具有电绣效果的经编网布的制作方法
1.本发明涉及网布技术领域,尤其是涉及的是一种具有电绣效果的经编网布及其制作方法。
背景技术:
2.随着社会经济的发展,人们的审美观也越来越高,通常将电绣应用于鞋面,来增强鞋面的观赏性与趣味性。
3.电绣是指电脑设计的程序通过电绣机来完成,分实心绣、空心绣、包补强绣、走单线、双色绣和绳绣等。电绣类似于人工绣、十字绣,但由于其通过机械来完成。电绣应用于鞋面材料可增强鞋面材料的立体视觉效果,并且可以根据不同的需求,在鞋面上呈现各种别出心裁的设计,为经编鞋面材料增添独特的风格韵味增加观赏性。但是,电绣存在以下缺陷:
4.电绣材料由于是类似于人工绣、十字绣,进行绣纹路的,必然会在电绣网布的反面留下线头,产生线头疵点,为解决该疵点需专门设立个剪线流程;
5.电绣材料反面的线头经过剪线流程,仍会残留浮线严重影响美观。针对该问题需进行贴处理遮盖线头浮线,设立贴合流程需要大量的人力物力进行后加工处理,降低劳动效率,增加成本;
6.电绣工艺在三明治鱼丝产品上进行电绣时,后道工序使用易出现爆纱现象,因为电绣织针工作是类似人工绣、十字绣等进行刺绣的,织针工作会对鱼丝产品鱼丝部造成损伤,在后道工序使用该电绣产品时易出现爆纱现象。为改善爆纱疵点,电绣工艺在鱼丝产品上进行电绣时候上层需垫胶纸、水溶纸,下层需垫衬纸的蜡纸,增加织造成本,例如中国发明专利申请(发明名称为一种发光鞋面制品、其制备方法及其应用,申请公布号为cn109288189a)以提花网布等作为底基,进行电绣,但是其在电绣时需要喷胶或者垫水溶性纸等;
7.电绣机台限制,在进行1ogo排版或织造的时候,电绣工艺只能进行小批量生产设计1ogo 标。
技术实现要素:
8.本发明的其他特征和优点将在随后的说明书中阐述,并且部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书、权利要求书以及其他说明书附图中所特别指出的结构来实现和获得。
9.本发明的目的在于克服上述不足,提供一种具有电绣效果的经编网布,该网布是由高速经编机或高速贾卡机一体编织而成的,该网布包括电绣打底层、电绣提花层和电绣压线层,通过变化缺垫工艺、变化衬纬工艺、变化缺压工艺、变化单面毛圈工艺等进行设计电绣提花层,一部分不做针前垫纱只做针背横移,另一部分在面部进行成圈现场“v”点效果,形成具有电绣效果的经编网布,不会产生线头疵点,可以使用粗狂纱线及功能性纱线来
增强网布材料的立体视觉效果,并且可以根据不同的需求,在网布上结合功能性纱线特性呈现各种别出心裁的设计,为网布材料增添独特的风格韵味,从而增加观赏性。
10.为实现上述目的,本发明的技术解决方案是:一种具有电绣效果的经编网布,包括由机台一体编织而成的网布本体,该网布本体包括电绣打底层、电绣提花层以及电绣压线层。该电绣打底层包括多根第一纱线,多根该第一纱线交叉编织形成该电绣打底层;该电绣提花层编织在该电绣打底层的上方且包括多根第二纱线,多根该第二纱线交叉编织形成具有第一线圈组织的该电绣提花层,该第一线圈组织包括第一成圈线圈组织与第一延展线圈组织;该电绣压线层用于固定该电绣提花层且编织在该电绣提花层的上方或/和下方,该电绣压线层包括多根第三纱线,多根该第三纱线交叉编织形成具有第二成圈线圈组织的该电绣压线层。
11.优选的,该第一延展线圈嵌于该第二成圈线圈组织与该第二成圈线圈组织之间,使得电绣提花层直接衬在电绣压线层形成的第二成圈线圈组织之间,不会对电绣提花层造成损伤,在进行后道工序加工时,不仅没有漏线头疵点,而且可以有效避免爆纱疵点出现。
12.优选的,该第一线圈组织由该第二纱线走变化经编缺垫组织、变化经编衬纬组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合编织而成的,通过变化缺垫工艺、变化衬纬工艺、变化缺压工艺、变化单面毛圈工艺等进行设计电绣提花层,一部分不做针前垫纱只做针背横移,另一部分在面部进行成圈现场“v”点效果,增强了观赏性。
13.优选的,该第二成圈线圈组织由该第三纱线走变化编链组织、变化经平组织、变化经绒组织、变化经锻组织中的一种或两种以上组合编织而成的。
14.优选的,该第二纱线的旦数大于该第一纱线和该第三纱线,通过使用旦数较高的纱线,利用粗狂纱线性质来增强电绣提花层立体感,使得网布的层次更加分明。
15.优选的,该第一纱线为有色纱线或透明纱线,该第二纱线为有色纱线,该第三纱线为透明纱线或弹性纱线。该第一纱线可以使用混色麻色低弹并纱、段染幻彩低弹纱、七彩丝、夜光纱、反光纱等,利用纱线性质来丰富电绣打底层的背景效果;也可以使用透明鱼丝、tpu 单丝、tpee单丝、高强单丝等透明属性纱,不仅可以增强电绣打底层通透的视觉效果,还可以使网布编织的时候具有微弹性增强织物的延伸性。该第二纱线可以使用旦数较高的纱线,利用粗狂纱线性质来增强电绣提花层的立体感,使得网布的层次更加分明;也可以使用混色麻色低弹并纱、段染幻彩低弹纱、七彩丝、夜光纱、反光纱等功能性纱线,利用功能性纱线的特性来改变网布的性质,使网布本身具有了功能性纱线的特殊作用及超强性能;还可以使用透明鱼丝、tpu单丝、tpee单丝、高强单丝等透明属性纱,利用其透明特性可以增强电绣提花层通透的视觉效果,凸显电绣提花层的立体效果,还可以使网布编织的时候具有微弹性增强织物的延伸性。
