本发明的针织元件的至少一部分的针织序列;以及
156.图41针织元件的一部分,其展示了根据本发明的纱线的合并和分叉的使用。
具体实施方式
157.在下文中,更详细地描述本发明的实施例和变型。
158.本文所用的线可以指被输送到针织机的细长材料。特别是,线可以从进料器输送。本文所用的线是指一种或多种细长材料,包括但不限于通过单个进料器输送的合股线(plies)、合股纱(plies of yarn)、股线(strands)、长丝(filaments)、金属丝(wires)或纱线(yarns)。纱线可以指细长的材料,包括但不限于一种或多种相对于其直径是长的纤维的结构,和/或挤出材料。
159.不同的功能可以例如通过使用不同类型的合并线(merged threads),特别是各种功能性纱线来实现。功能性纱线可以包括,例如,热调节纱线、拒水纱线(water repellant yarns)、防水纱线、吸湿纱线、疏水纱线、阻燃纱线、耐切割纱线、绝缘纱线、抗静电纱线、混纤纱线、亲水纱线、吸水纱线(absorption yarns)、膨体纱线、单丝纱线、复丝纱线、具有期望在针织元件的外表面上,特别是鞋面的外表面上的性能的任何特种纱线,和/或其组合。
160.所用的线可由包括但不限于棉、碳、陶瓷(例如生物陶瓷)、聚丙烯、聚酯、丙烯酸、羊毛(例如美利奴、山羊绒)、马海毛、粘胶、蚕丝(silk)、纤维素纤维、酪蛋白纤维、热塑性聚氨酯“tpu”、聚酯、聚酰胺、苯氧基物(phenoxy)、共聚酯“copes”、共聚酰胺“copa”、金属(包括但不限于银、铜、镍、钛)或其组合(例如镍-钛长丝)、和/或它们组合的材料制成。在一些情况下,线可由多种材料形成。特别是,聚酯纱线可以与添加剂共混并挤出,添加剂例如包括但不限于二氧化钛、二氧化硅、氧化铝、氧化锌、纤维(如碳纤维)、和/或本领域已知的其它添加剂。
161.此外,可以在针织元件中使用不同类型的线以赋予元件特定的性能。在一些情况下,可以使用不同的进料器将线提供给针。或者,可以在进料器之前将线组合,以便从单个进料器将其提供给针。
162.根据本发明的某些实施例,可使用多条不同的线(例如纱线)来制造针织品。例如,可以组合使用调温纱线(temperature regulation yarn)和拒水纱线。调温纱线可以采用多种形式,并且与标准聚酯纱线在结构和材料上存在差异。例如,与传统纺纱相比,扁平的外形可能更为优选。此外,一些用于温度调节的纱线可以包括天然材料,例如羊毛和/或合成材料,例如聚丙烯。
163.功能性线可能能够传输湿气和/或吸收湿气,例如汗液。功能性线可以是导电的、自清洁的、热调节的(例如红外敏感线)、绝缘的、阻燃的、吸收紫外线的、紫外线稳定的、抗菌的或它们的一些组合。它们可以适用于传感器。抗菌纱线,例如银纱线,可以防止气味形成。
164.不锈钢纱线可以包括由天然材料如羊毛、合成材料如合成纤维(例如聚酯)、尼龙、聚酯、尼龙和聚酯的混合物以及不锈钢制成的纤维。不锈钢纱线的性能包括耐温性、耐腐蚀性、耐磨性、耐切割性、热磨损性、导热性、导电性、拉伸强度、抗静电性、抗电磁干扰(emi)能力和杀菌能力。在一些情况下,可通过改变成分来控制纱线的性能,例如纱线的导电性。本文所用的不锈钢纱线可以由一根或多根长丝构成。当使用复丝时,可以使用捻线配置来控制纱线的性能。
165.在一些情况下,线可以涂覆有材料以赋予区域、针织元件或鞋面期望的性能。例如,一些线可以涂覆有碳纳米管。在一些情况下,纱线可以涂覆有聚四氟乙烯或熔点在所需范围内的材料。
166.在由针织品制成的织物中,导电纱线可以用于电子器件的集成。这些纱线可以例如将来自传感器的脉冲输送到用于处理该脉冲的器件,或者纱线本身可以用作传感器,并且例如测量皮肤上的电流或生理磁场。使用基于织物的电极的实例可以在欧洲专利申请ep1916323中找到。
167.在一些情况下,可以使用基于施加能量而改变相的纱线,例如粘合纱线、熔融纱线,包括例如热塑性聚氨酯“tpu”、共聚酯“copes”、共聚酰胺“copa”、聚酯、聚酰胺、苯氧基
700、efs 800、efs 920、msf 3、sfe)、lgl装置等。使用进料装置可使一根或多根线被送到具有预定张力的进料器和/或针上。
178.在一些情况下,针织系统可包括能够移动的进料器、针和/或针床。例如,一个或多个针和/或进料器可在一个或多个方向上移动。在一些情况下,进料器、针和/或针床可在两个或更多个平面中移动。
179.针和/或进料器能够沿着多个平面或轴线移动。例如,在一些情况下,针的移动可以发生在两个或更多个平面中。特别是,针可以沿着针床(例如,横向、左右)、在针床之间(即,前后)、相对于针床向上/向下和/或这些的组合移动。在一些情况下,移动可以同时发生在两个平面上,例如,针可以朝向针床之间的空间移动,同时也向上移动并远离针床,使得针的移动基本上相对于针床成一定角度。
180.例如,针床和/或针的移动(例如,水平定位、垂直定位、前后定位)、针的类型、进料器的移动和/或滑架的移动可能会影响线在针织元件内的定位。
181.在本发明的上下文中的合并被理解为将至少两种细长材料例如线(即,长丝、合股线、股线、金属丝和/或纱线)同时进给到针织机的针位置。例如,从不同的进料器进给的两根线可以用单个针定位,使得它们针织在一起以形成单个线圈。
182.进料器的定位可用于控制线在针中的定位,这确定了线在线圈中的位置。例如,在使用两根纱线的织物部分中,一根线或纱线可以出现在线圈的背面,而另一根出现在线圈的正面。可以通过切换将纱线输送到针织机的进料器的位置来交换这些纱线。
183.此外,合并和/或分叉的使用进一步使得能够制造和设计具有用于纱线放置的精确配置的定制针织元件。纱线放置的这种控制水平可以使材料成本、特别是纱线的成本降低。在一些情况下,合并和/或分叉增加了以非常精确的配置选择性地放置具有预定物理性能的纱线的能力。感兴趣的预定物理性能可包括例如弹性、熔融特性、抗性(例如,磨损、切割、热、火、水、化学)、热调节、抓地力、传导性(例如,热和/或电)、强度(例如,拉伸强度)、重量、透气性、吸湿排汗能力、拒水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性(例如,对化学品、环境条件,包括水分和/或能量,尤其是光、热或冷)、发光性等。
184.在一些情况下,可以使用具有不同熔融温度的纱线。使用纱线的受控定位,例如通过合并、分叉或其组合,可以通过基于熔融温度选择性地放置纱线来控制物品特定区域(例如针织鞋面)的活化温度。例如,具有较低熔融温度的熔融纱线可以用于难以提供能量以熔融纱线的区域。或者,可能需要在经受高摩擦或靠近脚的区域中使用具有较高熔融温度的纱线。例如,具有较高熔融温度的熔融纱线可以用于摩擦增加的区域,例如鞋带与制品(如鞋面)之间的相互作用可以产生热的鞋带洞。
185.特别是,不同稳定性的区域可以放置在对应于例如脚背、后港宝(heel counter)和/或前套(toe box)等的整个针织元件中。另一个实例可以包括用于前套和/或后港宝的具有较高熔融温度的熔融纱线。合并和/或分叉与熔融纱线结合使用可以时实现定制的解决方案,从而允许以非常精确的配置放置熔融纱线。在一些情况下,较低熔融温度的纱线可用于鞋舌,而较高熔融温度的纱线可用于鞋跟和/或前套。这样的组合可以在整个针织元件中使用,以根据针织元件的使用创建具有不同物理性能的区域。
186.收缩纱线可以是双组分纱线。外层成分是收缩材料,其在超过限定温度时收缩。内部成分是非收缩纱线,例如聚酯或尼龙。收缩增加了纺织材料的刚度。
187.用于针织品的另一种纱线是发光或反射纱线和所谓的“智能”纱线。智能纱线的实例包括纳米技术纱线和/或对湿度、热、冷、能量应用或其他环境条件作出反应并相应地改变其性能(例如收缩或膨胀)的纱线。
188.在一些情况下,线迹可基于环境条件而变小或改变其体积。温度和/或湿度可能影响例如纱线的线和由其形成的任何针织物,例如针织元件或鞋面。例如,纱线在经历特定环境条件之后可能收缩,从而增加对针织部件的渗透性。此外,一些纱线可以构造成使得当暴露于特定环境条件或一组环境条件时,纱线的直径膨胀长度减小。例如,纱线可能受水的影响。
189.在一些情况下,诸如纱线的线可以通过施加能量而转变。例如,包括碳纳米管和/或挤出的中空纱线的纱线可包括能量敏感材料,其在施加能量时发生转变。例如,其包含碳纳米管和/或挤出的中空纱线的纱线可具有填充有能量敏感材料的中空区域,该能量敏感材料在施加能量时发生转变(例如,膨胀)。
190.由压电纤维制成的纱线或涂覆有压电物质的纱线能够将动能或压力变化转化为电能,例如,这可以为传感器、发射器或蓄电池提供能量。
191.在一些情况下,可溶解的纱线可以在使用纱线受控定位的针织过程中使用,例如通过合并和/或分叉。这可以构造具有在使用期间或之前改变的区域或几何形状的针织品片。例如,在针织过程中,将纱线作为占位物(placeholder)可能是有用的,该纱线能够影响线迹的结构和/或针织品的结构,随后在最终产品中被除去。通过合并和/或分散,这些可溶解纱线的放置具有更大的明确性。
192.在一些情况下,可以对纱线进行处理,例如洗涤、涂覆、热处理、汽蒸、退火和/或本领域已知的其它处理,以产生具有预定性能的纱线。使用纱线的受控定位,例如通过合并、分叉或其组合,可将纱线放置在针织品中、特别是服装制品和/或鞋中使用的元件中时具有更大明确性。第一针织结构和第二针织结构可以至少部分地重叠。因此,针织元件可以在重叠区域中具有例如两种不同的功能,例如防水性和绝缘性。
193.控制纱线在针织元件中的定位可以通过控制针织机的一个或多个元件来实现,包括但不限于进料器、滑架、针、针床和/或成圈系统。
194.包括单独控制的进料器的针织系统可允许细长材料(例如纱线)的受控定位。单独控制的进料器可允许针织机元件(例如滑架)以连续方式操作。针织机中滑架的连续操作可以减少给定针织元件的总针织时间。转而,当与常规方法相比,控制和/或减少定制针织元件的针织时间可以减少生产成本。
195.使用独立控制的进料器可实现复杂的、定制的针织元件,包括定制针织结构,将通过最小化针织时间来控制生产成本。
196.在一些实施例中,滑架的回退可用于控制纱线在针织物中的位置。例如,回退是指滑架在第一方向上的移动,然后滑架在相反方向上的轻微移动。通常,然后在第一方向上继续针织。然而,回退通常会增加针织时间,从而增加生产成本。据估计,回退可能使针织时间增加至少50%或更多。此外,回退可能需要使用成圈系统来确保纱线被准确地放置。
197.在一些实施例中,可使用可独立移动的进料器控制股线(例如纱线)的定位。
198.在本发明的上下文中合并被理解为将至少两种细长材料(即,长丝、合股线、线和/或纱线)同时进给到针织机的针位置。例如,从不同的进料器进给的两根线可以用单针定
位,使得它们针织在一起以形成单个线圈。
199.进料器的定位可用于控制线在针中的定位,这确定了纱线在线圈中的位置。例如,在使用两根纱线的织物部分中,一根线或纱线可以出现在线圈的背面,而另一根出现在线圈的正面。通过调换向针织机输送纱线的进料器的位置,可以交换这些纱线。如本文所用,在线圈或其它针织结构中交换线的位置并针织一个部分被称为交换。
200.图1a示出了纱线的受控定位的一般概念,例如,作为本发明基础的合并和分叉。通常,将至少两根丝线(例如纱线)同时进给到针织机的针会使它们针织在一起,但以这样的方式一根线或纱线总是出现在层的背面,而另一根出现在层的正面。通过调换织机上的进料器的位置,可以在下一个针织结构中交换这些线的位置,这是交换的一个实例。
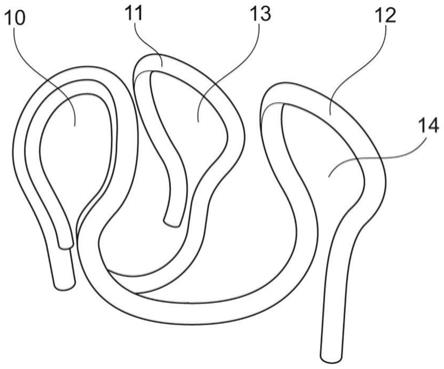
201.图1a描绘了在双针床机上针织的织物的一部分。线圈10包括在前针床上针织的两条股线11、12。然后将股线11、12彼此分离并转移到后针床,形成线圈13和14。股线11、12在针织元件的第一部分中形成线圈10。如图1a中进一步所示,股线11、12分叉,然后每条股线分别在看起来是将在后针床上形成的第二针织层上形成单独的线圈13和14。线圈13可以是由第一股线11形成的第一针织元件的一部分,而线圈14可以是由第二股线12形成的第二针织元件的一部分。如图1a中描绘的,第一针织元件和第二针织元件形成于针织元件的不同部分,例如鞋的针织元件。
