一种多贾卡衬入式面料的制作方法
1.本实用新型涉及编织技术领域,尤其是涉及的是一种多贾卡衬入式面料。
背景技术:
2.当崭新多贾卡经编机设备独特的(有线/无线)送纱特性、多梳栉、多针技术等编织方式织造而成的贾卡织物,多贾卡衬入式科技感编织以科技发散线条走向编织于面料各个区域,然当今纺织市场上飞织、纬编、梭织等针织物产品设计千变万化,古老经编织物透明层编织呈现单一的面层纯色透视效果,且由网孔、平布、提花组合而成,整体效果单纯,并且传统编织的面料整体q弹效果不加,稳定性低,触感不加等缺点。
技术实现要素:
3.本实用新型的其他特征和优点将在随后的说明书中阐述,并且部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过说明书、权利要求书以及其他说明书附图中所特别指出的结构来实现和获得。
4.本实用新型的目的在于克服上述不足,提供一种多贾卡衬入式面料及其制作方法,将经编纹路代入透明层内,编织单独的一层透视层,以独特的新型编织方式,打破原始面层规律透视效果,实现科技线条感,内容丰富多样化,即新颖又潮流。
5.为实现上述目的,本实用新型的技术解决方案是:一种多贾卡衬入式面料制作方法,包括梳栉设置步骤、整经步骤、穿纱步骤、编织步骤;
6.该梳栉设置为采用多贾卡经编机进行编织,该多贾卡经编至少具有8把梳栉,该梳栉包括gb1、gb2、gb5、gb6、gb7、gb8、gb9、gb10、jb1.1、jb1.2、jb2.1、jb2.2、jb3.1、jb3.2;
7.该编织步骤为gb1编织底面形成面层,gb2编织中间层,当gb1和gb2互拉编织成网孔效果时,gb1和gb2编织底层,gb5和gb6或gb7或gb9编织透明层,gb7和/或gb8或gb10以不成圈的编织方式穿梭于透明层中间形成科技线条层,jb1.1、jb1.2和/或jb2.1、jb2.2和/或jb3.1、jb3.2以自由送纱编织,通过网孔编织隐藏贾卡线圈形成底层。
8.优选的,该面层和底层进行脱层编织、不脱层编织、局部脱层编织或局部不脱层编织。
9.优选的,该jb1.1和jb1.2以自由送纱编织,使该面层和该底层分离该中间层或该面层和该底层运用单丝连接形成q性,且该面层为单独的该透视层,透视底层网孔平布。
10.优选的,该jb1.1和jb1.2以自由送纱编织,在该面层进行厚提花编织,该面层和该底层不脱层编织,形成一定厚度,且该面层提花覆盖科技线条层,呈现单独纯色提花效果,无科技线条外露。
11.优选的,该jb1.1和jb1.2以自由送纱编织,在该面层进行厚提花编织,厚度降低,且该面层提花覆盖科技线条层,呈现若隐若现科技线条感。
12.优选的,该jb1.1、jb1.2和该jb2.1、jb2.2运用不同规格的染色纱线整经上机编织。
13.优选的,该jb1.1、jb1.2和该jb3.1、jb3.2运用无弹纱线编织,将该jb2.1、jb2.2全部编织到底层平布中,该jb1.1、jb1.2编织到该面层不成圈,只留科技线条层,且该jb3.1、jb3.2编织网孔形成底层。
14.优选的,该中间层运用单丝或者复丝连接该面层和该底层,且jb1.1、jb1.2,jb2.1、jb2.2和jb3.1、jb3.2脱圈板间隔在1.5mm-6mm之间。
15.本实用新型还提供一种多贾卡衬入式面料,包括一体编织的面料本体,该面料本体包括:
16.面层,其包括透视层和科技线条层,该科技线条层编织在该透视层之间和/或该透视层上方;
17.中间层,其编织于该面层下方;
18.底层,其编织于该中间层下方,该底层由网孔编织而成。
19.优选的,该科技线条层呈方形、菱形、三角形或圆形。
20.通过采用上述的技术方案,本实用新型的有益效果是:
21.1、将经编纹路代入透明层内,编织单独的一层透视层,以独特的新型编织方式,打破原始面层规律透视效果,实现科技线条感,内容丰富多样化,即新颖又潮流。
22.2、织材料透视层区域呈现独特透视效果,可运用方格线条走向、科技线条走向、菱形线条走向、梯田流水线条走向、树叶脉络线条走向等多样式线条衬入,用贾卡偏移生产覆盖科技感线条花纹图案,编织衬纬型科技感贾卡织物、成圈型科技感贾卡织物、压纱型科技感贾卡织物、浮纹型科技感贾卡织物等多种科技感编织,提升材料独特性、新颖性、可能性。