16.优选的,该电绣打底层编织有若干个透气孔,增强透气性能。
17.优选的,该电绣打底层编织有提花组织。
18.本发明还提供了一种如上文所述的具有电绣效果的经编网布的制作方法,包括以下步骤:
19.梳栉设置步骤:选用高速经编机进行编织,高速经编机至少具有5把梳栉,5把梳栉从前针床至后针床依次设有地梳梳栉gb1、地梳梳栉gb2、地梳梳栉gb3、地梳梳栉gb4、地梳梳栉 gb5;
15%;贾卡梳栉jk1-1整经p-dty150d纱架纱(即第一纱线),纱架1536根纱,p-dty150d纱架纱含量占 15%-25%;贾卡梳栉jk1-2整经p-dty150d纱架纱(即第一纱线),纱架1536根纱,p-dty150d 纱架纱含量占15%-25%;地梳梳栉gb5整经p-dt0.10/1f高强有光(100d/1f)纱线(即第三纱线),6个盘头每个盘头512根纱,p-dt0.10/1f高强有光(100d/1f)含量占14%-19%;地梳梳栉 gb6整经色纱scy-0.2mm高亮双面反光布丝/p-fdy150d/48f有光高强双包纱纱线(即第二纱线),6个盘头每个盘头137根纱,色纱scy-0.2mm高亮双面反光布丝/p-fdy150d/48f有光高强双包纱含量占1%-5%;
28.穿纱步骤:地梳梳栉gb1以间隔穿纱(一穿一空)的方式在高速贾卡机上进行穿纱,地梳梳栉gb2以间隔穿纱(一穿一空)的方式在高速贾卡机上进行穿纱,贾卡梳栉jk1-1以间隔穿纱(一穿一空)的方式在高速贾卡机上进行穿纱,贾卡梳栉jk1-2以间隔穿纱(一穿一空)的方式在高速贾卡机上进行穿纱,地梳梳栉gb5以满穿的方式在高速贾卡机上进行穿纱,地梳梳栉gb6以间隔穿纱(二穿四空一穿三空一穿四空)的方式在高速贾卡机上进行穿纱;地梳梳栉 gb1对应的齿轮送经量1200-2200mm/腊克,地梳梳栉gb2对应的齿轮送经量1200-2200mm/腊克,贾卡梳栉jk1-1对应的齿轮送经量3200-4200mm/腊克,贾卡梳栉jk1-2对应的齿轮送经量 3200-4200mm/腊克,地梳梳栉gb5对应的齿轮送经量1300-3600mm/腊克,地梳梳栉gb6对应的齿轮送经量300-1300mm/腊克;
29.编织步骤:地梳梳栉gb1在后针床上垫纱且走变化经编组织形成第一层纱线,地梳梳栉gb2 在后针床上垫纱且走变化经编组织形成第二层纱线,贾卡梳栉jk1-1在前后针床上垫纱且走变化贾卡组织形成第三层纱线,贾卡梳栉jk1-2在前后针床上垫纱且走变化贾卡组织形成第四层纱线,第一层纱线与第二纱线构成该电绣打底层中的透气孔,第三层纱线与第四层纱线构成该电绣打底层中的提花组织,第一层纱线、第二层纱线、第三层纱线与第四层纱线一起构成该电绣打底层,地梳梳栉gb5在前针床上垫纱且走变化经编组织形成第五层纱线,第五层纱线构成具有第二成圈线圈组织的该电绣压线层,地梳梳栉gb6在前针床上垫纱且走变化经编组织形成第六层纱线,第六层纱线构成具有第一线圈组织的该电绣提花层;
30.该编织步骤中,地梳梳栉gb5走变化重经组织、变化经平组织、变化经绒组织、变化经锻组织中的一种或两种以上组合,地梳梳栉gb6走变化经编缺垫组织、变化经编衬纬组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合。
31.优选的,该穿纱步骤中,地梳梳栉gb6将两条纱线并为一条纱线进行穿纱。
32.通过采用上述的技术方案,本发明的有益效果是:
33.1.本发明的网布是由高速经编机或高速贾卡机一体编织而成的,该网布包括电绣打底层、电绣提花层和电绣压线层,通过变化缺垫工艺、变化衬纬工艺、变化缺压工艺、变化单面毛圈工艺等进行设计电绣提花层,一部分不做针前垫纱只做针背横移,另一部分在面部进行成圈现场“v”点效果,形成具有电绣效果的经编网布,不会产生线头疵点,可以使用粗狂纱线来增强网布材料的立体视觉效果,并且可以根据不同的需求,在网布上结合功能性纱线特性呈现各种别出心裁的设计,为网布材料增添独特的风格韵味,从而增加观赏性。
34.2.本发明通过第一延展线圈嵌于第二成圈线圈组织与该第二成圈线圈组织之间,使得电绣提花层直接衬在电绣压线层形成的第二成圈线圈组织之间,不会对电绣提花层造成损伤,在进行后道工序加工时,不仅没有漏线头疵点,而且可以有效避免爆纱疵点出现。
35.3.与电绣材料工艺相比,本发明通过第一延展线圈嵌于第二成圈线圈组织与该第二成圈线圈组织之间,不需要垫水溶纸与蜡纸工序处理,节省了大量的人力物力,提高劳动效率,降低成本。
36.4.与电绣材料工艺相比,本发明解决了线头残留,去除不必要的后工序加工流程,例如剪线流程、贴合遮盖流程,节省了大量的人力物力,提高劳动效率,降低成本。
37.5.利用经编机特性可以大批量生产具有电绣效果的logo标。
38.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
39.无疑的,本发明的此类目的与其他目的在下文以多种附图与绘图来描述的较佳实施例细节说明后将变为更加显见。
40.为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举一个或数个较佳实施例,并配合所示附图,作详细说明如下。