202.在图1a中,股线11、12可以在针织元件的正面的第一部分中合并在一起,如在图1a的左侧所示,以形成线圈10。然后,两个合并纱线被分离并在针织元件的第二部分中进行针织。两条股线11、12都被送到背面以形成不同且分离的针织结构。在一些情况下,两条股线11、12也可分叉然后在针织元件的不同侧(层或面)上,即在正面或背面上形成分离且不同的针织结构。
203.如图1a所示,该材料是在两个针床上针织的双层织物。在一些情况下,合并和/或分叉可用于单层织物(例如,单面针织物(single jersey)),如图27所示。
204.总而言之,图1a示出了基本的针织过程,其中纱线在给定针上一起针织第一线圈之后分离,然后在单个针上形成单个线圈。
205.此外,在具有两个针床的机器上,纱线可以定位于针内,使得它们在线圈中的位置受到控制。特别是,当两(2)根纱线合并并针织以形成线圈时,线圈中存在用于纱线的两个位置,织物中存在用于线圈的两个位置。因此,对于两条合并纱线的任何给定组合,可能有四种结构。例如,线圈可以位于前针床上,纱线位于线圈中的ab、ba处,和/或线圈可以位于后针床上,纱线位于线圈中的ab、ba处。
206.根据一个实施例并且如图1a所示,两根合并纱线在第一部分中被针织为真正的合并纱线。在第二部分中,在合并纱线彼此分叉或分离之后,每根纱线可在针织物内的不同位置形成不同的针织结构。
207.图1b示出了由纱线16、17和18的三个端部针织而成的线圈15。在线圈15形成之后,纱线16可以形成线迹,纱线18可以用于构建浮线插入(例如,在经纱方向),纱线17可以形成例如到另一层的集圈。这种组合仅是一个例子,在其它实施例中可以使用不同的组合。图1c-1d描绘了在线圈形成中的合并线1、2、3。
208.应注意的是,本发明不限于使用两根纱线。任何数量的纱线都可以在针织元件的第一部分中合并在一起,并且那些合并纱线中的至少一个在针织元件的第二部分中分叉。
例如,图2示出了具有三根合并纱线21、22和23的配置,这些合并纱线可以在针织元件的第一部分中一起形成线圈(如图2下部所示),并且然后在针织元件的第二部分中分叉,使得之前合并的纱线21、22和23中的每一根形成单独的针织结构。然而,也有可能只有合并纱线21、22和23中的一根在第二部分中与剩余的两根合并纱线分叉。例如,纱线21可以分叉以形成第一针织结构,而合并的纱线22和23一起形成第二针织结构。当使用三根合并纱线时,一根纱线可以例如分叉到针织元件的正面,一根纱线可以分叉使得其在针织元件的背面形成一个结构,并且一根纱线可以用作浮线。在一些情况下,进一步的组合可以利用这些线迹的任何配置。此外,另外的配置可以包括在针织物中以任何可能的方式使用其中一根纱线,例如,作为垂直或经纱浮线。
209.使用本文公开的技术对纱线进行受控定位,可以使针织更加紧密,使得例如可以制造具有改进稳定性的鞋。例如通过允许合并纱线分叉成单独的纱线,有更多的可能性来将针织元件的正面连接到背面或甚至连接具有不同性能的针织物的“部分”。这使得针织元件具有较小的拉伸,这在针织鞋面或用于鞋面的针织元件上的某些位置中通常是期望的。例如,在鞋面的内侧和/或外侧、跟部、鞋头、鞋带孔和/或其它开口周围,可能需要增加稳定性。特定的配置可取决于鞋或服装制品的类型。
210.图3a示出了用于双针床针织机的针织元件的至少一部分的针织序列的说明性实例。区域30描绘了一对针的针织活动,一个针在第一针床上,一个针在第二针床上。股线11和股线12在图3a中示出。在针织元件的正面层(front layer)上的第一位置28处,股线11、12合并且针织在一起,使得股线11在针织元件的正面层上更明显可见。当股线11浮在正面层上时,股线12分叉并被送至背面层(back layer),从而在背面层上可见。在一些情况下,线迹可以反转,使得图3a中的前针床上的线迹出现在后针上,而后针床上的线迹形成在前针床上。
211.图3b描绘了用于图3a中所示的简化针织序列的针织横机序列的说明性实例,其用于创建图4a-4b中所示的样本纺织品。图3b中所示的列31、32、33、34被描绘成一个矩阵,描述了被控制以创建织物的机器的各个方面。每行代表在机器的滑架冲程(carriage stroke)期间一根或多根纱线的动作。针织运动的长度,例如滑架冲程,可由在运动期间形成的线迹的数量定义。
212.关于机器设置,图3b的列31使用任何滑架冲程的方向箭头指示针织机中滑架的方向。如图20a-20b所示,滑架242沿着针织机240的针床244(即,滑架冲程)移动,并使用凸轮(cam)250(图21所示)调整针的位置。在滑架冲程期间,针织可发生在前针床和/或后针床上,或者在针床之间的浮线或浮线插入的情况下。在图3b的第52行,在列31中出现“y”。这表示使用了特定的针织横机(即stolladf机器),其中一个或多个进料器可以独立于滑架移动。
213.用于生产的针织机可以基于机器的任何数量的特性和/或能力来选择。选择使用的针织机(例如stolladf)可以具有独特的能力,包括但不限于一个或多个滑架在横向连续移动同时放置多种材料(例如纱线、嵌件、合股线等)的能力,导纱器(例如进料器)独立移动,彼此独立地定位纱线进料器的能力,例如以允许对线迹、浮线、集圈、浮线插入、通用纱线进料器进行预先定位(例如不需要单独的、特殊的纱线进料器来创建浮线插入),允许每个纱线进料器用于产生浮线插入,在任何给定的纬圈(course)中创建线圈、集圈、浮线和/
或浮线插入的能力,针织结构(例如线圈、集圈、浮线和/或浮线插入)可跨行形成,例如在垂直方向上,和/或针织机可以包括推杆,该推杆元件向下推动浮线插入并在插入期间将其固定,从而能够插入浮线插入。在一些实施例中,推杆元件可以允许使用更粗的线和/或更多股线以受控方式插入。
214.一个实施例可包括允许进料器在一个或多个平面中移动的针织机。进料器的这种移动可允许对可使用针织机定位的线、纱线、股线、金属丝和/或任何细长材料的定位进行额外控制。例如,进料器和/或其部分可以在三个平面中移动,以调整用于形成针织元件的任何细长材料的位置。独立控制的进料器可提高灵活性并减少针织时间。
215.针织机可基于其将线、纱线、股线、线和/或任何细长材料定位于针织元件的多个平面中以形成多轴针织元件的能力来选择使用。针织元件内的不同区域可以定位于不同的平面中。
216.图3b的列32示出了对于给定的滑架冲程激活的(active)一个或多个进料器248(图23中所示)。在所示实例中,进料器248独立于滑架242,如图23所示。进料器的独立性使得在控制所提供的线方面具有更大的灵活性。例如,使用独立的进料器可以使任何特定的线有更大的运动范围,这些线可以被针织、转移、集圈、水平浮动、垂直浮动或以几乎任何角度浮在针织物中。此外,进料器可以是电子控制的,这使得可以更精确的移动并且允许更精确地放置线。
217.在针织过程中控制进料器的位置可以控制线的位置。可以控制进料器,以便选择输送入针中的线的位置。如图22所示,进料器248可以特定角度定位以将线输送到针。在一些实施例中,进料器接近待针织的针的顺序将影响线在针中的顺序和线在由针形成的任何针织结构中的顺序。例如,在一些实施例中,在针织过程中可以移动多个进料器靠近预定的针,以便以特定的顺序输送线。在下一个待针织的针处,可以改变进料器的位置以控制线在任何形成的针织结构(例如线圈)中的位置。
218.在合并和/或分叉线时,使用独立控制的进料器可实现更大的灵活性。历史上,使用延迟进料器来控制线在线圈内的定位。然而,延迟进料器的使用通过增加至少一条分离的线的线迹长度(a length between stitches)而影响针织元件。这可影响针织元件的视觉外观、拉伸特性和/或稳定性。
219.因此,使用独立的电子进料器可以提高针织质量以及合并、分叉和其组合的可行性。在一些实施例中,在针织过程中当多个进料器靠近预定的针移动以便以特定的顺序输送线时,可以导致线的合并。在要针织的下一针处,可以改变进料器的位置,使得并非所有在前一位置处输送的线都被输送到下一个要使用的针位置。通过不向下一个待针织的针提供相同的线,就会出现至少一根线的分叉。
220.在一些实施例中,独立的电子进料器可以用于将合并、分叉和其他针织结构和/或技术,诸如嵌花、提花、集圈组织、间隔、交换、选择性合并、局部针织、双面针织和单面针织进行组合。例如,合并和/或分叉可以与针织元件的横行(row)或纬圈内的提花针织组合。
221.使用具有连续移动能力的滑架在某些情况下可以减少针织时间。在一些实施例中,滑架的连续移动可以在横向方向上沿针织的纬圈进行。如图22所示,使用相对于针床以不同角度定位的多个进料器,可使进料器在针织期间经过彼此(pass each other)。通过移动进料器以控制线在针中的定位从而控制针织结构,滑架可以在针织过程中继续移动而不
停止。在针织系统中使用这种配置将允许在各种针上改变线的定位,而无需停止滑架。
222.在如下的针织系统上针织元件,例如针织鞋面,该针织系统允许滑架连续移动,同时在不停止和/或不使用回退的情况下改变多根线和/或合股线的定位,这可以减少针织时间以及使用的材料(线、纱线、合股线等)的量。
223.在一些情况下,当使用复杂或敏感材料(例如,蚕丝)时,针织横机上一个或多个滑架在横向连续移动的能力可能是有用的。例如,可以将敏感材料(例如蚕纱)定位成使得由蚕丝形成的边界线圈可以大于由其他材料形成的和/或远离织物边界定位的线圈。
224.此外,利用能够连续移动同时定位一种或多种材料的此类滑架,可以使剪切力更加一致。
225.图22描绘了具有多个进料器248的双针床针织横机240,该进料器248可独立于滑架242中的一个而被控制。鉴于针织机和滑架242的配置,纱线可以从进料器248直接进给到针床244、246的针。以这种方式供给纱线的能力可以在针织过程中对纱线的张力进行更一致的控制。
226.在一些情况下,进料器可独立地控制。例如,可使用马达控制一个或多个进料器。一个或多个马达可用于控制进料器的垂直和/或水平移动。
227.在滑架冲程期间,一个或多个进料器可能处于激活状态。在图3b行50所示的实例中,在向左的滑架冲程期间使用多个进料器4a,7a,如列32所示。在行51、52所示的向右的下一个滑架冲程中,合并纱线彼此分开,进料器4a独立于进料器7a作用,以形成行51、52的针织结构。
228.如图3b所示,列33表示位于不同针床244、246(图22所示)上的成对针在沿针床长度的方向上彼此偏移的距离。在所提供的实例中,所示的设置表示后针床相对于前针床的三个不同位置。设置35表示前、后针床上的针彼此对齐,即两个针床之间没有偏移。设置36表示前针位于两个后针之间的空间的中间。设置37表示前、后针床上的针仅略微偏移。图3b中所示的实例显示了区57、58、59中每一个的偏移变化。然而,可能需要在针织元件的整个部分保持相同的偏移,如图3c所示。此外,可在针织元件的各个部分中改变偏移以形成具有预定性能的区。针床的定位于不同的机器上可以不同,取决于所需的针织元件,本领域已知的任何偏移可以与合并和/或分叉一起使用。
229.图3b的列34描绘了在给定的滑架冲程中形成的线迹。列34中的每个方框45表示正在针织在一起的一根或多根纱线的滑架冲程。每个方框包含两行圆点,代表前针床38和后针床39,并示出了针位置47。对针床上的每个滑架冲程都指示出针织线迹48和浮线49。
230.如图3a和3b所示,使用进料器4a、7a用两条股线来创建样品。使用进料器7a将股线11(在图3a中描绘)提供给针织机,而使用进料器4a将股线12(在图3a中描绘)提供给针织机。图3b描绘了包括三个部分57、58、59的机器针织序列的摘录(excerpt)。