23.3、底层设置规律网孔和自由式网孔,面层由透明丝固定形状,并运用多样式提花隐藏局部科技感编织纹理,底层网孔、平布突出整体鞋面科技编织感及透视、透气等技能编织,脱层可实现面底层分离中间充纱效果,不脱层效果增加q弹减震感。
24.4、多贾卡设备进行编织,主要运用有线贾卡到无线贾卡的编织优势,突破从贾卡纱路更清晰操作更简便,到多贾卡多可能的编织偏移方式,不仅丰富纹理又节约了成本。
25.5、运用多贾卡编织突破了传统市场上三明治网布q弹度,达到材料脱圈板间隔在1.5mm-6mm之间,提高立体感,整体q弹效果更加,稳定性更高,触感更强等优势。
26.6、突破以往通过后道处理等多种后加工工序处理,减少因后道工序导致的生产疵点及贴合等等第二道工序流程,一体编织经编纹理导入的鞋材,实现纹理丰富多样化,同时达到减少人力、物力和生产环节的废料。
27.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
28.来提供对本实用新型无疑的,本实用新型的此类目的与其他目的在下文以多种附图与绘图来描述的较佳实施例细节说明后将变为更加显见。
29.为让本实用新型的上述和其他目的、特征和优点能更明显易懂,下文特举一个或数个较佳实施例,并配合所示附图,作详细说明如下。
附图说明
30.附图用的进一步理解,并且构成说明书的一部分,与本实用新型的实施例共同用于解释本实用新型,并不构成对本实用新型的限制。
31.在附图中,相同的部件使用相同的附图标记,并且附图是示意性的,并不一定按照实际的比例绘制。
32.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一个或数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
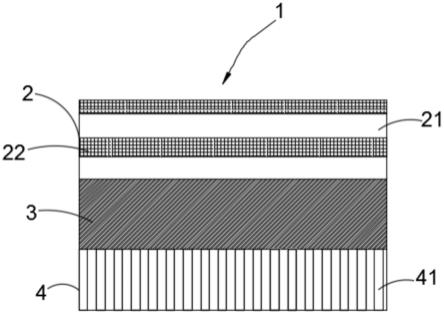
33.图1为本实用新型一种多贾卡衬入式面料的结构剖视图一;
34.图2为本实用新型一种多贾卡衬入式面料的结构剖视图二;
35.图3为本实用新型一种多贾卡衬入式面料的结构剖视图三;
36.图4为本实用新型一种多贾卡衬入式面料(面层和底层脱层编织)的结构剖视图四;
37.图5为本实用新型一种多贾卡衬入式面料的实物图;
38.图6为本实用新型一种多贾卡衬入式面料制作方法的组织图;
39.图7为本实用新型一种多贾卡衬入式面料制作方法的三贾卡b针床舌针上升示意图;
40.图8为本实用新型一种多贾卡衬入式面料制作方法的三贾卡b针床舌针下降示意图。
41.主要附图标记说明:
42.1、面料本体;
43.2、面层;
44.21、透视层;22、科技线条层;
45.3、中间层;
46.4、底层
47.41、网孔。
具体实施方式
48.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合具体实施方式对本实用新型进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型,但并不用于限定本实用新型。
49.另外,在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
50.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。但注明直接连接则说明连接地两个主体之间并不通过过渡结构构建连接关系,只通过连接结构相连形成一个整体。对于本领域的普通技术人员而言,可以根据具体情况
理解上述术语在本实用新型中的具体含义。
51.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。
52.实施例1