附图说明
41.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例共同用于解释本发明,并不构成对本发明的限制。
42.在附图中,相同的部件使用相同的附图标记,并且附图是示意性的,并不一定按照实际的比例绘制。
43.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一个或数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
44.图1为本发明具有电绣效果的经编网布的第一剖视图;
45.图2为本发明具有电绣效果的经编网布的第二剖视图;
46.图3为本发明具有电绣效果的经编网布的工艺流程图;
47.图4为本发明具有电绣效果的经编网布的第一实物正面图;
48.图5为本发明具有电绣效果的经编网布的第一实物反面图;
49.图6为本发明具有电绣效果的经编网布的第一实物中电绣提花层的垫纱运动图;
50.图7为本发明具有电绣效果的经编网布的第二实物图;
51.图8为本发明具有电绣效果的经编网布的第二实物中电绣提花层的垫纱运动图。
52.主要附图标记说明:
53.1、电绣打底层;
54.11、第一纱线;
55.12、透气孔;
56.13、提花组织;
57.2、电绣提花层;
58.21、第二纱线;
59.22、第一线圈组织;
60.221、第一成圈线圈组织;222、第一延展线圈组织;
61.3、电绣压线层;
62.31、第三纱线;
63.32、第二成圈线圈组织。
具体实施方式
64.以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以相互结合,所形成的技术方案均在本发明的保护范围之内。
65.同时,在以下说明中,处于解释的目的而阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
66.实施例1
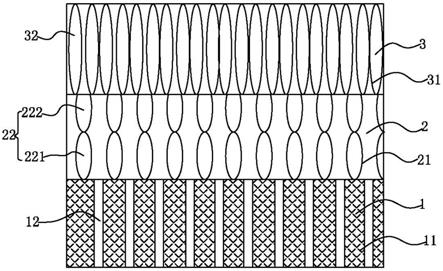
67.参照图1-2,图1为本发明具有电绣效果的经编网布的第一剖视图;图2为本发明具有电绣效果的经编网布的第二剖视图。
68.本实施例提供了一种具有电绣效果的经编网布,包括由高速经编机或高速贾卡机一体编织而成的网布本体。该网布本体包括电绣打底层1、电绣提花层2以及用于固定该电绣提花层2 的电绣压线层3。该电绣提花层2编织在该电绣打底层1的上方,该电绣压线层3编织在该电绣提花层2的上方或/和下方。
69.该电绣打底层1包括多根第一纱线11,多根该第一纱线11交叉编织形成该电绣打底层1。
70.该电绣提花层2包括多根第二纱线21,多根该第二纱线21交叉编织形成该电绣提花层2。该电绣提花层2具有第一线圈组织22,该第一线圈组织22包括第一成圈线圈组织221与第一延展线圈组织222。该第一线圈组织22由该第二纱线21走变化经编缺垫组织、变化经编衬纬组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合编织而成的,通过变化缺垫工艺、变化衬纬工艺、变化缺压工艺、变化单面毛圈工艺等进行设计电绣提花层2,一部分不做针前垫纱只做针背横移,另一部分在面部进行成圈现场“v”点效果,增强了观赏性。
71.该电绣压线层3包括多根第三纱线31,多根该第三纱线31交叉编织形成该电绣压线层3,该电绣压线层3具有第二成圈线圈组织32。该第二成圈线圈组织32由该第三纱线31走变化编链组织、变化经平组织、变化经绒组织、变化经锻组织中的一种或两种以上组合编织而成的。
72.该第一延展线圈嵌于该第二成圈线圈组织32与该第二成圈线圈组织32之间,使得电绣提花层2直接衬在电绣压线层3形成的第二成圈线圈组织32之间,不会对电绣提花层2造成损伤,在进行后道工序加工时,不仅没有漏线头疵点,而且可以有效避免爆纱疵点出现。
73.该第二纱线21的旦数大于该第一纱线11和该第三纱线31,通过使用旦数较高的纱线,利用粗狂纱线性质来增强电绣提花层2立体感,使得网布的层次更加分明。
74.该第一纱线11为有色纱线或透明纱线,该第二纱线21为有色纱线,该第三纱线31
为透明纱线或弹性纱线。该第一纱线11可以使用混色麻色低弹并纱、段染幻彩低弹纱、七彩丝、夜光纱、反光纱等,利用纱线性质来丰富电绣打底层1的背景效果;也可以使用透明鱼丝、tpu 单丝、tpee单丝、高强单丝等透明属性纱,不仅可以增强电绣打底层1通透的视觉效果,还可以使网布编织的时候具有微弹性增强织物的延伸性。该第二纱线21可以使用旦数较高的纱线,利用粗狂纱线性质来增强电绣提花层2的立体感,使得网布的层次更加分明;也可以使用混色麻色低弹并纱、段染幻彩低弹纱、七彩丝、夜光纱、反光纱等功能性纱线,利用功能性纱线的特性来改变网布的性质,使网布本身具有了功能性纱线的特殊作用及超强性能;还可以使用透明鱼丝、tpu单丝、tpee单丝、高强单丝等透明属性纱,利用其透明特性可以增强电绣提花层2通透的视觉效果,凸显电绣提花层2的立体效果,还可以使网布编织的时候具有微弹性增强织物的延伸性。
75.该电绣打底层1编织有若干个透气孔12,增强透气性能。
76.该电绣打底层1编织有提花组织13。
77.实施例2