231.从下往上读取图3b的机器针织序列,行50描绘了在如列31所示的向左的滑架冲程期间,股线11、12(图3a中所示)合并在一起并在前针床上针织,以形成针织线迹54。如图3b所示,当滑架移回到右侧时,股线11、12(如图3a所示)彼此分叉或分离,如在行51、52中描绘。在行51中,股线11在后针床47的单针上形成针织线迹55。行52描绘了形成漏针或浮线56的股线12。为了产生这种浮线,进料器4a独立于滑架移动。两行51、52都发生在向右的单个滑架冲程期间。如图3b所示,所有的线迹54、55、56都出现在单针位置,该针位置包括在前针
床和后针床上的针。
232.在一些情况下,可以使用多个滑架冲程来分别创建行51和行52所示的线迹。在一些情况下,线迹55、56可以同时形成。形成线迹的时间可以取决于所涉及的具体线迹、形成于前、后针床上的织物之间的连接、纱线的类型等。
233.图3c示出描绘合并和分叉的机器针织序列摘录的说明性实例。当滑架在区域200中向左移动时,进料器提供的纱线在前针床上的所有位置被针织成合并线圈10。区域202描绘了使用进料器提供纱线,使得它们在向右的第一滑架冲程期间针织在后针床上。在向左的下一个滑架冲程期间,股线11、12(如图3a所示)在滑架冲程期间在前针床上针织以形成线迹204。如图3c所示,随着滑架移回右侧,股线11、12(如图3a所示)彼此分叉。股线12(如图3a所示)在后针床上针织以形成线迹206。使股线11(如图3a所示)浮起以形成线迹208,其为漏针。
234.如图3c所示,在向右移动的相同的滑架冲程216期间形成线迹206、208。在一些情况下,可以基本上同时创建线迹。例如,它们可以在相同的滑架冲程期间形成。在一些情况下,可以使用多个滑架冲程来分别产生线迹206和线迹208。
235.包括线迹204、206、208的系列210可以连续重复,直到达到纬圈和/或横行的预定长度。一旦达到预定长度,针织过程将再次从左侧开始,并以相同的方式继续,直到在该方向上达到所需长度。可重复该过程以沿着纵行产生预定长度的针织元件。在一些情况下,可以创建跨越多个纬圈和/或横行和纵行的针织元件,如图4a、4b所示。
236.从图3c所示的实例中可以看出,在每个滑架冲程期间,在前针床上使用单针以形成线迹204,在后针床上使用单针以形成线迹206,而在针床之间形成漏针208。在一些情况下,根据针织元件的期望特性,多个线圈可以在前针床和/或后针床上连续形成,和/或在水平或垂直方向上浮动。
237.图3c显示了一个实例,其中前、后针床的针之间的偏移被设置为前针位于两个后针之间空间的中间位置。
238.图3a-3c的描述旨在作为说明性实例。各种设置、线迹和纱线可以从上述实例中替换。在一些情况下,多根纱线可以合并在一起并在针织元件的不同部分中分裂到不同的线迹中。例如,三根或更多根不同的纱线可以合并在一起,然后分开,使得在双层织物随后的线迹中,第一纱线可以针织在织物的正面,第二纱线在织物的正面和背面之间形成浮线,并且第三纱线在织物的背面形成线圈。
239.在一些情况下,合并和/或分叉可用于预定区域,以通过选择性地放置纱线来控制针织的性能。合并和分叉的使用使得以比当前使用的分辨率高得多的分辨率来控制纱线的放置。例如,多根纱线可以合并然后分离以产生各种针织结构。
240.图4a和4b示出了使用图3a和3c中描绘的针织序列创建的针织元件41的说明性示例。图4a示出了针织元件41的背面,图4b示出了针织元件41的正面。该针织元件41根据图3的针织序列针织,使得股线11在图4b中的正面可见,而股线12在图4a中的背面可见。如图3a中描绘的针织序列中所示,股线11、12都针织在针织元件41的正面。股线11位于线迹的正面,股线12位于针织元件41的线迹背面,具体地在第一、第三、第五、第七和第九位置的线迹处。在前针床上的第一线迹之后,纱线分叉,使得在第二线迹处,股线11浮在针织元件41上,而股线12移动到针织元件41的背面并在第二线迹处针织。在第三线迹处,股线11、12合并在
一起以在针织元件41的正面形成第三线圈。如图3中的编织顺序所示,重复该图案。
241.图5a示出了描述合并和分叉的针织序列的实例,在这种情况下组合了针织线迹、集圈组织和浮线。为了清楚起见,部分220、221、222描绘了在给定针的前、后针床上针织的线迹。股线11、12在部分220处在前针床上合并在一起。然后分离股线11、12,并在后针床上的部分221处针织股线12,这导致股线11形成浮线。在部分222处,股线11、12合并,并在前针床上形成集圈组织。然后,再次分离股线11、12,股线12在后针床上针织,而股线11浮起。如图5a所描述,可以重复部分220、221、222。
242.图5b描绘了部分224、226、228。在部分224中,纱线223、225在前针床和后针床上合并和针织。然后,纱线223、225彼此分叉或分离。在位置226处,纱线223在后针床上针织,纱线225浮动以创建漏针。在部分228中,纱线223、225再次合并,并在前、后针床上形成集圈组织。
243.图5c描绘了包括来自图3a的针织序列28与来自图5a的针织序列218的针织元件。图5c所示的针织序列用于形成图5d所示的样品230。
244.图25描绘了合并和分叉与提花针织相结合的针织序列的说明性示例。在区域232中,纱线231、233在前、后针床上合并,并针织在一起。然后纱线231、233彼此分叉。如图25所示,最初在前针床上针织纱线233,在后针床上针织纱线231。在分叉之后,如区域234中所示,纱线被针织为类似于标准提花。纱线231、233在区域232中合并在一起,在前、后针床上针织。
245.当使用独立控制的进料器来针织图25中所示的序列时,由于进料器相对于彼此移动的能力,纱线231、233可以在区域234中分离。使用独立控制的进料器来构造图25中所示的针织配置,可以比使用标准进料器实现改进的且更快的生产。
246.图26描绘了类似于图25的实例的机器针织序列的一部分,其使用针织横机上的标准进料器进行针织,换言之,进料器不是独立控制的。从左下角开始,描绘了一系列指示机器移动、移动方向和相关纱线顺序的部分。在每个部分的开始,如图26所示,移动的行进方向由方向设置264、290、292、293、294描述。通常,针织序列,包括机器序列是从底部读取的。在部分262中,滑架向右移动,如方向设置264所示,在区域271中为多个线迹270针织合并纱线266、268。在部分275中,进料器移回左侧,形成纱线266、268的浮线272、274,如方向设置290所示。浮线的形成使得进料器在最后一个结构276针织的区域内重新定位。在一些情况下,该过程可以被称为“回退”。
247.进料器重新定位之后,滑架再次向右移动,如部分278、280中的方向设置292、294所示。虽然在图26中部分278、280显示为分离的,但重要的是要注意,部分278、280中示出的线圈是在滑架的单次移动中形成的。因此,这些线圈基本上同时形成。在这些部分中,纱线266、268被针织为提花,在前、后针床之间切换。在提花区域282的末端,进料器向左移动形成浮线272、274。因此,如部分284中所描绘的,进料器定位于最后一个针织结构296的区域中。部分286描绘了区域288,在该区域中纱线266、268合并在一起并且在前、后针床上针织。
248.值得注意的是,在部分262、275、278、280、284、286中发生的所有针织实际上都发生在针织元件的同一行中。这种由合并纱线和提花织构成的针织区域的图案可以沿着横行的长度重复多次。因此,针织元件可以具有影响针织元件的物理性能的针织结构和/或纱线的区。例如,用于鞋面的针织元件可以由基本上为双层的织物构成。
249.在一些情况下,滑架的重新定位(也称为回退),可能与浮线、集圈组织和/或针织线迹一起发生。例如,可以使用一个或多个针上的浮线、集圈组织和/或针织线迹来定位进料器(即,将进料器回退)。在一些情况下,由于浮线在织物表面上缺乏可见性,因此选择浮线。滑架的回退运动可以使得进料器定位于最后针织的区域内。即,在图26中,在部分275中发生的回退使进料器返回到制造最后结构276的针织位置。可以控制滑架的移动,使得进料器移动一个针位置。控制滑架的移动可使得控制浮线的长度。在一些情况下,可能期望滑架移动一个以上的针位置。
250.虽然可以如图26所示使用回退,但是回退的使用将增加针织时间,并因此增加生产成本,因为回退需要滑架停止并且向后移动,从而使进料器在最后针织位置的区域内移动。此外,当利用回退时,由于在回退运动期间由浮线提供了额外的线,线迹将不会一致。因此,优选使用可独立移动的进料器以确保生产是有成本效益的且一致的。
251.图30描绘了设置有股线305(示出了其中一部分)的针织机300的一部分。如图所示,针织机300包括沿针床306定位于多个针位置304附近的成圈系统(cam system)302。如图30所示,成圈系统302包括起针三角(raising cam)308、畦编三角(cardigan cam)310和弯纱三角(stitch cam)312、314。
252.针315、316、320、322可由凸轮(cam)移动。特别地,针316正由凸轮(cam)移动。如图所示,针的运动由凸轮(cam)沿着针所在的轨道引导。如果起针三角308和畦编三角310在靠近织针位置处都处于活动状态,则处于该织针位置的针316向上移动至允许在该织针位置处形成线圈线迹的高设置。当畦编三角310停用时,针318将仅通过提升起针三角308向上移动,从而在该织针位置形成集圈组织。
253.如果起针三角308和畦编三角310都停用,则针将完全不上升并产生浮线,如针320、322所示。
254.弯纱三角312、314是可移动的。弯纱三角可以确定线迹的大小。如果弯纱三角向下移动或允许针进一步下降,则将使用更多纱线来形成线圈,从而创建更大的线圈。
255.针织横机可以在每个滑架上具有多个成圈系统。例如,图20a至23中描绘的针织横机(即stolladf)在每个滑架上具有三个这样的成圈系统。因此,在一个冲程中,如果每个成圈系统具有其自己的进料器,则图20a至23中描绘的机器可以在每个针床上形成最多三个完整的横行。所产生的横行的数量取决于例如所形成的针织结构、所使用的针床的数量以及各种纱线的使用方式(即,纱线在针床之间转移以形成针织线迹和/或结构)。
256.一些针织机可以包括能够创建十二个纬圈的十二个成圈系统,其可以对应于一个运动期间的横行。例如,十二成圈系统圆形针织机可以在单个旋转期间创建十二横行线迹。
257.如本文所用,纬圈通常是指纱线穿过针织物的路径。有时,纬圈可以相当于针织横行。在一些情况下,针织横行包括多个纬圈。例如,如果在同一移动期间两个纬圈不在同一针位置上针织,则这两个纬圈可能会形成一个针织横行。
258.图6示出了可在本发明的上下文中使用的合并、分叉和浮线插入技术的组合的图示。如图6所示,该结构显示为单层或单面针织物。纱线61、62和63合并。纱线63分叉以形成经纱浮线插入(垂直浮线插入)。如果纱线64在某个点被针织到针织结构中,则其是纬纱浮线插入(水平浮线插入)。在一些情况下,这种构造或其一部分可以用于双层织物中。
259.图7示出了两行高的两个线迹位置的图示。图7描绘了合并、分叉和浮线插入技术
的组合。纱线71和72合并,然后纱线71分叉以形成用作纬纱浮线的浮线。纱线73和74是垂直浮线插入的。在一些情况下,如果浮线插入在某个点处被针织到针织元件中,则浮线插入可以是浮线。在替代实施例中,浮线插入物可以不针织或可能仅针织在一侧上。
260.图8是在针织横机的两个针床上针织的局部针织结构的立体图。所描绘的针织结构是合并和分叉纱线的组合,如线圈、浮线和集圈组织。如图所示,纱线81、82和83合并在一起,并在正面的第一和第三线迹位置针织。在由合并的纱线84、85、86形成的针织元件的正面的第一和第三线迹上还有合并的集圈组织。在第二线迹位置,纱线82与其它纱线81、83分开。纱线82移动到针织元件的背面,在那里它围绕由合并的纱线84、85形成的集圈组织形成针织线迹。在第一和第二针织位置之间,纱线84、85从纱线86分叉并被折叠在背面层上。对于所描绘的所有线迹,集圈纱线86保持在正面层上,并且看起来在针织元件的正面的每个线迹位置处产生集圈组织。
