一种弹性水刺无纺布一步法生产线的制作方法
1.本实用新型涉及无纺布生产设备技术领域,尤其是一种弹性水刺无纺布一步法生产线。
背景技术:
2.弹性水刺无纺布主要用于个人护理行业,比如尿布部件、婴幼儿以及成人一次性护理产品的弹性包边等。目前国内外生产弹性水刺无纺布主要有:一种是利用苯乙烯嵌段共聚物在纺粘法非织造工艺生产线上生产,这种方法由于弹性体的价格昂贵,产品的价格较高,市场的接受能力有限。另一种是将弹性体复合在两层非织造材料中间,生产工艺比较复杂,产品的伸缩性能受到影响。再一种就是采用两步法生产伸缩性非织造材料,第一步是水刺法非织造工艺生产出基材;第二步是利用热收缩整理使产品具有伸缩的功能。此种方法具有生产工艺复杂的问题。
技术实现要素:
3.本实用新型的目的是提供一种弹性水刺无纺布一步法生产线,采用一步法生产弹性水刺无纺布,并且采用圆网均匀烘干设备,可以提高生产效率,并且使得纤维网均匀烘干,提高了产品质量。
4.为解决上述技术问题,本实用新型的目的是这样实现的:
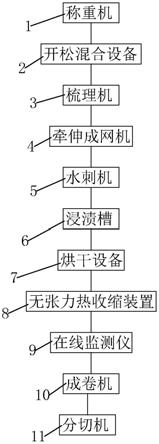
5.本实用新型所涉及的一种弹性水刺无纺布一步法生产线,包括称重机、开松混合设备、梳理机、牵伸成网机、水刺机、浸渍槽、烘干设备、无张力热收缩装置、在线监测仪、成卷机和分切机;
6.所述烘干设备为圆网均匀烘干设备,包括风道壳体,所述风道壳体围成一用于容纳圆网滚筒的容纳腔,所述空纳腔的一侧具有与外界相连通且供水刺无纺布穿过的无纺布通道;所述风道壳体内部设置有风道;所述圆网滚筒包括成筒状的圆网和固定设置于圆网两端的端板;所述圆网滚筒的一端连通有风机,另一端的端板靠近边缘位置沿周向设置有通风孔;所述通风孔与圆网滚筒的内部相连通,并靠近圆网内表面一侧。
7.在上述方案的基础上并作为上述方案的优选方案:所述风机与热交换设备相连接,所述热交换设备用于对空气进行加热,形成用于烘干水刺无纺布的热空气。
8.在上述方案的基础上并作为上述方案的优选方案:所述通风孔的直径为2-4mm。
9.在上述方案的基础上并作为上述方案的优选方案:所述通风孔的数量为40-60个。
10.在上述方案的基础上并作为上述方案的优选方案:所述所述风机与两个热交换设备相连接。
11.本实用新型的有益效果是:本实用新型所涉及的一种弹性水刺无纺布一步法生产线,将无纺布基材的生产和热收缩两步集成在一条生产线上,提高了弹性水刺无纺布的生产效率。并且采用圆网均匀烘干设备,可以提高生产效率,并且使得纤维网均匀烘干,提高了产品质量。
附图说明
12.图1是本实用新型所涉及的生产线示意图;
13.图2是本实用新型所涉及的烘干设备的截面示意图;
14.图3是本实用新型所涉及的烘干设备的工作示意图;
15.图4是设置有通风孔的端板的结构示意图。
16.图中标记说明如下:1-称重机;2-开松混合设备;3-梳理机;4-牵伸成网机;5-水刺机;6-浸渍槽;7-烘干设备;71-风道壳体;711-风道;712-无纺布通道;713-容纳腔;72-圆网滚筒;721-圆网;722-端板;7221-通风孔;73-风机;74-热交换设备;75-烘干设备机壳;8-无张力热收缩装置;9-在线监测仪;10-成卷机;11-分切机。
具体实施方式
17.下面结合附图和具体实施例对本实用新型进一步说明。
18.结合图1至图4,对本实用新型作详细说明。本实用新型所涉及的一种弹性水刺无纺布一步法生产线,包括称重机1、开松混合设备2、梳理机3、牵伸成网机4、水刺机5、浸渍槽6、烘干设备7、无张力热收缩装置8、在线监测仪9、成卷机10和分切机11。