78.参照图3-6,图3为本发明具有电绣效果的经编网布的工艺流程图;图4为本发明具有电绣效果的经编网布的第一实物正面图;图5为本发明具有电绣效果的经编网布的第一实物反面图;图6为本发明具有电绣效果的经编网布的第一实物中电绣提花层的垫纱运动图。
79.本实施例提供了一种如上文所述的具有电绣效果的经编网布的制作方法,包括以下步骤:
80.s1.梳栉设置
81.选用高速经编机进行编织,高速经编机至少具有4把梳栉,4把梳栉从前针床至后针床依次设有地梳梳栉gb1、地梳梳栉gb2、地梳梳栉gb3、地梳梳栉gb4。
82.s2.整经
83.地梳梳栉gb1整经p-dty75d/72f cd有光白低弹轻网/p-dty75d/72f涤纶低弹轻网(空包 03y01#s50)(即第一纱线11),6个盘头每个盘头357根纱,p-dty75d/72f cd有光白低弹轻网 /p-dty75d/72f涤纶低弹轻网(空包03y01#s50)含量占25%-35%;
84.地梳梳栉gb2整经p-dty150d/48f半光白低弹轻网/p-dty150d/48f cd有光白低弹轻网(空包03y01#s60)纱线(即第一纱线11),6个盘头每个盘头357根纱,p-dty150d/48f半光白低弹轻网/p-dty150d/48f cd有光白低弹轻网(空包03y01#s60)含量占25%-35%;
85.地梳梳栉gb3整经n-fdy280d/72f锦纶半光纱线(即第二纱线21),6个盘头每个盘头238 根纱,n-fdy280d/72f锦纶半光含量占15%-25%;
86.地梳梳栉gb4整经p-dt0.10/1f透明(100d/1f)纱线(即第三纱线31),6个盘头每个盘头 476根纱,p-dt0.10/1f透明(100d/1f))含量占6%-16%。
87.s3.穿纱
88.地梳梳栉gb1以三穿一空的方式在高速经编机上进行穿纱;
89.地梳梳栉gb2以三穿一空的方式在高速经编机上进行穿纱;
90.地梳梳栉gb3以一穿三空的方式在高速经编机上进行穿纱;
91.地梳梳栉gb4以满穿的方式在高速经编机上进行穿纱;
92.地梳梳栉gb1对应的齿轮送经量2000-3000mm/腊克;
93.地梳梳栉gb2对应的齿轮送经量2000-3000mm/腊克;
94.地梳梳栉gb3对应的齿轮送经量350-1350mm/腊克;
95.地梳梳栉gb4对应的齿轮送经量2000-3000mm/腊克;
96.s4.编织
97.地梳梳栉gb1在单针床上垫纱且走经编网眼组织(1-0/1-2)*4/(3-4/3-2)*4//形成第一层纱线;地梳梳栉gb2在单针床上垫纱且走经编网眼组织(3-4/3-2)*4/(1-0/1-2)*4// 形成第二层纱线,地梳梳栉gb1、地梳梳栉gb2垫纱运动走向相反,且结合梳栉空穿穿纱变化,形成网孔纹路效果,增强网布的透气性;第一层纱线、第二纱线21与第三纱线31一起构成具有透气孔12的该电绣打底层1。
98.地梳梳栉gb3在单针床上垫纱且走经编衬纬组织
99.3-3/6-6/2-2/6-6/3-3/4-4/3-3/5-5/3-3/0-0/4-4/0-0/3-3/0-0/2-2/4-4//形成第三层纱线,第三层纱线构成具有第一线圈组织22的该电绣提花层2。此外,地梳梳栉gb3还可以走走变化经编缺垫组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合。
100.地梳梳栉gb4在单针床上垫纱且走经编编链组织1-0/0-1//形成第四层纱线,第四层纱线构成具有第二成圈线圈组织32的该电绣压线层3,起固定电绣提花层2的作用,使位于第四层电绣提花层2的变化衬纬提花梳,不因衬纬组织不做针钩前垫纱,只做针背横移的特性而自然脱层。此外,地梳梳栉gb5还可以走变化编链组织、变化经平组织、变化经锻组织中的一种或两种以上组合。
101.其中,该穿纱步骤中,地梳梳栉gb4将两条纱线并为一条进行穿纱。
102.本实施例采用具有4把梳栉的高速经编机来编织具有电绣效果的经编网布,地梳梳栉gb1、地梳梳栉gb2垫纱且走变化经编组织形成电绣打底层1,地梳梳栉gb3垫纱且走变化经编组织形成电绣提花层2,地梳梳栉gb4垫纱且走变化经编组织形成电绣压线层3,其中,地梳梳栉gb1 与地梳梳栉gb2走经编网眼组织且两把梳栉采用相反方向的垫纱运动结合梳栉空穿穿纱变化,形成网孔纹路效果,增强网布的透气性,地梳梳栉gb3走走变化经编衬纬组织且结合梳栉空穿穿纱变化可以根据设计需要任意搭配组织设计提花效果,地梳梳栉gb4走经编编链组织,起固定电绣提花层2的作用,使位于第四层电绣提花层2的变化衬纬提花梳,不因衬纬组织不做针钩前垫纱,只做针背横移的特性而自然脱层,从而增强经编网布的立体视觉效果,并且可以根据不同的需求,在经编网布上结合功能性纱线特性呈现各种别出心裁的设计,为经编网布增添独特的风格韵味,增加观赏性,与电绣材料工艺相比,本实施例解决了线头残留的问题,去除了不必要的后工序加工流程(例如剪线流程、贴合遮盖流程等),节省了大量的人力物力,提高生产效率,降低生产成本。
103.实施例3
104.参照图3-6,图3为本发明具有电绣效果的经编网布的工艺流程图;图4为本发明具有电绣效果的经编网布的第一实物正面图;图5为本发明具有电绣效果的经编网布的第一实物反面图;图6为本发明具有电绣效果的经编网布的第一实物中电绣提花层的垫纱运动图。