261.图9a示出了可在本发明的上下文中使用的合并和分叉的变型的透视图。从左到右,图9a示出了可在双针床机上针织的双层织物。在第一线迹位置,纱线91的线迹和纱线92的集圈组织形成在织物的正面。在第二线迹位置,所有纱线移动到背面,在那里纱线91、93和94合并且针织。在背面上还存在合并的集圈组织,其中来自正面的纱线92与在背面层上的集圈组织上的纱线95和96合并。在第三线迹位置,纱线91从其它合并纱线中分叉并用在正面层上,纱线92从集圈分叉并用在正面层上作为集圈组织。在背面的第三线迹位置,纱线93和94合并并保留在背面层上,并被针织为针织线迹。纱线95和96合并,并作为集圈组织针织在背面层上。在第四线迹位置,所有纱线移动到背面层。在背部的最后一个线迹(即图9a中最右边)是背面第二线迹位置上的线迹结构的重复。
262.图9b描绘了包括合并和分叉的线的针织结构99。线91、96在针织结构99的合并部分97中合并,在针织期间,线91、96分叉以在位置98处形成分离的结构,使得线91在双层针织的针织结构99的背面层上形成线圈。在针织结构99的正面层上的位置98处的线96形成浮线。根据线91、96的性能,针织结构的性能可能会改变。例如,针织结构99可用于增强针织元件。在一些实施例中,可以改变浮线的长度以向针织物提供期望的性能。例如,针织结构可以允许形成无嵌套物的多轴增强材料。这样的结构可允许设计者限制针织结构的特定区域中的拉伸。因此,可以改变线的类型、线圈样式和/或针织结构中的放置以定制针织材料的性能。
263.如图6至9b所示,通过在针织物中控制线的位置,可以实现各种针织结构。此外,由于能够在单针上控制纱线等线的放置,因此可以实现先进的工程线圈和网眼设计。此外,可以控制针织的各种元件,使得可以控制纱线在针内的定位。例如,在特定针处进行针织期间,进料器相对于彼此和特定针的定位可控制针中的单根线的定位。
264.图10a至10d示出了通常可与根据本发明的合并和/或分叉结合的针织技术,即具有浮线插入的单面针织物。浮线通常是沿纬圈或纵行延伸而不进行针织的纱线的一部分。在一些情况下,浮线先前已经被针织,然后在多个线迹内不被针织。然后,纱线浮在由使用中的其它纱线形成的线迹上。在图10a至10d中,浮线用参考数字101表示。
265.图11a至11b示出了通常可与根据本发明的合并和/或分叉结合的另一种针织技术,即具有浮线插入的双面针织物。在图11a中,浮线用参考数字111表示,而在图11b中,浮线用参考数字112表示。
266.图12示出了用于鞋的鞋面121中的不同针织技术的组合的图示。鞋面121的鞋头122形成袋状部并在绷帮线(lasting line)处开口。在一些情况下,可在口袋中放置增强材料或其它材料。
267.在其它情况下,可以通过连接方式并且在没有开口的情况下针织层,从而以增强鞋头的稳定性方式针织鞋头区域。前帮插入123通过合并纱线的交换针织而成,一半为第一颜色,另一半为第二颜色。在鞋眼124的区域中,使用紧密针织和熔合纱线来提供该区域中必要的刚度。在中足区域125中,使用浮动插入技术来防止拉伸。鞋后跟形成为间隔针织物,在正中间使用熔合纱线,在周围使用包裹有氨纶的pes(聚酯)(the heel cap is formed as a distance knit using fuse yarn right in between and surrounding with pes(polyester)tucked with spandex)。鞋领区127可以包括具有体积纱线(volume yarns)的浮线以提供缓冲。鞋舌128是以管状针织物实施的。在区域129中,使用具有两种颜色的交换针织。交换是指将基纱位置的纱线与合并纱线位置的纱线进行交换。换句话说,它们通过改变进料器的位置来切换线圈中的位置。在区域1210中,使用了与用于中足支撑的可见浮线插入的交换。浮线插入纱线与熔合纱线合并。所有鞋面结构从上方延伸直到区域1211。
268.通常,鞋面121是具有附接内底的横编鞋面。鞋面121的可能的针织方向包括从鞋头到鞋跟、从鞋跟到鞋头(目前优选的)和从侧面。
269.用于鞋面121的针织技术包括浮线插入,其中支撑元件被针织到中足区域,限制和控制水平和垂直方向上的拉伸。这可以用于通过使用体积或膨胀纱线来增加某些区域的缓冲,例如在鞋领和/或其它区域,如鞋后跟、前套和/或鞋内底区域。在鞋内底区域,例如在脚背区域,弹性纱线可以用于创建无鞋带鞋。
270.另一种可用于鞋面121的针织技术包括更换。这允许创建区域,例如在鞋面、鞋腰和鞋跟处,以实现独特的视觉效果和颜色选择。
271.另一种可用于鞋面的技术是交换和浮线插入的组合。这会影响针织物的物理性能。
272.由于功能和光学原因,为了构造鞋面121在某些区域中实施嵌花针织。在鞋头和鞋跟处使用针织口袋插入模制和可成形的片材。鞋眼区由熔合纱线和/或液体聚合物增强。在鞋领区域,使用体积纱线来实现适当的缓冲性能。附加地或替代地,可使用间隔纱。鞋舌是作为与鞋面121针织在一起的第二元件的完全一体的鞋舌。该鞋舌是可插入泡沫板以实现缓冲性能的口袋结构。另外,它是一种无缝结构,因此不需要缝纫余量。
273.鞋内底作为一体鞋内底或作为外侧和内侧上的两个半片附接到鞋面121。在一些情况下,可以在针织鞋内底内形成口袋。对于鞋垫,可以使用双层针织物来避免卷曲。特别地,可以在特定位置使用双层构造以减少针织元件的卷曲。例如,可以朝向鞋面的后部(例如,鞋跟)使用双层。
274.图13示出了用于鞋的鞋面131中的不同针织技术的组合的进一步的图示。在区域132中,在顶层中使用开孔结构,而在背面层中使用线的交换。在区域133中,针织两个单独的层以插入前套。鞋内底的第一半134a和第二半134b是单层,在两个方向上都有一定拉伸。鞋内地直接与鞋面针织成一体。所有鞋面结构从上方延伸至区域135a和135b。鞋跟中心线136在针织过程中连接在一起。在区域137中,两个单独的层用于插入后港宝。在鞋眼区域138中,纱线被合并,包括熔合纱线。在一些情况下,当纱线转移到其他针时会产生鞋带孔,
留下至少一个针空以在针织物中创建开口。可以使用合并和/或分叉来定位熔合纱线,以使得熔化的熔合纱线加强鞋带孔。鞋领区域139包括使用体积纱线以提供缓冲的浮线插入物。在区域1311中,鞋舌以单层形式抵靠前帮针织,鞋舌与鞋眼重叠。在区域1312中,鞋舌以双层形式抵靠前帮针织,鞋舌位于鞋眼之间。
275.对于鞋面131,重点在于更加立体成形的产品,以实现不同的外观和新的轮廓。它基本上与图12中的鞋面121描述的结构大致相同,然而,在针织过程中,通过将鞋跟针织为在中心线处连接鞋跟的一体,鞋跟是立体成形的。
276.对于鞋面131的构造,优选地从鞋头区域开始针织前足部分。针织方向朝向鞋跟。然后,在针织鞋跟部分之前,鞋面131的第一成品部分保持在针织机的第一针床上。
277.鞋跟部分的针织方向从鞋跟的底部开始。然后,朝向鞋跟的顶部针织。当鞋跟部分完成时,其被保持在针上。然后在针床上将前足部分连接到鞋跟部分。
278.浮线插入可与鞋面131一起使用以将支撑元件针织到中足区域,以便限制和控制水平和垂直方向上的拉伸。可在前帮、鞋腰和鞋跟中使用交换区以实现独特的视觉效果和颜色选择。除此之外,还存在将交换和浮线插入结合的可能性,从而影响针织物的物理性能。出于功能和光学原因,嵌花针织可在某些区域中实施。针织袋可以用在鞋头和鞋跟处以插入模制和/或可成形片材。鞋眼区由熔合纱线和/或液体聚合物增强。可在鞋领区域使用间隔针织物。体积纱线可以附加地或替代地用于实现适当的缓冲性能。鞋舌可作为与鞋面131针织在一起的第二元件的完全一体的鞋舌。鞋舌也可以制成口袋结构用于插入泡沫板以获得缓冲性能。其可以是无缝构造,从而如果针织元件用于衣服中或作为鞋的一部分,则可减少对穿着者的摩擦。此外,针织元件可以构造成使得不需要缝纫余量。鞋内底作为一体鞋内底或作为在外侧和内侧上的两个半片附接到鞋面。鞋跟采用完全立体的一体式鞋跟造型,可改善鞋跟贴合度和功能性。例如,可以使用连接、粘合、缝合或本领域的其它已知方法来连接鞋跟。
279.在一些情况下,合并和/或分叉可以用于连接需要不同物理性能的鞋面的区域。在说明性实例中,类似于图12至13中描绘的那些鞋面可包括以合并和/或分叉作为连接到的具有不同的预定所需性能的鞋面区域的方法,特别是前套、鞋跟、前帮、鞋内底、鞋舌、鞋带元件。例如,在鞋面中使用合并和/或分叉可以允许熔融纱线与聚酯纱线组合使用。在前帮中,纱线可以合并。在鞋面和鞋内底之间的接合处,合并纱线可以分叉(即,彼此分开)。单独的纱线可以针织在鞋内底的第一部分和第二部分中。例如,熔融纱线可以用于靠近中底放置的鞋内底的第一部分,而聚酯纱线可以用于针织靠近脚位置的鞋内底的第二部分。在一些情况下,鞋内底的这些部分可以创建两层或更多层。例如,可以开发定制的鞋,其允许最终用户选择用于鞋内底的纱线,例如,提供缓冲和/或透气性的纱线,同时在外层中使用熔融纱线以确保鞋面和中底和/或外底以足以确保最终鞋的稳定性的方式结合在一起。
280.在其他构型中,在纱线分叉之后形成的针织元件的部分可以沿着针织横行彼此连接。例如,在分叉之后,纱线可以在前、后针床上交替针织以形成各层之间的连接。例如,在分叉之后,可由两根纱线单独形成多个针织结构。纱线可以再次合并以在层之间产生连接点。在这些连接点处,可以使用一根或多根附加纱线来创建针织结构。
281.鞋面可以具有包括三种或更多种不同材料的纱线的部分。例如,防水纱线与吸湿排汗纱线和熔融纱线合并。防水纱线和吸湿排汗纱线可以合并在一起几个线迹,然后分开
针织五个或十个线迹。当纱线合并时,第三纱线可以在相对的针床上针织,并且当合并纱线分开并且独立形成针织结构之后,第三纱线可以定位于针织物的第一和第二部分之间。
282.图14a至14e示出了用于鞋的鞋面的实例,该鞋面结合了关于图13描述的不同针织技术。
283.在一些情况下,可使用交换控制纱线的定位,以便在鞋面上创建图案。交换是指通过改变进料器位置来交换纱线在针中的位置。换句话说,它们通过改变进料器的位置来切换线圈中的位置。在一些情况下,使用独立的进料器提高了有效利用交换的能力。
284.如图29所示的颜色效果是很好的例子。以前,为了创建这种图案,会使用间隔染色纱线。间隔染色纱线是沿着纱线长度方向染有多种颜色的纱线。使用这种纱线可在针织元件上创建随机的颜色图案。然而,对于一些用途,这可能是有问题的。例如,为一对鞋面创建一对针织元件时,几乎不可能创建匹配的两个针织元件。这在配对鞋时产生了重要的问题。在许多情况下,当使用间隔染色纱线时,所得到的鞋有不同的颜色图案。试图匹配针织元件会浪费时间,否则鞋子最终会具有不同的图案。在一些情况下,当图案不能匹配时,针织元件可能会被丢弃,从而造成浪费。通过纱线的受控放置,交换产生了与间隔染色纱线类似的效果。这使得可以控制针织元件(例如鞋面)中的图案。因此,可以创建可匹配的多个针织元件。例如,在鞋面上使用交换,有可能大大减少在匹配针织元素上的浪费和时间。这可能会节省生产成本。
285.如图29所示,使用交换来控制两种不同颜色纱线的放置以产生这种效果。在一些情况下,三根或更多根纱线可合并在一起。例如,使用具有不同颜色的多根纱线可以用于在整个针织元件上创建渐变颜色效果。另外,交换也可与功能纱一起使用以控制针织元件的性能。
286.通过对具有特定颜色或特性的纱线的受控放置来创建鞋面,可以减少针织具有复杂图案的鞋面所需的纱线的量,增加能够生产用于一双鞋的匹配鞋面的可能性。因此,在针织鞋面中使用合并和/或分叉可以通过减少生产所需的材料的量而极大地增加鞋的可持续性。
287.例如,对于足球(即英式足球)鞋面而言,在鞋的主要撞击区域的外表面上设置特定的纱线类型以增强抓地力是有益的,例如,同时在使用期间将缓冲纱线设置在脚的预定部分附近。通过合并和/或分叉对纱线进行受控定位,可用于定位具有抓地性能的纱线和具有缓冲性能的纱线,从而在鞋上形成特定区域。在多层针织鞋面的一些情况下,这些区可以使用合并和分叉的组合选择性地定位于各个层上。
288.纱线可以在区域内合并,在其它区域内分叉,以使用例如提花针织技术来创建专门的设计。例如,多根纱线可以合并,并用于创建需要额外支撑的区域,例如鞋跟。特别地,两种不同颜色的纱线可以与熔融纱线和膨体纱线组合。纱线可以部分地以不同的组合合并在一起。例如,在鞋面边缘附近,熔融纱线可以与蓝色纱线合并。在一些情况下,这些纱线可以定位成使得其形成用于鞋面的针织元件的外层的主要部分。膨体纱线(例如,缓冲纱线)可以定位于线圈中,使得其在使用期间将接近足部。使用合并、分叉、交换和/或提花的组合,这些纱线可以产生具有各种设计和/或性能的鞋跟结构。