19.该弹性水刺无纺布的原料选用聚酯差别化纤维和涤纶纤维,选用细度为1.5-2丹尼尔(d)、长度为38-51mm的聚酯差别化纤维(或称差别化纤维、或潜在热收缩纤维),即热收缩率在10%-90%的复合纤维,聚酯差别化纤维的横截面为二种聚酯纤维组成的并列型结构,一种为高收缩性聚酯纤维(占聚酯差别化纤维总质量的40-60%),另一种为低收缩性聚酯纤维,聚酯差别化纤维在100-190℃下的热收缩率为10-90%,热收缩率随着温度的提高而增加,涤纶纤维的横截面为单一结构,涤纶纤维的用量为聚酯差别化纤维重量的10-20%,涤沦纤维的规格选用1.5d*38mm或2d*51mm。
20.将原料按照比例经称重机1称重后,通过气流配送系统依次输送至开松混合设备2和梳理机3,梳理成网后,按照产品所需,设定克重,交叉铺网,再输送至牵伸成网机4。通过传输带输送至水刺机5,通过高压射流将纤维加固。再经过成对的轧辊将大部分的水去除,再将无纺布通过浸渍槽6,浸渍功能性助剂,功能性助剂可以是亲水剂,亦可以是拒水剂,使用得无纺布具有亲水或拒水功能,也可以是抗菌等其他的助剂。将浸渍有功能性助剂的无纺布通过轧辊,至所需的带液率。再输送至烘干设备7进行烘干,再输送至无张力热收缩装置8进行曲无张力热收缩,使得无纺布具有弹性。在经过在线监测仪9、成卷机10和分切机11,打包入库。
21.圆网均匀烘干设备,包括风道壳体71。所述风道壳体71围成一用于容纳圆网滚筒72的容纳腔713,所述空纳腔713的一侧具有与外界相连通且供水刺无纺布穿过的无纺布通道712;所述风道壳体71内部设置有风道711;所述圆网滚筒72包括成筒状的圆网721和固定设置于圆网721两端的端板722;所述圆网滚筒72的一端连通有风机73,另一端的端板722靠近边缘位置沿周向设置有通风孔7221;所述通风孔7221与圆网滚筒72的内部相连通,并靠近圆网721内表面一侧。
22.在对经水刺后的水刺无纺布进行烘干,需要穿过该烘干设备,无纺布先从无纺布通道712进行空纳腔713内部,从圆网721的上部绕过,紧贴于圆网721的外表面,绕过圆网721从无纺布通道712穿出,完成水刺无纺布的绕布动作。
23.在实际的水刺无纺布烘干设备中,该均匀烘干设备是置于水刺烘干设备机壳内的,圆网滚筒72均是通过轴承与烘干设备机壳75相连接,并且圆网滚筒72可以转动。圆网滚筒72的一端离烘干设备机壳75较近。在风道711内的热风吹到烘干设备机壳75的位置时,会遭到烘干设备机壳75的阻挡,烘干设备机壳75会给气流一个阻力,使得气流向后运动,从而使得从圆网滚筒72靠近烘干设备机壳75的一端的热空气流量不足,从而向圆网滚筒72内部穿透的热空气亦不足,从而对该端的水刺无纺布的烘干效果不好,使得水刺无纺布在穿出该烘干设备时水刺无纺布两端的含水量具有一定的差异。
24.而在本实施例中,在端板722上开设有若干通风孔7221后,可使得到达烘干设备机壳75的热空气可以从通风孔7221进行圆网滚筒72的内部,并且从该通风孔7221穿透的热空气,在风机73的吸风作用下,可在圆网721的内表面形成气流。在该处气流流动时,可圆网721内表面形成的负压,带动水刺无纺布表面的热空气快速的穿过水刺无纺布和圆网,对水刺无纺布进行烘干,带走水刺无纺布中的水分。
25.进一步的,所述风机73与热交换设备74相连接,所述热交换设备74用于对空气进行加热,形成用于烘干水刺无纺布的热空气。具体的,风机73与两个热交换设备74相连接。
26.进一步的,在本实施例中,通风孔7221的直径为2-4mm。所述通风孔7221的数量为40-60个。通风孔的直径和数量可以根据圆网滚筒2的直径进行调整。在本实施例中,通风孔7221的直径为2mm,通风孔的数量为60个。
27.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1