DSP工艺精细管控-定盘、抛布形状测量装置及其方法与流程
dsp工艺精细管控
‑
定盘、抛布形状测量装置及其方法
技术领域
1.本发明涉及抛布形状测量装置技术领域,具体为dsp工艺精细管控
‑
定盘、抛布形状测量装置及其方法。
背景技术:
2.dsp是尺寸稳定性聚酯纤维的简称,国外对用于子午胎骨架材料的聚酯帘子线/布均冠以dsp。在行业内用作dsp材料的具有高模低收缩性能聚酯工业丝均以hmls冠名。dsp材料抛布是一种复合材料物性较为坚固、多孔聚合物,具有相当高的孔壁硬度,可成功用于对滤光模、各种玻璃、硅片以及砷化镓半导体片进行终道抛光,具有相当长的使用寿命,抛布的耐磨性和极好的表面平整度,可提供带背胶、开槽和其它常用要求。
3.但是布料在生产过程中需要进行裁边切割工作,使dsp的产品规格更加精准,而裁切过程中往往会在生产线上产生较多的线渣粘附在布料上,导致布料移动至其他产线工位时,该工位操作受到影响,从而最终的成品质量无法得到管控,而且抛光布在生产时需要定时进行抽检,传统应用于抛光布形状参数测量的检测方法,布料的测量一般以人工为主,采用手动接触式测量,测量时由测量员拿着测量工具,测量必要的尺寸与角度,在图纸上绘制处轮廓,这使得布料的测量效率较低,人力消耗较大,且长时间的人工操作,使得布料测量的精确度降低,从而造成布料测量的误差增大,进而影响后续的精确加工和实际生产。
技术实现要素:
4.针对现有技术的不足,本发明提供了dsp工艺精细管控
‑
定盘、抛布形状测量装置及其方法,解决了dsp布料生产过程中布料裁切时容易产生较多料渣污染生产线以及人工测量布料形状效率低下、精确度低、无法满足实际生产需求的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:dsp工艺精细管控
‑
定盘、抛布形状测量装置,包括支撑架,所述支撑架的内部两侧分别转动连接有第一传送辊与第二传送辊,所述第一传送辊与第二传送辊的外壁共同套接有传送带,所述支撑架的顶部分别固定连接有防护壳与测量机构,所述测量机构位于防护壳的一侧,且防护壳的底部贯穿支撑架并延伸至内部,所述防护壳的内部固定设置有裁切组件与固定架,且防护壳的顶部一侧固定连接有吸尘组件,所述固定架的内壁转动连接有粘尘辊。
6.所述测量机构包括测量架与滑座,所述滑座固定连接在测量架的顶部,且滑座的内部相对侧壁开设有滑槽,滑槽的内部滑动连接有盖板,所述测量架的顶部设置有若干测量组件,所述测量组件的底端贯穿测量架并延伸至内部,所述测量架的底部两侧固定设置有永久磁铁,所述永久磁铁的正上方均固定设置有电磁铁组件。
7.所述测量组件包括筒体,所述筒体的顶端固定连接有支撑板,且筒体的内部滑动连接有滑柱,且筒体的一侧壁开设有限位通槽,所述滑柱的底端固定连接有固定卡,且滑柱的顶端固定连接有复位弹簧,且滑柱的一侧壁固定设置有限位块,所述固定卡的内部设置有测量笔。
8.所述电磁铁组件包括固定板与压板,所述固定板与压板之间设置有伸缩杆,所述伸缩杆的外壁套设有弹簧,所述弹簧的顶端固定连接在固定板的底部,且弹簧的底端固定连接在压板的顶部。
9.进一步的,所述固定架固定连接在裁切组件的一侧,且固定架的外壁固定连接有若干粘尘刷毛,所述裁切组件包括剪切装置,所述剪切装置的前后两侧壁固定连接有固定块,且剪切装置的左右两侧壁分别固定连接有进料导板与出料导板。
10.进一步的,所述防护壳的顶部分别固定连接有粘尘刷毛与吸尘器,所述粘尘刷毛与吸尘器之间通过管道连接,所述吸尘器通过管道与吸尘组件的内部相连通。
11.进一步的,所述第一传送辊与第二传送辊的一端均贯穿支撑架并固定连接有齿轮,两个所述齿轮通过链条形成转动连接结构,且其中一个所述齿轮的一侧壁固定连接有电动机,所述电动机通过电机架固定连接在支撑架的侧壁上。