289.例如,图31描绘了在整个序列中使用合并和分叉以使得多根纱线灵活定位的针织序列。特别地,该序列描绘了在大多数位置处的合并纱线。通常,合并纱线分叉,然后在下一
个针位置与另一纱线合并。纱线330定位成使得其主要针织在将位于鞋面外侧的织物层上。纱线330可以是例如工业用纱线、粘合纱线、熔融纱线,包括诸如热塑性聚氨酯“tpu”、共聚酯“copes”、共聚酰胺“copa”、聚酯、聚酰胺、苯氧基和/或其组合的材料。在一些情况下,纱线330可以包括功能性纱线,例如防水纱线、热调节纱线、阻燃纱线、吸湿排汗纱线、疏水纱线、亲水纱线、单丝、复丝纱线、具有期望位于针织元件的外表面上,特别是鞋面的外表面上的性能的任何特殊纱线,和/或其组合。如果在该位置使用熔融纱线,则可以使该区域具有期望的性能,例如附加的稳定性、刚度、耐水性等。这种针织序列可用于需要额外支撑的鞋的区域,例如鞋面的鞋跟和/或鞋头部分。纱线332主要针织在对应于纺织品的面向内的一侧的织物层上。纱线332可以是,例如,在使用期间提供缓冲的膨体纱线、增强吸湿排汗的吸湿排汗纱线、例如莱卡或氨纶之类的可拉伸纱线例如、具有与足部接触期望的性能的任何特殊纱线和/或其组合。基于鞋面所需的设计,纱线334和纱线336分别与纱线330和纱线332合并。例如,在一些情况下,纱线334、336可以具有不同的颜色以在鞋的鞋面上创建期望的图案。
290.在图31所示的实例中,合并和分叉可用于滑架的每次通过,使得合并纱线分叉,从而使得至少一根纱线转移到织物的相对层。这使得可以通过改变与熔融纱线合并的纱线而在鞋面的外表面上创建图案,如图所示。此外,在区域338中,纱线330与纱线334分叉,纱线332与纱线336分叉。这可使纱线330保持在针位置340。通过将纱线330保持在位置340直到滑架的下一次通过,可以通过将纱线限制在需要的区域来减少纱线的用量。对于纱线例如熔融纱线或粘合纱线的情况,这可以通过减少所需的纱线量来增加鞋或针织制品的可持续性。此外,可以使用合并和分叉以这种方式清楚地限定鞋面或针织制品内的区域,以控制熔融纱线的定位,例如,在鞋跟部分中。
291.在一些情况下,纱线例如图31-34中所描绘的纱线330等纱线可能不会被针织成多个针织横行,因此可以在织物的前、后两层之间形成垂直浮线插入。
292.图32至33描述了利用合并和/或分叉的针织序列,同时试图以资源和时间有效的方式控制纱线的放置。在这些情况下,由于纱线性能,纱线可以选择性地放置在针织元件的区域中。合并和/或分叉可用于具有不同性能的两个区域之间的边界以选择性地放置纱线。由于成本和可持续性问题,可能期望将纱线仅限制在需要纱线性能的区域。如图32所示,纱线330在区域344处从纱线334分叉,并保持在针位置342处。为了利用纱线330的性能创建单独的区域,当滑架从另一个方向通过时,纱线330将再次针织。可以重复该过程,直到创建期望大小的区域。在位置342处,纱线334与纱线332合并和针织,随后分叉。重要的是要注意到,许多针织序列配置可以利用合并和/或分叉,这些设置仅是实例。
293.图33示出针织序列的另一实例,其中使用合并和/或分叉来控制彼此邻近区域中的纱线。如图所示,外表面上的合并纱线330、334被分离,使得在针位置346处,纱线330可以保持直到滑架的下一次通过,同时纱线334浮动到同一织物层上的下一个针位置。
294.可以使用线迹和纱线的各种配置创建具有最终用户(例如,运动员和/或消费者)、设计者和/或开发者所期望的性能的纺织品。例如,运动员可能选择需要在鞋的侧面部分中具有一定程度的刚度,这通过纱线的放置和/或处理过程的组合可以实现。在另一个实例中,足球(即英式足球)鞋面可以具有位于鞋的主要撞击区域的外表面上的特定纱线类型以增强抓地力,例如,同时在使用期间具有靠近足部的预定部分放置的缓冲纱线。合并和/或
分叉可用于定位具有抓地性能的纱线和具有缓冲性能的纱线,从而在鞋上产生特定区域。在多层针织鞋面的一些实例中,这些区域可以使用合并和/或分叉选择性地定位于各个层上。图31至36描述了可用于在鞋面上的期望区域中选择性地放置纱线(例如抓地纱线和/或缓冲纱线)的针织序列的实例。
295.特别地,如图31和34所示,纱线可以在织物的两层上合并,以向这些区域提供特定的性能。在给定的织物、元件和/或鞋面内,可以有多个区域,这些区域基于所使用的材料和/或线迹类型具有不同的性能。具体地,在图34中,位于第一表面(例如,针织元件的外层)上的合并纱线330、334和332、348在部分350中分叉。纱线336、348合并在一起,而纱线330保持在针位置352。在针织序列的部分354中,合并纱线336、348保持合并,然而,发生反转,将线圈中纱线的位置从面向外的纱线348切换至面向外的纱线336。
296.图35示出了具有不同部分的针织序列,包括合并部分356、分叉部分358、提花部分360、合并部分364和合并提花部分362。提花部分360包括纱线361,作为织物正面层、背面层之间的浮线插入物(float insertion)。
297.重要的是要注意,在一些情况下,相同纱线类型的多根线可以使用多个进料器引入到针织机,以便可以使用合并和/或分叉来分离线。
298.图36描绘了具有多个部分的针织序列,包括多个纱线合并部分365、分叉和交换部分366、交换部分368、分叉部分370、提花部分372、合并部分373、合并和分叉部分374以及交换部分376。如图36所示,纱线可以分叉并交换剩余纱线的位置,如分叉交换部分366所示。纱线378、380、382在合并部分365中合并在一起。在分叉交换部分366中,独立控制的供给器的移动允许进料器改变位置,并使得能够交换用于分离合并纱线中的至少一根纱线,特别是纱线378,以及交换随后合并线圈路中的纱线380、382的位置。进料器的独立控制允许对纱线进行这种控制,从而可以在针织序列的相同部分中进行合并、分叉和交换。例如,多个进料器的自主独立控制允许控制纱线的定位,从而使得能够在针织序列的相同部分中进行合并、分叉和/或交换。
299.图37至38提供了利用合并和/或分叉以控制双层针织物内纱线定位的针织序列的附加实例。图37描绘了使用一系列针织线圈和集圈组织将层371连接到层372。纱线373在层371上每隔一个线迹针织为外纱线,并且在针织序列中的一点变成垂直浮线插入。纱线374与纱线373合并,并且每隔一个线迹将两者针织在一起,直到纱线373和纱线374分叉,使得纱线373成为垂直浮线插入,并且纱线374被转移到面372上并在面372上针织。纱线376仅针织在面372上。纱线375使用集圈和线迹将层371连接到层372。形成层371与层372之间形成连接的纱线375的线迹与其它纱线374、376合并并分叉。图38描绘了使用一系列针织线圈和集圈组织将层381连接到层382。纱线373在层371上每隔一个线迹针织为外纱线,并且在针织序列中的一点变成垂直浮线插入。纱线374与纱线373合并,并且每隔一个线迹将两者针织在一起,直到纱线373和纱线374分叉,使得纱线373成为垂直浮线插入,并且纱线374被转移到面372上并在面372上针织。纱线376仅针织在面372上。纱线375使用集圈和线迹将层371连接到层372。形成层371与层372之间形成连接的纱线375的线迹与其它纱线374、376合并并分叉。
300.如本文所述,可以通过控制线(例如纱线)在线迹内的放置来控制单个线迹的性能。在一些实施例中,相对于特定的针的进料器位置可以确定针中线的位置以及针织结构
中线的位置。例如,可以使用多个进料器来定位特定针中的多根线。图39a描绘了在针织元件的不同部分中的线圈内交换纱线位置的示例。特别地,部分391包括线392、线393和线394。如图39b所示,线392位于针395的顶部,并因此成为部分391中的外纱线。线393位于针395的中间位置,而线394位于最靠近针舌396的位置。通过使用独立控制的进料器,在针398中重新放置线392、393、394,如图39c所示。图39c中的纱线的配置使得线393、394重新定位,如图39a的部分397所示。
301.在一些实施例中,所有纱线都可以通过使用独立控制的进料器在针织元件内重新定位。通过重新排列进料器的顺序,可以控制纱线在针内定位的顺序。因此,图40a描绘了在针织元件的不同部分的线圈内交换纱线位置的另一实例。在部分401中,线403形成线圈409的外部,线404位于中间,线402形成在线圈409的内部。如图40b所示,线403位于针405的顶部,线404位于针405的中间位置,而线402位于最靠近针舌406的位置。通过使用独立控制的进料器,线402、403、404在针408中重新排列,如图40c所示。图40c中的纱线的配置使得线402、403、404重新定位,如图40a的部分407所示。因此,在一些实施例中,可以重新排列针织部分内的所有纱线,使得每根纱线占据针织元件部分中针织线圈的不同部分。
302.图41描绘了包括双面针织物的针织元件的实施例。结构410的面411包括至少两根针织以形成线圈413、414的纱线。相反,位于针织物的背面的面412的线圈415由单根纱线形成。此外,如图41所示,在纱线分叉之后,在经纱方向417的线迹中形成一些线圈416,使得仅形成单个线圈。
303.如图41所示,示出了双面织物,其中面411的至少一部分由两根纱线针织而成,而面412由单根纱线形成。
304.例如,使用合并和/或分叉纱线可以允许以单针精度创建多轴和多层针织增强结构。控制纱线在针中的放置的能力增加了纱线在针织物中的放置的灵活性,并进一步增强了功能性。例如,在会受益于增强材料的针织元件的区域中,熔融纱线可以以不同的量放置以创建具有不同的刚度和/或强度的区域。
305.由于可以在逐针的基础上使用多种基材,因此可以对纺织品性能进行详细控制。在许多实施例中,线(如纱线)可以根据在针织物的该部分中所需的性能来定量。通过使用多个进料器来输送特定类型的线或纱线,可以对纱线进行定量。在一些实施例中,第一进料器可输送包括一个或多个线股(plies)的股线,第二进料器可输送包括一个或多个线股的股线,且第三进料器可输送包括一个或多个线股的股线。实施例可包括特定的线类型,其从三个不同的进料器输送到第一针,每个进料器包括具有不同材料量(例如,线股数)的线。例如,第一进料器可以包括具有四个线股材料的股线,第二进料器可以包括具有六个线股材料的股线,来自第三进料器的股线可以包括十个线股材料。在针织期间,进料器可以选择性地定位,以便向不同针提供预选量的材料。因此,在给定的实例中,可以基于针织元件的设计,将四个线股(即,只有一个进料器,包括具有四个线股的股线)至20个线股(即,上述所有进料器)的任何地方输送到预定的针。
306.因此,例如,可以使用在针织物的第一部分中由多个进料器输送到针的相同材料的多个股线,以及仅由进料器中的一个进料器输送到针织物的第二部分的材料的单个股线。在一些实施例中,可使用任意数量的进料器将线提供到针织机的针或作为嵌套。
307.可以提供给针织机以包含在特定位置的股线的数量可以基于股线的类型、特定性
能(例如股线的厚度)、向其提供股线的针的尺寸和/或周围的材料而变化。例如,一根针可能能够容纳最多十六股线。通常,提供给针的股线可以在约1根线到约16根线的范围内。根据纱线的厚度和针的规格,一些实施例可以包括在任何给定的针上针织四(4)根纱线。
308.根据针织物的构造、所用材料的类型和/或针织结构,可以以不同的量提供用作嵌套的股线。在一些情况下,嵌套可包括任何数量的线。在一些情况下,嵌套可包括多达32根线。
309.如本文所公开的,引入到进料器的线可以包括一个或多个线股、纱线、长丝、股线、金属丝、丝带和/或其组合。在一些实施例中,可以在针织元件内使用大量不同的纱线。