105.本实施例提供了一种如上文所述的具有电绣效果的经编网布的制作方法,包括以下步骤:
106.s1.梳栉设置
107.选用高速经编机进行编织,高速经编机至少具有6把梳栉,6把梳栉从前针床至后针床依次设有地梳梳栉gb1、地梳梳栉gb2、地梳梳栉gb3、地梳梳栉gb4、地梳梳栉gb5、地梳梳栉gb6。
108.s2.整经
109.地梳梳栉gb1整经p-fdy72d/36f有光纱线(即第一纱线11),6个盘头每个盘头476根纱, p-fdy72d/36f有光含量占5%-15%;
110.地梳梳栉gb2整经p-dty150d/48f半光白低弹轻网/p-dty150d/48f cd有光白低弹轻网(空包03y01#s60)纱线(即第一纱线11),6个盘头每个盘头238根纱,p-dty150d/48f半光白低弹轻网/p-dty150d/48f cd有光白低弹轻网(空包03y01#s60)含量占20%-30%;
111.地梳梳栉gb3整经p-dty150d/48f半光白低弹轻网/p-dty150d/48f cd有光白低弹轻网(空包03y01#s60)纱线(即第一纱线11),6个盘头每个盘头238根纱,p-dty150d/48f半光白低弹轻网/p-dty150d/48f cd有光白低弹轻网(空包03y01#s60)含量占20%-30%;
112.地梳梳栉gb4整经p-dty150d/48f黑低弹轻网+p-dty150d/96f cd白低弹轻网(整经合整1黑1cd),6 个盘头每个盘头190根纱,p-dty150d/48f黑低弹轻网+p-dty150d/96f cd白低弹轻网(整经合整1黑1cd) 含量占5%-10%;
113.地梳梳栉gb5整经p-dty150d/48f黑低弹轻网+p-dty150d/96f cd白低弹轻网(整经合整1黑1cd),6 个盘头每个盘头190根纱,p-dty150d/48f黑低弹轻网+p-dty150d/96f cd白低弹轻网(整经合整1黑1cd) 含量占5%-10%;
114.地梳梳栉gb6整经p-dt0.10/1f透明(100d/1f)纱线(即第三纱线31),6个盘头每个盘头 238根纱,p-dt0.10/1f透明(100d/1f))含量占20%-30%。
115.s3.穿纱
116.地梳梳栉gb1以满穿的方式在高速经编机上进行穿纱;
117.地梳梳栉gb2以一穿一空的方式在高速经编机上进行穿纱;
118.地梳梳栉gb3以一穿一空的方式在高速经编机上进行穿纱;
119.地梳梳栉gb4以二穿八空的方式在高速经编机上进行穿纱;
120.地梳梳栉gb5以二穿八空的方式在高速经编机上进行穿纱;
121.地梳梳栉gb6以满穿的方式在高速经编机上进行穿纱;
122.地梳梳栉gb1对应的齿轮送经量1200-2200mm/腊克;
123.地梳梳栉gb2对应的齿轮送经量2000-3000mm/腊克;
124.地梳梳栉gb3对应的齿轮送经量2000-3000mm/腊克;
125.地梳梳栉gb4对应的齿轮送经量350-1350mm/腊克;
126.地梳梳栉gb5对应的齿轮送经量350-1350mm/腊克;
127.地梳梳栉gb6对应的齿轮送经量2000-3000mm/腊克。
128.s4.编织
129.地梳梳栉gb1在单针床上垫纱且走经编编链组织1-0/0-1//形成第一层纱线,起固定经向延伸作用,增强网布的抗变形性;地梳梳栉gb2在单针床上垫纱且走经编经绒组织1-0/2-3// 形成第二层纱线,地梳梳栉gb3在单针床上垫纱且走经编经绒组织2-3/1-0//形成第三层纱线,地梳梳栉gb2、地梳梳栉gb3垫纱运动走向相反,且结合梳栉空穿穿纱变化,形
成小网孔纹路效果,增强网布的透气性;第一层纱线、第二纱线21与第三纱线31一起构成具有透气孔12的该电绣打底层1。
130.地梳梳栉gb4在单针床上垫纱且走变化经编衬纬组织
131.0-0/4-4/0-0/3-3/0-0/2-2/4-4/3-3/6-6/2-2/6-6/3-3/4-4/3-3/5-5/3-3//形成第四层纱线,第四层纱线构成具有第一线圈组织22的该电绣提花层2。此外,地梳梳栉gb4还可以走走变化经编缺垫组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合。
132.地梳梳栉gb5在单针床上垫纱且走变化经编衬纬组织
133.3-3/1-1/3-3/6-6/2-2/6-6/3-3/6-6/4-4/3-3/4-4/0-0/4-4/0-0/3-3/2-2//形成第五层纱线,第五层纱线构成具有第一线圈组织22的该电绣提花层2。此外,地梳梳栉gb5还可以走走变化经编缺垫组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合。
134.地梳梳栉gb6在单针床上垫纱且走经编经绒组织1-0/2-3//形成第六层纱线,第六层纱线构成具有第二成圈线圈组织32的该电绣压线层3,起固定电绣提花层2的作用,使位于第四、五层电绣提花层2的变化衬纬提花梳,不因衬纬组织不做针钩前垫纱,只做针背横移的特性而自然脱层。此外,地梳梳栉gb6还可以走变化编链组织、变化经平组织、变化经锻组织中的一种或两种以上组合。