12.进一步的,所述支撑架的一侧壁设置有控制开关、检修窗与出纸导板,所述检修窗通过铰链与支撑架转动连接,所述出纸导板与测量机构的内部相连通。
13.进一步的,所述传送带的顶部设置有抛布本体。
14.进一步的,所述吸尘组件包括吸尘箱,所述吸尘箱的底部固定设置有进尘导板,所述进尘导板的一侧壁设置有若干梳齿,所述吸尘箱的一侧壁开设有进尘口。
15.进一步的,所述粘尘辊由电机驱动,且粘尘辊转动时,粘尘刷毛转动形成的圆最小半径与梳齿相交。
16.本发明还公开了dsp工艺精细管控
‑
定盘、抛布形状测量装置的测量方法,具体方法包括以下步骤:
17.步骤一、剪切抛布:首先将成型的抛布本体放置在传送带的上表面,然后启动电动机,电动机带动其中一个齿轮转动,从而在链条的传动下第二传送辊与传送带同步转动,抛布本体被输送进防护壳的内部,此时,抛布本体进入防护壳的一端通过进料导板进入到剪切装置内部被剪切成所需的形状,然后通过出料导板滑出防护壳。
18.步骤二、废料清理:抛布本体进入到防护壳中被剪切,剪切后的成型产品再次落到传送带表面,剪切时在切口处产生的细小废料渣粘附在成型产品表面,在传送带的传送作用下,成型产品进入到粘尘辊的整下方,由于粘尘辊由电机驱动,粘尘刷毛将成型产品表面的废料渣扫起并吸附在粘尘刷毛表面,吸附有废料渣的粘尘刷毛转动过程中通过梳齿之间的缝隙,从而粘尘刷毛上粘附的废料渣被刷下并落在进尘导板表面,由于吸尘器的作用,进尘口位置处产生强大吸力,将进尘导板表面的废料渣吸进吸尘箱内部,并最终通过管道进入到粘尘刷毛中。
19.步骤三、形状测量:剪切完成的产品若需要形状测量时,可将盖板拉出滑座,使测量组件的顶部露出,成型产品移动到传送带的末端时滑落到测量机构上,由于成型抛布本体的自身重力作用,与成型抛布本体所接触的支撑板受到压力向下移动,从而带动滑柱向下移动,位于永久磁铁与电磁铁组件之间设置有绘图纸,测量笔的底端与绘图纸接触并在绘图纸上留下印记。
20.步骤四、绘制轨迹:形状测量结束后可将测量机构顶部的成型产品取走,然后按下控制开关,使电磁铁断电,因此电磁铁失去磁性,在弹簧的弹力作用下压板被拉升,从而绘图纸顶部无压力束缚,可从出纸导板处取出绘图纸,根据绘图纸上的印记可绘制出成型抛
布本体的形状。
21.有益效果
22.本发明提供了dsp工艺精细管控
‑
定盘、抛布形状测量装置及其方法。与现有技术相比具备以下有益效果:
23.1、dsp工艺精细管控
‑
定盘、抛布形状测量装置的打磨方法,抛布本体进入到防护壳中被剪切,剪切后的成型产品再次落到传送带表面,剪切时在切口处产生的细小废料渣粘附在成型产品表面,在传送带的传送作用下,成型产品进入到粘尘辊的整下方,由于粘尘辊由电机驱动,粘尘刷毛将成型产品表面的废料渣扫起并吸附在粘尘刷毛表面,吸附有废料渣的粘尘刷毛转动过程中通过梳齿之间的缝隙,从而粘尘刷毛上粘附的废料渣被刷下并落在进尘导板表面,由于吸尘器的作用,进尘口位置处产生强大吸力,将进尘导板表面的废料渣吸进吸尘箱内部,并最终通过管道进入到粘尘刷毛中,因此能够将成型抛布表面的废料渣清除,便于后期的使用。
24.2、dsp工艺精细管控
‑
定盘、抛布形状测量装置的打磨方法,剪切完成的产品若需要形状测量时,可将盖板拉出滑座,使测量组件的顶部露出,成型产品移动到传送带的末端时滑落到测量机构上,由于成型抛布本体的自身重力作用,与成型抛布本体所接触的支撑板受到压力向下移动,从而带动滑柱向下移动,位于永久磁铁与电磁铁组件之间设置有绘图纸,测量笔的底端与绘图纸接触并在绘图纸上留下印记,电磁铁与永久磁铁相互吸引,能够将绘图纸固定,避免图纸的偏移保证测量组件绘制图形的精确度。