310.设计者可以利用多根线以创建预定设计和/或赋予针织元件和/或鞋面特定的预定性质。在一些情况下,设计者可以利用多于十根线来创建期望的设计。例如,设计者可以使用多于二十根线来创建设计。此外,一些实施例可包括包括多于三十根线的设计。
311.以这种方式,可以控制针织物中的区域的性能,包括例如弹性、熔融特性、抗性(例如,磨损、切割、热、火、水、化学)、热调节、抓地力、传导性(例如,热和/或电)、强度(例如,拉伸强度)、重量、透气性、吸湿排汗能力、拒水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性(例如,对化学品、环境条件,包括水分和/或能量,尤其是光、热或冷)、发光性等。例如,在一些实施例中,线可以以不同的水平定量以产生特定的嵌套顺序,以实现特定的产品性能。
312.由于能够在单针水平上控制纱线的定位,因此可以产生各种嵌套形状。例如,对矩形或曲线图案元件(如果有)几乎没有限制。因此,可以创建运动轮廓、褪色效果等。
313.因此,使用单针精度放置纱线,可以生产完全可定制或为特定用户、运动和/或视觉效果设计的针织品和/或针织元件。这使得设计在材料放置方面具有灵活性,并且提高了设计满足功能需求的能力。
314.使用合并和/或分叉纱线可以在具有不同性能的针织区域之间实现无缝过渡。这些无缝过渡减少了针织中的中断和/或不规则性。
315.以本文所述的方式控制线的定位减小了在线圈形成期间施加到细长材料例如线(例如纱线)上的力。因此,可以在针织中使用更宽范围的材料,例如,不容易加工的材料。例如,诸如刚性填充材料、导电纱线、厚复丝混纺、不可拉伸的纱线、金属纱线、反光纱线、高强度纱线等的材料。在一些针织元件实施例中,可以包含在常规条件下难以使用本文所述的方法加工的线。例如,当如本文所述加工时,具有诸如有限的柔性、光滑表面、有限的可弯曲性和/或高脆性等性能的线可用于针织元件。
316.利用本文所述的方法来控制纱线的放置允许额外的自由度,例如,其允许在多个平面中定位单个纱线材料。因此,使用本文描述的方法生产的针织元件和/或鞋面可以转变成高度复杂的纺织产品。例如,在单针水平上控制纱线的定位,可使设计者、开发者或潜在的最终用户通过移动针织系统的一个或多个元件(例如,包括进料器、针、针床、滑架和/或成圈系统)来创建三维(“3d”)网格。例如,可以创建定制的3d网格,例如三角形棱锥。
317.图15a和15b示出了用于鞋的鞋面151中的不同针织技术组合的进一步的图示。图15a示出了一种结构,其描绘了正在使用的不同针织结构及其相应位置,而图15b描绘了材料图,其示出了正在使用的各种纱线及其位置。
318.如图15a中所描绘,在区域152中使用几乎闭合的针织结构。区域1514是开放的针
织结构,区域1515是半开放的针织结构,区域1516是闭合的针织结构。然而,应当注意,根据期望的视觉效果和物理性能,区域和针织结构的放置可以变化,且在不同的实施例中可以不同。
319.在图15a的一些实施例中,区域152、1514、1515、1516可以由诸如拉伸的特定物理性能限定。通过使用独立控制的进料器对纱线进行受控定位,使得图15a所示的每个区域包括不同数量或类型的线。例如,如果整个鞋面使用相同的材料,合并和分叉的使用将使得不同区域中线的数量发生变化。在可能需要较少拉伸的区域1514中,可以使用多个独立的进料器将多根线输送到针。在需要在区域1515中拉伸的鞋中,当针织区域1515时,可以减少提供给针的线的数量。或者,除了通过单独的独立进料器提供一根或多根标准聚酯线之外,还可以提供可拉伸的线,例如弹性线。
320.以这种方式,通过从预先装载的独立控制的进料器创建线的组合,可以在任何给定的预定设计中实现很大的变化。因此,可以创建多个定制的针织元件以包括具有不同性能和结构的多个区域的鞋面。
321.如图15b中描绘的例子所示,在几乎对应于整个鞋面的区域153中,除了聚酯(pes)纱之外,还可以使用单丝纱。在一些情况下,聚酯纱线可以单独使用。在区域154a和154b中使用熔合纱线。熔融纱线可以与区域154a和154b中的其它纱线例如聚酯纱线结合。需要能够拉伸和恢复到其原始形状的区域可以使用张力进行针织,以便增强恢复。使用独立的受控进料器可以更一致地控制针织物各个区域纱线的张力。此外,可以控制纱线进料器,使得可以基于在针织物中的位置来改变线中的张力。例如,用于浮线插入的弹性线中的张力可以在不同的横行中变化。因此,可以在鞋面的不同横行或部分中实现不同的压缩力。
322.此外,浮线插入可以定位于不同位置的不同横行中。例如,浮线插入物可以定位于双面针织物的正面层、背面层之间,在双面针织物的正面或在双面针织物的背面。
323.图15b还描绘了鞋面151的自然拉伸。针织沿横行拉伸较多,沿纵行拉伸较少。这意味着,沿着从外侧中足延伸到鞋眼并且穿过前足的箭头156,拉伸将比由箭头155所描绘的方向更大,因为那是针织横行的方向。
324.尽管图15a和15b描绘了平面配置的鞋面151,图15c以侧视图示意性地描绘了具有三维构型的鞋面151。实质上,鞋面151包括两个仅在其边缘的一部分彼此连接的对称层。因此,鞋面151的边缘在部分158中是打开的,而在部分159中边缘是闭合的。在区域157中使用紧密针织,而在部分1510中使用弹性针织。针织物的性能,例如,与弹性针织相比,紧密针织可能是纱线选择、纱线数量、针织结构选择、针织材料的层数、层间的连接数、施加的张力和/或这些因素的组合的结果。
325.图15d和15e示出了鞋面151中纱线的两种可选分布。转到图15d,在1511a和1511b部分使用熔合纱线、聚酯(pes)纱线和单丝。在部分1512中,使用聚酯纱线和单丝。图15e中的实施例类似于图15d中的实施例。然而,在部分1513(对应于图15d中的部分1512)中,使用了与聚酯纱线和单丝组合的熔合纱线。部分1513中的熔合纱线的量小于区域1511a和1511b中的熔合纱线的量。
326.通常,鞋面151是在针织横机上制成的针织鞋面。它包含要被针织为一体的鞋类部件的鞋面部分和底部。外侧和内侧可以在一定程度上成镜像,并可在两、三或四针床机上的前、后针床上同时针织。
327.使用多根纱线来实现某些功能和视觉效果。不同的针织结构和针织方法相结合以获得适当的构造。由于内侧和外侧层没有连接,因此将创建一个袋,作为鞋类产品的外壳。纱线、线圈和针织结构产生功能和外观,拉伸、非拉伸、支撑、增强、填充、开放和闭合等区域是整合的。
328.在一些情况下,鞋面151的三维形状通过将该形状转换成二维提花图来实现。然后,使用如本文所述的合并和分叉来连接各个提花部分/横行。通过连接来自合并和/或分叉的分裂线圈来获得三维形状。因此,合并和/或分叉允许一根纱线沿行继续,而另一根纱线可以用于形成集圈、浮线或线迹。例如,合并和/或分叉允许一根纱线沿着第一针床上的横行继续,而另一根纱线可以用于在相对的针床上、层之间、或在针织物的表面上形成集圈、浮线或线迹。
329.图16示出鞋面(例如先前所示的鞋面之一)的鞋领161的示例性实施例的顶视图。鞋领161的内侧用箭头162表示。区域163包含非拉伸针织物,而部分164包含具有拉伸的针织物。
330.图17是用于鞋的鞋面171的另一个示例性实施例的示意图,并示出了不同针织结构的分布。因此,在区域172中使用紧密针织,而在区域173中使用弹性针织。鞋面171的鞋领用参考数字174表示。鞋面171可以包括分离鞋面部分(例如区域172和鞋外底176)的分界线175。在一些情况下,可使用合并和/或分叉来连接鞋面部分。例如,三维形状可以部分地通过在各部分结合的点处连接分裂线圈来获得。
331.图18a至18c示出了可以在本发明的上下文中使用的不同针织技术的组合。每个图的上半部分表示针织图,中间部分表示针织物相应的正面,下半部分表示针织物的背面。
332.图18a示出了交换与嵌花技术的组合,其中两根或更多根纱线b、c在一个嵌花区域181中协同工作。相邻区域182和183中不使用纱线b、c。纱线a、d在区域182、183中使用,纱线a出现在区域182的正面,纱线b出现在背面。纱线a、d在区域183中的位置颠倒。
333.图18b仅示出了交换,其中两根或更多根纱线201、203在一个区域184中协同工作。在区域185中,纱线201、203改变它们在线圈中的相对位置,使得纱线203位于线圈的外侧并且比在区域184中更可见。
334.图18c示出了选择性合并,其中两根或更多根纱线(如所示的纱线205、207)仅在相同针织横行中的一个选定区域186中协同工作,并且至少一根纱线207也在选定区域186之外使用,例如在区域187a和187b中。
335.使用独立控制的供给器可实现全范围的交换可能性。此外,使用独立控制的进料器减少了在针织元件中使用交换所需的针织时间。
336.图19示出了双针床针织横机的针织序列。对于进料器的每次通过,每个相应的第一横行描绘了织物的背面,每个相应的第二横行描绘了织物的正面。点表示针,线表示各种纱线。该图描绘了具有带有不同针织结构的两个部分的针织物,其中第一部分191位于图19的左侧,第二部分192位于右侧。第一部分191是间隔针织,第二部分192是提花针织。
337.在部分191和192中都使用纱线193、194、195和196。然而,纱线193仅在部分191中可见,但在部分192中不可见,而纱线196仅在部分192中可见,但在部分191中不可见。在部分191中,纱线193与在前针床针织的纱线196合并,然后在后针床针织纱线194,然后使用纱线195通过集圈组织将两针床连接。在间隔部分,纱线193合并为外部纱线。
338.在提花部分192中,添纱反转,纱线196变成外纱,因此可见。提花部分192中的第一横行描绘了在背面层和正面层上针织在一起的合并纱线193和196。然后每隔一针在背面针织纱线194,然后每隔一针在背面针织纱线195。然后,序列再次开始。
339.在下文中,描述了另外的附加针织技术,其可以用于本发明的上下文中且可以与本发明的技术和/或与现将讨论的另一附加针织技术组合。
340.根据本发明,一种可与合并和/或分叉相结合的技术是用于创建成形针织物的局部针织。图28示出了样本260,其是合并和分叉以及局部针织的组合。在该说明性实例中,当针织横行的长度增加或减少时发生合并和分叉,例如,形成多个线迹的针位置。涉及合并和/或分叉的任何针织序列可以与局部针织结合使用。局部针织技术包含针织线迹组,而其它线迹保持在非针织位置。必须选择要手动针织的针。为此,将选择的针推入工作位置,并将所有其它针推入非工作位置。这种技术通常用于形成具有死褶(dart)的服装和短袜的脚跟部。但也可以产生强烈的纹理效果,特别是凸起的图案和随机的绒球(bobble)以及在各个横行中间改变颜色/纱线的能力。
341.另一种可以与根据本发明的合并和/或分叉和/或与局部针织相结合的技术是上文简要讨论过的嵌花合并。嵌花合并创建了引入新纱线的区域,如图18a所述。两个区域的连接可以通过线迹进行,例如集圈组织或普通针织线圈。嵌花合并减少了针织时间。
342.可组合的技术包括合并、分叉、局部针织、嵌花和/或交换合并纱线。与嵌花合并相比,由于不同纱线之间不存在集圈连接,包括交换合并纱线的织物部分在不同纱线之间的边界处(例如,颜色和/或性能)具有较高的抗撕裂性。例如,第一颜色和第二颜色纱线之间的交叉是清晰的。交换并合纱线是在同一针织横行中具有更多颜色的独特方法。在不使用独立控制的进料器的情况下,仅使用提花机或嵌花机合并就可以具有成本效益的方式实现。使用独立控制的进料器可减少针织时间。交换合并纱线可以例如与浮线插入结合以实现编织类似外观的织物。交换合并纱线需要一个线圈中至少有两条纱线,并且改变纱线在线圈中的位置。
343.可以组合的技术包括合并、分叉、局部针织、嵌花合并、交换合并纱线和/或浮线插入。
344.在浮线插入中,可以插入纱线,例如单丝或刚性纱线,以降低织物的弹性。相反,弹性线或纱的浮线插入可产生拉伸和/或不同的压缩。