135.其中,该穿纱步骤中,地梳梳栉gb4、地梳梳栉gb5将两条纱线并为一条进行穿纱。
136.本实施例采用具有6把梳栉的高速经编机来编织具有电绣效果的经编网布,地梳梳栉gb1、地梳梳栉gb2、地梳梳栉gb3垫纱且走变化经编组织形成电绣打底层1,地梳梳栉gb4、地梳梳栉gb5垫纱且走变化经编组织形成电绣提花层2,地梳梳栉gb6垫纱且走变化经编组织形成电绣压线层3,其中,地梳梳栉gb1走经编编链组织1-0/0-1//,起固定经向延伸作用,增强经编网布的抗变形性,地梳梳栉gb2与地梳梳栉gb3走经编经绒组织且两把梳栉采用相反方向的垫纱运动结合梳栉空穿穿纱变化,形成小网孔纹路效果,增强网布的透气性,地梳梳栉gb4、地梳梳栉gb5走变化经编衬纬组织且结合梳栉空穿穿纱变化可以根据设计需要任意搭配组织设计提花效果,地梳梳栉gb6走经编经绒组织,起固定电绣提花层2的作用,使位于第四、五层电绣提花层2的变化衬纬提花梳,不因衬纬组织不做针钩前垫纱,只做针背横移的特性而自然脱层,从而增强经编网布的立体视觉效果,并且可以根据不同的需求,在经编网布上结合功能性纱线特性呈现各种别出心裁的设计,为经编网布增添独特的风格韵味,增加观赏性,与电绣材料工艺相比,本实施例解决了线头残留的问题,去除了不必要的后工序加工流程(例如剪线流程、贴合遮盖流程等),节省了大量的人力物力,提高生产效率,降低生产成本。
137.实施例4
138.参照图3-6,图3为本发明具有电绣效果的经编网布的工艺流程图;图4为本发明具有电绣效果的经编网布的第一实物正面图;图5为本发明具有电绣效果的经编网布的第一实物反面图;图6为本发明具有电绣效果的经编网布的第一实物中电绣提花层的垫纱运动图。
139.本实施例提供了一种如上文所述的具有电绣效果的经编网布的制作方法,包括以下步骤:
140.s1.梳栉设置
141.选用高速经编机进行编织,高速经编机至少具有6把梳栉,6把梳栉从前针床至后针床依次设有地梳梳栉gb1、地梳梳栉gb2、地梳梳栉gb3、地梳梳栉gb4、地梳梳栉gb5、地梳梳栉gb6。
142.s2.整经
143.地梳梳栉gb1整经p-fdy72d/36f有光纱线(即第一纱线11),6个盘头每个盘头476根纱, p-fdy72d/36f有光含量占5%-15%;
144.地梳梳栉gb2整经p-dty75d/72f cd有光白低弹轻网/p-dty75d/72f涤纶低弹轻网(空包 03y01#s50)纱线(即第一纱线11),6个盘头每个盘头238根纱,p-dty75d/72f cd有光白低弹轻网/p-dty75d/72f涤纶低弹轻网(空包03y01#s50)含量占28%-38%;
145.地梳梳栉gb3整经p-dty75d/72f cd有光白低弹轻网/p-dty75d/72f涤纶低弹轻网(空包 03y01#s50)纱线(即第一纱线11),6个盘头每个盘头238根纱,p-dty75d/72f cd有光白低弹轻网/p-dty75d/72f涤纶低弹轻网(空包03y01#s50)含量占28%-38%;
146.地梳梳栉gb4整经n-fdy280d/72f锦纶半光纱线(即第二纱线21),6个盘头每个盘头119 根纱,n-fdy280d/72f锦纶半光含量占5%-15%;
147.地梳梳栉gb5整经n-fdy280d/72f锦纶半光纱线(即第二纱线21),6个盘头每个盘头119 根纱,n-fdy280d/72f锦纶半光含量占5%-15%;
148.地梳梳栉gb6整经p-dt0.10/1f透明(100d/1f)纱线(即第三纱线31),6个盘头每个盘头 476根纱,p-dt0.10/1f透明(100d/1f))含量占6%-16%;
149.s3.穿纱
150.地梳梳栉gb1以满穿的方式在高速经编机上进行穿纱;
151.地梳梳栉gb2以一穿一空的方式在高速经编机上进行穿纱;
152.地梳梳栉gb3以一穿一空的方式在高速经编机上进行穿纱;
153.地梳梳栉gb4以一穿七空的方式在高速经编机上进行穿纱;
154.地梳梳栉gb5以一穿七空的方式在高速经编机上进行穿纱;
155.地梳梳栉gb6以满穿的方式在高速经编机上进行穿纱;
156.地梳梳栉gb1对应的齿轮送经量1200-2200mm/腊克;
157.地梳梳栉gb2对应的齿轮送经量2000-3000mm/腊克;
158.地梳梳栉gb3对应的齿轮送经量2000-3000mm/腊克;
159.地梳梳栉gb4对应的齿轮送经量350-1350mm/腊克;
160.地梳梳栉gb5对应的齿轮送经量350-1350mm/腊克;
161.地梳梳栉gb6对应的齿轮送经量2000-3000mm/腊克;
162.s4.编织
163.地梳梳栉gb1在后针床上垫纱且走经编编链组织1-0/0-1//形成第一层纱线,起固定经向延伸作用,增强网布的抗变形性;地梳梳栉gb2在后针床上垫纱且走经编经绒组织1-0/2-3// 形成第二层纱线,地梳梳栉gb3在后针床上垫纱且走经编经绒组织2-3/1-0//形成第三层纱线,地梳梳栉gb2、地梳梳栉gb3垫纱运动走向相反,且结合梳栉空穿穿纱变化,形成小网孔纹路效果,增强网布的透气性;第一层纱线、第二纱线21与第三纱线31一起构成具有透气孔12的该电绣打底层1。