25.3、dsp工艺精细管控
‑
定盘、抛布形状测量装置的打磨方法,测量组件中测量笔与固定卡之间通过卡扣连接,当测量笔损坏或者需要检修时可将其与固定卡分离,重新更换新的测量笔即可。
26.4、dsp工艺精细管控
‑
定盘、抛布形状测量装置的打磨方法,滑柱与筒体之间为滑动连接设计,并且滑柱的顶端设置有复位弹簧,在测量笔下降并且与绘图纸接触时能够起到很好的缓冲作用,避免测量笔的与绘图纸的刚性接触造成的损坏。
附图说明
27.图1为本发明正视结构示意图;
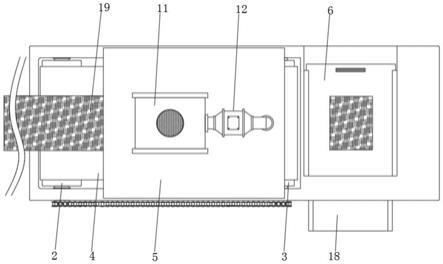
28.图2为本发明俯视结构示意图;
29.图3为本发明测量机构打开状态结构示意图;
30.图4为本发明测量机构剖视结构示意图;
31.图5为本发明测量组件立体结构示意图;
32.图6为本发明测量组件爆炸立体结构示意图;
33.图7为本发明电磁铁组件立体结构示意图;
34.图8为本发明a部分俯视结构示意图;
35.图9为本发明吸尘组件立体结构示意图;
36.图10为本发明b部分放大立体结构示意图。
37.图中:1、支撑架;2、第一传送辊;3、第二传送辊;4、传送带;5、防护壳;6、测量机构;601、测量架;602、滑座;603、盖板;604、测量组件;6041、筒体;6042、支撑板;6043、滑柱;6044、限位通槽;6045、固定卡;6046、复位弹簧;6047、限位块;6048、测量笔;605、永久磁铁;
606、电磁铁组件;6061、固定板;6062、压板;6063、伸缩杆;6064、弹簧;6065、电磁铁;7、裁切组件;701、剪切装置;702、固定块;703、进料导板;704、出料导板;8、固定架;9、吸尘组件;901、吸尘箱;902、进尘导板;903、梳齿;904、进尘口;10、粘尘辊;11、粘尘刷毛;12、吸尘器;13、齿轮;14、链条;15、电动机;16、控制开关;17、检修窗;18、出纸导板板;19、抛布本体。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.请参阅图1
‑
10,本发明提供一种技术方案:dsp工艺精细管控
‑
定盘、抛布形状测量装置,包括支撑架1,支撑架1的内部两侧分别转动连接有第一传送辊2与第二传送辊3,第一传送辊2与第二传送辊3的外壁共同套接有传送带4,支撑架1的顶部分别固定连接有防护壳5与测量机构6,测量机构6位于防护壳5的一侧,且防护壳5的底部贯穿支撑架1并延伸至内部,防护壳5的内部固定设置有裁切组件7与固定架8,且防护壳5的顶部一侧固定连接有吸尘组件9,固定架8的内壁转动连接有粘尘辊10,测量机构6包括测量架601与滑座602,滑座602固定连接在测量架601的顶部,且滑座602的内部相对侧壁开设有滑槽,滑槽的内部滑动连接有盖板603,测量架601的顶部设置有若干测量组件604,测量组件604的底端贯穿测量架601并延伸至内部,测量架601的底部两侧固定设置有永久磁铁605,永久磁铁605的正上方均固定设置有电磁铁组件606,测量组件604包括筒体6041,筒体6041的顶端固定连接有支撑板6042,且筒体6041的内部滑动连接有滑柱6043,且筒体6041的一侧壁开设有限位通槽6044,滑柱6043的底端固定连接有固定卡6045,且滑柱6043的顶端固定连接有复位弹簧6046,且滑柱6043的一侧壁固定设置有限位块6047,固定卡6045的内部设置有测量笔6048,电磁铁组件606包括固定板6061与压板6062,固定板6061与压板6062之间设