345.在一些情况下,纱线输送系统(例如美名格efs920装置)可以编程为改变弹性纱线或线的张力,以便在不同的横行中进行浮线插入。这将将减少此类设备的数量,使得此类技术更实用。利用此技术,可以在鞋面的不同部分中实现不同的压缩力。使用独立的受控进料器可以更一致地控制针织物各个区域中纱线中的张力。此外,可以控制纱线进料器,使得可以基于针织物中的位置改变线中的张力。例如,用于浮线插入的弹性线中的张力可以在不同的横行中变化。因此,在鞋面的不同行或部分中可以实现不同的压缩力。
346.在另一个实例中,创建了具有浮线插入的两层织物。浮动插入线可以每横行插入或以不同的顺序插入。在一些情况下,浮线插入线位于正面层、背面层之间,在双面针织物的正面或在双面针织物的背面。
347.在另一个实例中,通过将该层的线迹转移至前针床或后针床以阻止浮线插入,浮线插入线沿着同一层的线迹之间的横行延伸,从而创建单层织物。该技术也可用于多层织
物,通过将线迹从一个针床转移到另一个针床并且允许浮线插入在转移线迹的表面上移动。
348.当两层织物在前针床和/或后针床上针织时,通过将用于浮线插入中保持纱线的进料器定位于两层织物之间,可以实现垂直浮线插入。在一些情况下,垂直浮线插入不会产生线迹。通过改变不同横行中的纱线进料器的位置,垂直的浮线插入也可具有不同的角度。每个垂直浮线插入可以由一个纱线进料器产生。在一些情况下,纱线可以用作多横行线迹的垂直浮线,然后在预定位置针织到针织元件中。在一些情况下,可以通过选择性地将线迹从一个针床转移到另一个针床而在针织部件的表面上产生垂直浮线插入。例如,在单面针织物中针织多个横行期间,可以用针固定浮线插入。在沿浮线插入长度方向的预选位置,线迹可以从第一针床转移到第二针床。
349.在具有浮线插入的单层织物中,阻挡转移的顺序可以产生不同的视觉图案。如图10a至10d所示,浮线插入101基于线迹转移的位置在不同程度上可见。如图10a至10d所示,通过使用不同颜色和类型的纱线可以得到不同的图案。
350.在具有浮线插入的双层织物中,例如,如果在如图11a和11b所示的某种图案中创建半开孔或开孔,则在观察织物时浮线插入111可以是暴露且可见的。
351.不同的纱线进料器可以同时插入更多的浮线插入线。例如,在一些情况下,四个进料器可用于插入四种不同的纱线,作为给定位置的浮线插入。在下一个要进行浮线插入的位置,三个进料器可以插入三根不同或类似的纱线以形成浮线插入。利用多个进料器来输送纱线或线可以用于创建具有不同性能的区域,例如,用于在针织元件中创建视觉褪色效果。
352.另一种可以与根据本发明的合并和/或分叉和/或与局部针织和/或与嵌花合并和/或与交换和/或与浮线插入相结合的技术是间隔针织。在间隔针织中,在正面和背面之间每隔一个线圈形成一个集圈组织。在针织机的单次通过中,下一次通过是第一次的反映。在滑架的双程中,可以在每个线迹处从正面至背面进行连接。当将间隔针织与浮线插入相结合时,浮线可以具有特定的性能,例如是导电、反射、发光、结构和/或不可拉伸的纱线。
353.在合并纱线和嵌花(鞋类特有)交换组合的实例中,每个区域都是单独的合并(即,不同的纱线、线或股线组合),并且每个区域可以具有新的进料器。例如,一些部分可具有两个新的进料器。这允许通过将纱线插入特定区域来进行分区(zonal)针织,特别是用于控制纱线的定位以影响针织的性能。
354.通过在针织横机上使用独立控制的进料器,使得交换和嵌花的这种组合变得更加容易。独立控制的进料器提供的精确放置使得可以创建比常规针织机上的宽度更小的色域。因此,与没有独立控制的进料器的情况相比,在给定的横行中,特别是在小宽度织物上,可以使用更多的颜色。
355.在另一个实例中,单面和双面针织相结合。这允许在单个针织元件中创建具有一层的区和具有两层的区。另外,浮线插入件可用于选择性地定位浮线。
356.通过以下实例进一步描述本发明:
357.1.一种鞋面,其包含:
358.横编元件,其包含:
359.在第一针织横行中针织元件的第一部分,其包含:
360.第一线(11);以及
361.第二线(12),其中第一线和第二线合并,形成一个或多个第一合并针织结构(10),其中在第一合并针织结构中,第一线是主体线,第二线是合并线;以及
362.针织元件的第二部分,其包含:
363.至少一个由合并线中的第一线(11)形成的第一针织结构(13);以及
364.至少一个第二针织结构(14),其由与第一针织结构(13)分离的合并线的第二线(12)在第一针织横行中形成。
365.2.根据实例1所述的鞋面,还包含与所述第一和第二部分中的至少一个整体针织的第三部分,其中,在第三部分的一个或多个第二合并针织结构中,第一线是合并线,第二线是主体线。
366.3.根据前述实例之一所述的鞋面,其中第一、第二、第三或第四部分中的至少一个包含提花图案,并且其中各部分使用针织结构连接。
367.4.根据前述实例之一所述的鞋面,其中针织元件的至少一部分为双层,且第一合并针织结构、第一(13)和/或第二(14)针织结构中的每一个均包含定位于外层、内层或层之间的间隙空间中的线圈、集圈组织或浮线插入。
368.5.根据前述实例之一所述的鞋面,其中至少一部分横编元件包含双层,其中基于第一线的预定特性,第一针织结构定位于针织元件的第一层和第二层之间的间隙空间中,并且其中第二针织结构在针织元件的第一或第二层中针织。
369.6.根据前述实例之一所述的鞋面,其中第一针织结构(13)和第二针织结构(14)位于制品的特定预定位置。
370.7.根据前述实例之一所述的鞋面,其中第一和第二线沿着至少一个第一和第二针织结构中的针织横行定位,其方式使得当拉动至少一个第一线和/或第二线中的一部分时,至少一个第一和第二针织结构抑制线定位于其中的针织横行的钩丝和/或拆散。
371.8.根据前述实例之一所述的鞋面,其中,第一针织结构是垂直浮线插入,使得第一线在针织元件的第一部分的第二横行中形成第三合并针织结构,使得第一线基本上限于具有至少一个预定特性的第一区。
372.9.根据前述实例之一所述的鞋面,其中,第一线包含第一预定特性,第二线包含第二预定特性,并且其中第一和第二预定特性中的至少一个包含弹性、熔融温度、热调节、抗静电、抗菌性、耐磨性、耐切割性、耐热性、耐水性、耐化学性、耐火性、抓地力、导热性、导电性、数据传输、强度、重量、透气性、吸湿排汗能力、防水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性、能量吸收或发光性中的至少一个。
373.10.根据前述实例之一所述的鞋面,还包含第四合并针织结构,其包含第三线和第四线,其中第五合并针织结构由所述第二和第四线形成
374.11.一种具有预定设计的鞋面,其包含:
375.鞋面的横编元件,其包含:
376.第一部分,其包含:
377.一个或多个线圈,由定位为第一主体线的第一线和定位为合并线的第二线合并在一起形成;
378.第二部分,其包含:
379.一个或多个线圈,由定位为第二合并线的第一线和定位为第二主体线的所述第二线合并在一起而形成;
380.其中,第一和第二线从第一部分连续地延伸到所述第二部分中;以及
381.其中,第一和第二线在针织元件的至少一些线圈中交替,使得在针织元件中产生预定设计。
382.12.根据实例11所述的鞋面,还包含:
383.针织元件的分叉部分,其中第一线和第二线分离;
384.由合并线的第一线(11)形成的至少一个第一针织结构(13);以及
385.由合并线的第二线(12)形成的至少一个第二针织物(14)结构。
386.13.根据实例11-12之一所述的鞋面,其中至少一个第一针织结构是垂直浮线插入,使得第一线在针织元件的第一或第二部分的第二横行中形成合并针织结构,使得第一线基本上限于具有至少一个预定特性的第一区。
387.14.根据实例11-13之一所述的鞋面,其中第一、第二或第三部分中的至少一个包含提花针织图案,该提花针织图案包含第一和第二线中的至少一个,并且其中各部分使用针织结构连接。
388.15.根据实例11-13之一所述的鞋面,还包含:
389.至少一根第三线,其中至少一部分包含提花针织结构中的第一、第二或第三线中的至少两根线,使得形成预定设计的至少一部分。
390.16.根据实例11-15之一所述的鞋面,还包含:
391.匹配的鞋面,其中已使用交换添纱、合并、分叉和提花针织中的至少一种来定位线以创建成对的预定设计。
392.17.一种在针织横机上生产成对针织鞋面的方法,其包含:
393.将具有第一特性的第一线和具有第二特性的第二线针织为合并线以形成第一部分,其中第一线是第一主体线,第二线是第一合并线;
394.通过分别使用第一独立进料器和第二独立进料器在包括第一部分和待针织的下一针位置的空间中调节线的位置,来控制鞋面的第二部分中第一和第二线的位置;以及
395.将第一线和第二线作为合并线进行针织以形成第二部分,其中第一线是第二合并线,第二线是第二主体线;
396.其中,线的位置在第一鞋面中产生第一预定设计,在第二鞋面中产生成对的预定设计。
397.18.根据实例17的方法,还包含:
398.通过将第一独立进料器和第二独立进料器定位到包括最后针织位置到待针织的下一针位置的位置来调节线的位置,来控制鞋面的第三部分中第一和第二线的位置;以及
399.使用单独的成圈系统针织第一线和第二线,使得第一线形成第一针织结构,第二线形成第二针织结构。
400.19.根据实例17或18的方法,还包括:
401.在第一、第二、第三部分和/或第四部分中的至少一个中针织至少三根线以创建用于鞋面的双层针织元件;以及
402.在第一、第二、第三和第四部分中的至少一个中使用至少两根线针织提花图案。
403.20.根据实例17-19之一的方法,还包含:
404.在针织横机的控制器中,对每个鞋面的针织元件执行针织程序;以及
405.调整用于第一鞋面的第一预定设计的第一针织图案,以产生确定成对预定设计的成对针织图案。
406.21.根据实例17-20之一的方法,还包含:
407.在鞋面内针织线,使得形成具有预定特性的一个或多个区域;以及
408.其中线各自具有预定特性,其包含弹性、熔融温度、热调节、抗静电、抗菌性、耐磨性、耐切割性、耐热性、耐水性、耐化学性、耐火性、抓地力、导热性、导电性、数据传输、强度、重量、透气性、吸湿排汗能力、防水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性、预定能量吸收和/或发光性中的至少一个。
409.22.一种形成定制鞋面的方法,其包含:
410.在至少一个移动平面中控制第一独立多用途进料器;
411.在至少一个移动平面中控制第二独立进料器;
412.在至少一个移动平面中控制多个针;
413.在至少一个移动平面中控制一个或多个成圈系统;
414.将第一线从第一进料器提供到第一针,使得第一线位于第一钩附近;
415.将第二线从第二进料器提供到第一针,使得第二线位于第一钩中的第一线附近;
416.使用第一和第二线形成第一部分的第一针织结构;
417.控制第一和第二独立进料器,使得第一和第二线分离;
418.分离第一线和第二线;
419.使用第一线形成第二部分的第二针织结构;
420.使用第一线形成第二部分的第一针织结构;
421.使用第二线形成第二部分的第二针织结构;
422.使用第三线形成第二部分的第三针织结构;
423.形成针织元件的第三部分,其包含:
424.对第一、第二和第三线中的至少两根进行添纱;
425.使用至少两根合并线形成第三部分的第一针织结构;以及
426.使用第一、第二或第三线中的至少一个形成第三部分的第二针织结构。
427.23.根据实例22所述的方法,其中第一独立进料器具有第一位置,其与延伸穿过针床的横轴的垂直面成第一角度,第二独立进料器具有第二位置,其与延伸穿过针床的横轴的垂直面成第二角度,其中第一角度和第二角度不同。
428.23.一种包含横编元件的制品,其中针织元件包含:
429.第一部分,其包含至少两根线(11、12),两根线形成合并针织结构(10);
430.第二部分,其包含交换的合并针织结构中的至少两根线;
431.第三部分,其包含:
432.由具有第一预定特性的合并线的第一线(11)形成的至少一个第一针织结构(13);以及
433.由具有第二预定特性的合并线的第二线(12)形成的至少一个第二针织结构(14),与第一针织结构(13)分离;
434.第四部分,其包含以提花针织序列用至少两根线针织的附加线;