164.地梳梳栉gb4在单针床上垫纱且走变化经编衬纬组织
165.0-0/4-4/3-3/4-4/3-3/4-4/3-3/3-3/7-7/7-7/3-3/4-4//形成第四层纱线,第四层纱线构成具有第一线圈组织22的该电绣提花层2。此外,地梳梳栉gb4还可以走走变化经编缺垫组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合。
166.地梳梳栉gb5在单针床上垫纱且走变化经编衬纬组织
167.3-3/3-4/7-7/7-7/3-3/4-4/0-0/4-4/3-3/4-4/3-3/4-4//形成第五层纱线,第五层纱线构成具有第一线圈组织22的该电绣提花层2。此外,地梳梳栉gb5还可以走走变化经编缺垫组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合。
168.地梳梳栉gb6在单针床上垫纱且走经编经平组织1-0/1-2//形成第六层纱线,构成具有第二成圈线圈组织32的该电绣压线层3,起固定电绣提花层2的作用,使位于第四、五层电绣提花层2的变化衬纬提花梳,不因衬纬组织不做针钩前垫纱,只做针背横移的特性而自然脱层。此外,地梳梳栉gb6还可以走变化编链组织、变化经平组织、变化经锻组织中的一种或两种以上组合。
169.其中,该穿纱步骤中,地梳梳栉gb4、地梳梳栉gb5将两条纱线并为一条进行穿纱。
170.本实施例采用具有6把梳栉的高速经编机来编织具有电绣效果的经编网布,地梳梳栉gb1、地梳梳栉gb2、地梳梳栉gb3垫纱且走变化经编组织形成电绣打底层1,地梳梳栉gb4、地梳梳栉gb5垫纱且走变化经编组织形成电绣提花层2,地梳梳栉gb6垫纱且走变化经编组织形成电绣压线层3,其中,地梳梳栉gb1走经编编链组织1-0/0-1//,起固定经向延伸作用,增强经编网布的抗变形性,地梳梳栉gb2与地梳梳栉gb3走经编经绒组织且两把梳栉采用相反方向的垫纱运动结合梳栉空穿穿纱变化,形成小网孔纹路效果,增强网布的透气性,地梳梳栉gb4、地梳梳栉gb5走变化经编衬纬组织且结合梳栉空穿穿纱变化可以根据设计需要任意搭配组织设计提花效果,地梳梳栉gb6走经编经平组织,起固定电绣提花层2的作用,使位于第四、五层电绣提花层2的变化衬纬提花梳,不因衬纬组织不做针钩前垫纱,只做针背横移的特性而自然脱层,从而增强经编网布的立体视觉效果,并且可以根据不同的需求,在经编网布上结合功能性纱线特性呈现各种别出心裁的设计,为经编网布增添独特的风格韵味,增加观赏性,与电绣材料工艺相比,本实施例解决了线头残留的问题,去除了不必要的后工序加工流程(例如剪线流程、贴合遮盖流程等),节省了大量的人力物力,提高生产效率,降低生产成本。
171.实施例5
172.参照图3、7-8,图3为本发明具有电绣效果的经编网布的工艺流程图;图7为本发明具有电绣效果的经编网布的第二实物图;图8为本发明具有电绣效果的经编网布的第二实物中电绣提花层的垫纱运动图。
173.本实施例提供了一种如上文所述的具有电绣效果的经编网布的制作方法,包括以下步骤:
174.s1.梳栉设置
175.选用高速贾卡机进行编织,高速贾卡机至少具有6把梳栉,6把梳栉从前针床至后针床依次设有地梳梳栉gb1、地梳梳栉gb2、贾卡梳栉jk1-1、贾卡梳栉jk1-2、地梳梳栉gb5、地梳梳栉gb6。
176.s2.整经
177.地梳梳栉gb1整经p-dty150d/48f半光环保低弹轻网(recycle)纱线(即第一纱线11), 6个盘头每个盘头256根纱,p-dty150d/48f半光环保低弹轻网(recycle)含量占5%-15%。
178.地梳梳栉gb2整经p-dty150d/48f半光环保低弹轻网(recycle)纱线(即第一纱线11), 6个盘头每个盘头256根纱,p-dty150d/48f半光环保低弹轻网(recycle)含量占5%-15%。
179.贾卡梳栉jk1-1整经p-dty150d纱架纱(即第一纱线11),纱架1536根纱,p-dty150d纱架纱含量占15%-25%。
180.贾卡梳栉jk1-2整经p-dty150d纱架纱(即第一纱线11),纱架1536根纱,p-dty150d纱架纱含量占15%-25%。
181.地梳梳栉gb5整经p-dt0.10/1f高强有光(100d/1f)纱线(即第三纱线31),6个盘头每个盘头512根纱,p-dt0.10/1f高强有光(100d/1f)含量占14%-19%。
182.地梳梳栉gb6整经色纱scy-0.2mm高亮双面反光布丝/p-fdy150d/48f有光高强双包纱纱线 (即第二纱线21),6个盘头每个盘头137根纱,色纱scy-0.2mm高亮双面反光布丝 /p-fdy150d/48f有光高强双包纱含量占1%-5%。
183.s3.穿纱
184.地梳梳栉gb1以一穿一空的方式在高速贾卡机上进行穿纱;
185.地梳梳栉gb2以一穿一空的方式在高速贾卡机上进行穿纱;
186.贾卡梳栉jk1-1以一穿一空的方式在高速贾卡机上进行穿纱;
187.贾卡梳栉jk1-2以一穿一空的方式在高速贾卡机上进行穿纱;
188.地梳梳栉gb5以满穿的方式在高速贾卡机上进行穿纱;
189.地梳梳栉gb6以二穿四空一穿三空一穿四空的方式在高速贾卡机上进行穿纱;