置有伸缩杆6063,伸缩杆6063的外壁套设有弹簧6064,弹簧6064的顶端固定连接在固定板6061的底部,且弹簧6064的底端固定连接在压板6062的顶部,固定架8固定连接在裁切组件7的一侧,且固定架8的外壁固定连接有若干粘尘刷毛11,裁切组件7包括剪切装置701,剪切装置701的前后两侧壁固定连接有固定块702,且剪切装置701的左右两侧壁分别固定连接有进料导板703与出料导板704,防护壳5的顶部分别固定连接有粘尘刷毛11与吸尘器12,粘尘刷毛11与吸尘器12之间通过管道连接,吸尘器12通过管道与吸尘组件9的内部相连通,第一传送辊2与第二传送辊3的一端均贯穿支撑架1并固定连接有齿轮13,两个齿轮13通过链条14形成转动连接结构,且其中一个齿轮13的一侧壁固定连接有电动机15,电动机15通过电机架固定连接在支撑架1的侧壁上,支撑架1的一侧壁设置有控制开关16、检修窗17与出纸导板18,检修窗17通过铰链与支撑架1转动连接,出纸导板18与测量机构6的内部相连通,传送带4的顶部设置有抛布本体19,吸尘组件9包括吸尘箱901,吸尘箱901的底部固定设置有进尘导板902,进尘导板902的一侧壁设置有若干梳齿903,吸尘箱901的一侧壁开设有进尘口904,粘尘辊10由电机驱动,且粘尘辊10转动时,粘尘刷毛11转动形成的圆最小半径与梳齿903相交。
40.本发明还公开了dsp工艺精细管控
‑
定盘、抛布形状测量装置的测量方法,具体方
法包括以下步骤:
41.步骤一、剪切抛布:首先将成型的抛布本体19放置在传送带4的上表面,然后启动电动机15,电动机15带动其中一个齿轮13转动,从而在链条14的传动下第二传送辊3与传送带4同步转动,抛布本体19被输送进防护壳5的内部,此时,抛布本体19进入防护壳5的一端通过进料导板703进入到剪切装置701内部被剪切成所需的形状,然后通过出料导板704滑出防护壳5。
42.步骤二、废料清理:抛布本体19进入到防护壳5中被剪切,剪切后的成型产品再次落到传送带4表面,剪切时在切口处产生的细小废料渣粘附在成型产品表面,在传送带4的传送作用下,成型产品进入到粘尘辊10的整下方,由于粘尘辊10由电机驱动,粘尘刷毛11将成型产品表面的废料渣扫起并吸附在粘尘刷毛11表面,吸附有废料渣的粘尘刷毛11转动过程中通过梳齿903之间的缝隙,从而粘尘刷毛11上粘附的废料渣被刷下并落在进尘导板902表面,由于吸尘器12的作用,进尘口904位置处产生强大吸力,将进尘导板902表面的废料渣吸进吸尘箱901内部,并最终通过管道进入到粘尘刷毛11中。
43.步骤三、形状测量:剪切完成的产品若需要形状测量时,可将盖板603拉出滑座602,使测量组件604的顶部露出,成型产品移动到传送带4的末端时滑落到测量机构6上,由于成型抛布本体19的自身重力作用,与成型抛布本体19所接触的支撑板6042受到压力向下移动,从而带动滑柱6043向下移动,位于永久磁铁605与电磁铁组件606之间设置有绘图纸,测量笔6048的底端与绘图纸接触并在绘图纸上留下印记。
44.步骤四、绘制轨迹:形状测量结束后可将测量机构6顶部的成型产品取走,然后按下控制开关16,使电磁铁6065断电,因此电磁铁6065失去磁性,在弹簧6064的弹力作用下压板6062被拉升,从而绘图纸顶部无压力束缚,可从出纸导板18处取出绘图纸,根据绘图纸上的印记可绘制出成型抛布本体19的形状。
45.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
46.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1