435.其中,线的定位创建预定设计。
436.24.根据实例23所述的制品,其中第一和第二线沿着至少一个第一和第二针织结构中的针织横行定位,其方式使得当拉动至少一个第一线和/或第二线中的一部分时,至少一个第一和第二针织结构抑制线定位于其中的针织横行的钩丝和/或拆散。
437.25.根据实例23-24之一所述的制品,其中至少一个第一针织结构包含线圈,并且其中至少一个第二针织结构包含浮线插入、线圈或集圈组织中的至少一个。
438.26.根据实例23-25之一所述的制品,其中第一和第二预定特性中的每一个包含弹性、熔融温度、温度调节、耐磨性、耐切割性、耐热性、耐水性、耐化学性、耐火性、抓地力、导热性、导电性、强度(例如,拉伸强度)、重量、透气性、吸湿排汗能力、拒水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性、能量吸收或发光性中的至少一个。
439.27.根据实例23-26之一所述的制品,其中第一预定特性为第一熔融温度,第二预定特性为第二熔融温度。
440.28.根据实例23-27之一所述的制品,其中第一线的第一熔融温度低于第二线的第二熔融温度,并且其中第二线位于在使用期间经历高水平摩擦的区域。
441.29.根据实例23-28之一所述的制品,其中线沿着至少一个第一和第二针织结构中的针织横行定位,其方式使得当拉动至少一个第一和/或第二线中的一部分被时,至少一个第一和第二针织结构抑制定位于其中的针织横行的钩丝和/或拆散。
442.30.根据实例23-29之一所述的制品,其中第一线和/或第二线在逐针的基础上提供针织元件的第一层和第二层之间的连接。
443.31.根据实例23-30之一所述的制品,其中,所述针织元件包含正面和背面,并且其中第一或第二针织结构中的至少一个定位于背面以产生至少一种三维效果。
444.32.根据实例23-31之一所述的制品,其中针织元件包含:
445.第二部分的第一部分,其包含第一线并且定位于针织元件的正面;以及
446.第二部分的第二部分,其包含第二线并且定位于针织元件的背面;以及
447.其中,至少一个第一针织结构定位于正面,第二针织结构定位于背面,并且其中第二部分的第一部分包含至少一个握持线迹或漏针以创建至少一个三维效果。
448.33.根据实例23-32之一所述的制品,其中第一线和/或第二线提供针织元件的第一部分和第三部分之间的连接。
449.34.根据前述实例所述的制品,其中针织元件的每个部分包含不同的物理性能。
450.35.根据前述实例所述的制品,其中针织元件的第一部分和第三部分包含不同的弹性。
451.36.一种包含双层横编元件的鞋面,其包含:
452.第一部分,其包含至少两根线(11、12),两根线形成合并针织结构(10);以及
453.第二部分,其包含交换的合并针织结构中的至少两根线;
454.第三部分,其包含:
455.至少一个第一针织结构(13),其由在针织元件的第一层上的具有第一预定特性的合并线的第一线(11)形成;以及
456.至少一个第二针织结构(14),其由具有第二预定特性的合并线的第二线(12)形
成,与第一针织结构(13)分离,并且在针织元件的第二层上或针织元件的第一层和第二层之间形成。
457.37.根据实例36所述的鞋面,其中第一和第二预定特性中的每一个包含弹性、熔融温度、耐磨性、耐切割性、耐热性、耐水性、耐化学性、耐火性、抓地力、导热性、导电性、强度(例如,拉伸强度)、重量、透气性、吸湿排汗能力、拒水性、压缩性、收缩性、缓冲性、反射性、绝缘性、耐久性、耐洗性、反应性、发光性中的至少一个。
458.38.根据实例36-37之一所述的鞋面,其中第一预定特性为第一熔融温度,第二预定特性为第二熔融温度。
459.39.根据实例36-38之一所述的鞋面,其中第一线的第一熔融温度低于第二线的第二熔融温度,并且其中第二线位于在使用期间经历高水平摩擦的区域。
460.40.根据实例36-39之一所述的鞋面,其中线沿着至少一个第一和第二针织结构中的针织横行定位,其方式使得当拉动至少一个第一和/或第二线中的一部分被时,至少一个第一和第二针织结构抑制定位于其中的针织横行的钩丝和/或拆散。
461.41.根据实例36-40之一所述的鞋面,其中第一线和/或第二线在逐针的基础上提供针织元件的第一层和第二层之间的连接。
462.42.根据实例36-41之一所述的鞋面,其中第一线和/或第二线提供针织元件的第一部分和第三部分之间的连接。
463.43.根据前述实例所述的鞋面,其中针织元件的第一部分和第三部分包含不同的物理性质。
464.44.根据前述实例的鞋面,其中,针织元件的第一部分和第三部分包含不同的弹性。
465.45.一种形成用于鞋面的针织元件的方法,其包含:
466.使用单独的进料器向针织机提供至少三根线;
467.对至少三根线中的至少第一线和第二线进行添纱;
468.使用合并的第一和第二线形成第一部分的第一针织结构;
469.用至少三根线中的第三线形成第一部分的第二针织结构,与第一针织结构分离;
470.分离第一线和第二线;
471.形成针织元件的第二部分,其包含:
472.使用第一线形成第二部分的第一针织结构;
473.使用第二线形成第二部分的第二针织结构;
474.使用第三线形成第二部分的第三针织结构;
475.形成针织元件的第三部分,其包含:
476.对第一、第二和第三线中的至少两根进行添纱;
477.使用至少两根合并线形成第三部分的第一针织结构;以及
478.使用第一、第二或第三线中的至少一个形成第三部分的第二针织结构。
479.46.根据前述实例所述的方法,其中,第一部分、第二部分和第三部分中的至少一个包含沿着针织横行的至少五个线迹位置。
480.47.根据实例45-46之一所述的方法,其中第一部分、第二部分和第三部分中的至少一个在至少五个线迹位置处包含提花针织图案。
481.48.一种针织元件,其包含:
482.第一部分,其包含:
483.至少三根线,其中至少三根线中的至少第一线和第二线合并并形成第一针织结构;
484.第一部分的第二针织结构,其由至少三根线中的第三线形成,与第一针织结构分离;
485.针织元件的第二部分,其包含:
486.使用第一线的第二部分的第一针织结构;
487.使用第二线的第二部分的第二针织结构;
488.使用第三线的第二部分的第三针织结构;
489.针织元件的第三部分,其包含:
490.由第一、第二和第三线中的至少两个形成的第三部分的第一针织结构;
491.使用第一、第二和第三线中的至少一个的第三部分的第二针织结构。
492.49.根据前述实例所述的针织元件,其中第一部分、第二部分和第三部分中的至少一个包含至少两个线迹位置。
493.50.根据实例48-49之一所述的针织元件,其中第一部分、第二部分和第三部分中的至少一个包含沿着针织横行的至少五个线迹位置。
494.51.根据示例48-50之一所述的针织元件,其中第一针织结构、第二针织结构和/或第三针织结构中的至少一个将第一部分连接到第三部分。
495.52.一种针织鞋面,其包含:
496.包含两个或更多个合并线的第一部分,;
497.两个或更多个合并线分离的分离区;
498.第二部分,其包含:
499.两根或更多根合并线中的第一线形成第一针织结构;
500.两根或更多根合并线中的第二线形成第二针织结构。
501.53.根据前述实例的针织鞋面,其中针织鞋面包含正面和背面,其中第一针织结构形成在针织元件的正面,其中第二针织结构形成在针织元件的背面。
502.54.一种制造用于鞋类制品的针织部件的方法,其包含:
503.用针织机针织鞋面的至少第一部分;
504.将鞋面的第一部分保持在针织机的针上;
505.在鞋面的第一部分保持在针上的同时,用针织机针织第二部分;以及
506.将针织元件的第二部分连接到第一部分。
507.55.根据前述实例的方法,还包含使用机器设置选择性地控制至少两根线的定位。
508.56.根据实例54-55之一所述的方法,其中使用机器设置来控制进料器、沉降片、凸轮或针中的至少一个。
509.57.根据实例54-56之一所述的方法,其中第一或第二部分中的至少一个包含沿着第一方向延伸的第一针织横行和沿着第二针织方向延伸的第二针织横行。
510.58.根据实例54-57之一所述的方法,还包含:
511.向针织机提供第一线和第二线;
512.在针织部件的第一部分中对第一和第二线进行添纱以形成第一合并针织结构;以及
513.将第一线与第二线分离;
514.将第一线提供到第一线保持元件;
515.操纵第一线,使得由第一线形成第二部分的第一针织结构;
516.将第二线提供到第二线保持元件;以及
517.操纵第二线,使得由第二线形成第二部分的第二针织结构。
518.59.一种针织鞋面,其包含:
519.第一区域,其包含:
520.第一部分,其具有合并在一起的第一线和第二线;以及
521.第二区域,其包含:
522.由第一线形成的第一组针织结构;以及
523.由第二线形成的第二组针织结构。
524.60.根据实例59所述的针织鞋面,其中,第一区域包含中足区域,第二区域包含鞋内底区域。
525.61.根据实例60所述的针织鞋面,还包含鞋跟部分,其使用连结、针织、焊接、合并和分叉中的一种或多种连接到鞋内底区域和中足区域中的至少一个。
526.62.根据实例59所述的针织鞋面,还包含在第一区域中的鞋眼区域、鞋跟部分和前套部分中的至少一个,并且其中第一和第二线中的至少一个包含熔融材料。
527.63.一种针织鞋面的方法,其包含:
528.在第一组针织针上针织鞋面的前足部分;
529.将前足部分保持在第一组保持针上;
530.在第二组针织针上针织后跟部分;
531.将后跟部分保持在第二组保持针上;以及
532.将前足部分的至少一部分连接到后跟部分的至少一部分。
533.64.一种用于鞋的可定制针织鞋面,其包含:
534.包含两个或更多个合并线的第一部分;以及
535.第二部分,其包含:
536.第一部分,其包含两个或更多个合并线的第一熔化线;以及
537.第二部分,其包含两个或更多个合并线的第二线。
538.65.根据实例64所述的针织鞋面,其中第二部分的第一部分位于中底或外底附近,第二部分的第二部分位于足部附近。
539.66.根据实施例64-65之一所述的针织鞋面,其中第二线包含缓冲线、透气线或吸湿排汗线中的至少一种。
540.67.根据实例64-66之一所述的针织鞋面,其中第二部分的第一和第二部分在沿着针织横行的一个或多个位置处彼此连接。
541.68.根据实施例64-67之一所述的针织鞋面,还包含第三部分,其中第一和第二线合并,使得形成第二部分的第一和第二部分之间的连接。
542.69.根据实例64-68之一所述的针织鞋面,其中第一部分包含针织鞋面的中足部分
的至少一部分,第二部分包含鞋内底部分的至少一部分。
543.70.一种鞋面,其包含:
544.第一部分,其包含合并在一起的三根或更多根线;
545.第二部分,其包含:
546.第一部分,其包含三根或更多根线中的至少两根线,其中至少两根线合并在一起;以及
547.第二部分,其包含三根或更多根线中的剩余线。
548.71.根据实例70所述的鞋面,还包含第三部分,并且其中三根或更多根线至少包含防水线、吸湿排汗线和熔融线。
549.72.根据实例70-71之一所述的鞋面,其中防水线和吸湿排汗线可合并在一起几个线迹,然后分开五个或十个线迹。当合并丝线时,第三线可以在相对的针床上针织,并且当合并线分开并独立地形成针织结构之后,第三线可以定位于针织的第一和第二部分之间。
550.上述技术中的任何一种可以单独使用或彼此组合使用,以创建具有定制性能的制品。在一些情况下,消费者可能能够选择针织元件的给定区域的性能,例如鞋面。例如,顾客可能能够为鞋面的特定区域选择表现性能和/或设计性能。特别地,用户可以选择纱线的颜色和用于实施的设计,其需要上述技术的组合。例如,交换合并纱线可用于使用具有不同颜色的纱线并在需要特定预定物理和/或视觉性能的区域中与合并和/或分叉相结合来创建特定设计。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1