190.地梳梳栉gb1对应的齿轮送经量1200-2200mm/腊克;
191.地梳梳栉gb2对应的齿轮送经量1200-2200mm/腊克;
192.贾卡梳栉jk1-1对应的齿轮送经量3200-4200mm/腊克;
193.贾卡梳栉jk1-2对应的齿轮送经量3200-4200mm/腊克;
194.地梳梳栉gb5对应的齿轮送经量1300-2900mm/腊克;
195.地梳梳栉gb6对应的齿轮送经量300-1300mm/腊克。
196.s4.编织
197.1.地梳梳栉gb1在后针床上垫纱且走变化经编组织1-0/1-2/1-0/2-3/2-1/2-3//形成第一层纱线,地梳梳栉gb2在后针床上垫纱且走变化经编组织2-3/2-1/2-3/1-0/1-2/1-0//形成第二层纱线,地梳梳栉gb1与地梳梳栉gb2不完全穿经并配以一定的垫纱方式,使相邻纵行间在局部失去联系,以此形成一定大小、形状和分布规律的网孔组织,从而在织物中形成网眼,有利于增加网布的透气性及美观性;贾卡梳栉jk1-1在前后针床上垫纱且走变化贾卡组织形成第三层纱线,贾卡梳栉jk1-2在前后针床上垫纱且走变化贾卡组织形成第四层纱线,第一层纱线与第二纱线21构成该电绣打底层1中的透气孔12,第三层纱线与第四层纱线构成该电绣打底层1中的提花组织13,贾卡梳栉jk1-1、贾卡梳栉jk1-2均走变化贾卡组织1-0/1-0/1-2/1-2//,在前针床和后针床依次交替垫纱成圈结合贾卡针偏移形成新颖丰富的花纹效果,进行设计经编鞋型及公版花纹,例如结合贾卡电信号偏针形成2-1/2-1/
1-2/1-2//在前针床和后针床依次交替垫纱成圈结合进行设计经编网布轮廓,并起到连接的作用,使得经编网布不脱层(参照图7中的(1)部分),结合贾卡电信号偏针形成1-0/1-1/1-2/2-2//在前针床垫纱成圈结合形成经平组织,进行设计填充设计花纹效果(参照图7中的(2)部分),结合贾卡电信号偏针形成2-1/1-1/1-2/2-2//在前针床垫纱成圈结合形成编链组织,进行设计填充设计花纹效果 (参照图7中的(3)部分);第一层纱线、第二层纱线、第三层纱线与第四层纱线一起构成该电绣打底层1。
198.地梳梳栉gb5在前针床或/和后针床上垫纱且走经编重经组织0-2/2-0//形成第五层纱线,第五层纱线构成具有第二成圈线圈组织32的该电绣压线层3,地梳梳栉gb5结合透明高强纱线的特性起固定电绣提花层2作用,使位于第六层电绣提花层2的变化衬纬提花梳,不因衬纬组织不做针钩前垫纱,只做针背横移的特性而自然脱层。此外,地梳梳栉gb5走变化重经组织、变化经平组织、变化经绒组织、变化经锻组织中的一种或两种以上组合。
199.地梳梳栉gb6在前针床上垫纱且走经编变化衬纬组织
200.0-0/1-1/2-2/3-3/4-4/5-5/6-6/7-7/8-8/9-9/10-10/11-11/12-12/13-13/14-14/12-12/13-1 3/11-11/12-12/10-10/11-11/9-9/10-10/11-11/12-12/11-11/10-10/9-9/8-8/7-7/6-6/5-5/ 4-4/3-3/2-2/1-1//形成第六层纱线,第六层纱线构成具有第一线圈组织22的该电绣提花层2。此外,地梳梳栉gb6走变化经编缺垫组织、变化经编衬纬组织、变化缺压经编组织、变化单面毛圈组织中的一种或两种以上组合。
201.在该穿纱步骤中,地梳梳栉gb6将两条纱线并为一条纱线进行穿纱。
202.本实施例采用具有6把梳栉的高速贾卡机来编织具有电绣效果的经编网布,地梳梳栉gb1、地梳梳栉gb2垫纱且走变化经编组织形成电绣打底层1中的透气孔12,贾卡梳栉jk1-1、贾卡梳栉jk1-2垫纱且走变化贾卡组织形成电绣打底层1中的提花组织13,地梳梳栉gb1、地梳梳栉gb2 与贾卡梳栉jk1-1、贾卡梳栉jk1-2一起垫纱形成电绣打底层1;地梳梳栉gb6垫纱且走经编变化衬纬组织形成电绣提花层2;地梳梳栉gb5垫纱且走变化经编组织形成电绣压线层3,其用于固定电绣提花层2,使位于第六层电绣提花层2的变化衬纬提花梳,不因衬纬组织不做针钩前垫纱,只做针背横移的特性而自然脱层,从而增强经编网布的立体视觉效果,并且可以根据不同的需求,在经编网布上结合功能性纱线特性呈现各种别出心裁的设计,为经编网布增添独特的风格韵味,增加观赏性,与电绣材料工艺相比,本实施例解决了线头残留的问题,去除了不必要的后工序加工流程(例如剪线流程、贴合遮盖流程等),节省了大量的人力物力,提高生产效率,降低生产成本。
203.应该理解的是,本发明所公开的实施例不限于这里所公开的特定处理步骤或材料,而应当延伸到相关领域的普通技术人员所理解的此类特征的等同替代。还应当理解的是,在此使用的术语仅用于描述特定实施例的目的,而并不意味着限制。
204.说明书中提到的“实施例”意指结合实施例描述的特定特征、或特性包括在本发明的至少一个实施例中。因此,说明书通篇各个地方出现的短语或“实施例”并不一定均指同一个实施例。
205.需说明,在上文的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受上面公开的具体实施例的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1