53.参照图1-6,图1为本实用新型一种多贾卡衬入式面料的结构剖视图一;图2为本实用新型一种多贾卡衬入式面料的结构剖视图二;图3为本实用新型一种多贾卡衬入式面料的结构剖视图三;图4为本实用新型一种多贾卡衬入式面料(面层和底层脱层编织)的结构剖视图四;图5为本实用新型一种多贾卡衬入式面料的实物图;图6为本实用新型一种多贾卡衬入式面料制作方法的组织图。
54.本实施提供了一种多贾卡衬入式面料制作方法,包括梳栉设置步骤、整经步骤、穿纱步骤、编织步骤;
55.s1.梳栉设置步骤
56.该梳栉设置为采用单贾卡经编机进行编织,该单贾卡经编至少具有8把梳栉,该梳栉包括gb1、gb2、gb5、gb6、gb7、gb8、jb1.1、jb1.2。
57.s2.整经步骤
58.gb1:整经150d/48f半光环保低弹轻网纱线6个盘头256根纱,涤纶纱占比为10.077%左右;
59.gb2:整经p-dty150d/48f半光环保低弹轻网纱线6个盘头256根纱,纱占比为10.077%左右;
60.jb1.1:整经150d/48f半光环保白低弹微网无扭纱线6个盘头248根纱,涤纶占比为20.730%左右;
61.jb1.2:整经150d/48f半光环保白低弹微网无扭纱线6个盘头248根纱,涤纶占比20.730%左右;
62.gb5:整经0.10/1f高强有光(100d/1f)纱线6个盘头512根纱,涤纶占比为16.123%左右;
63.gb6:整经0.10/1f高强有光(100d/1f)纱线6个盘头512根纱,涤纶占比为18.811%左右;
64.gb7:整经140d/48f锦纶环保半光纱线6个盘头205根纱,涤纶占比为1.726%左右;
65.gb8:整经140d/48f锦纶环保半光纱线6个盘头171根纱,涤纶占比为1.726%左右。
66.s3.穿纱步骤
67.gb1:纱线在机台的穿纱以空1穿1空的穿纱方式,齿轮送经量为1750mm/腊克;
68.gb2:纱线在机台的穿纱以空1穿1空的穿纱方式,齿轮送经量为1750mm/腊克;
69.jb1.1:纱线在机台的穿纱以1穿1空的的穿纱方式,送经量为3600mm/腊克;
70.jb1.2:纱线在机台的穿纱以1穿1空的的穿纱方式,送经量为3600mm/腊克;
71.gb5:纱线在机台的穿纱以满穿的穿纱方式,齿轮送经量为2100mm/腊克;
72.gb6:纱线在机台的穿纱以满穿的穿纱方式,齿轮送经量为2450mm/腊克;
73.gb7:纱线在机台的穿纱以2穿4空1穿3空1穿4空的穿纱方式,齿轮送经量为600mm/腊克;
74.gb8:纱线在机台的穿纱以3空2穿4空1穿3空1穿1空的穿纱方式,齿轮送经量为600mm/腊克。
75.s4.编织步骤
76.gb1:垫纱数码1-0/1-2/1-0/2-3/2-1/2-3//;
77.gb2:垫纱数码2-3/2-1/2-3/1-0/1-2/1-0//;
78.jb1.1:垫纱数码1-0/1-0/1-2/1-2//;
79.jb1.2:垫纱数码1-0/1-0/1-2/1-2//;
80.gb5:垫纱数码1-1/1-0/1-1/1-2//;
81.gb6:垫纱数码2-2/3-2/1-1/1-0//;
82.gb7:垫纱数码0-0/1-1/2-2/3-3/4-4/5-5/6-6/7-7/8-8/9-9/10-10/11-11/12-12/13-13/14-14/12-12/13-13/11-11/12-12/10-10/11-11/9-9/14-14/13-13/12-12/11-11/10-10/9-9/8-8/7-7/6-6/5-5/4-4/3-3/2-2/1-1//;
83.gb8:垫纱数码7-7/6-6/5-5/4-4/3-3/2-2/1-1/0-0/2-2/1-1/3-3/2-2/4-4/3-3/5-5/0-0/1-1/2-2/3-3/4-4/5-5/6-6/7-7/8-8/9-9/10-10/11-11/12-12/13-13/14-14/13-13/12-12/11-11/10-10/9-9/8-8//。
84.本实施例运用具有8把梳栉的单贾卡经编机独特的送纱、编织方式编织形成面料,gb1和gb2互拉编织成规律网孔41效果,使gb1和gb2同时编织形成底层4,gb5和gb6编织透明层21,同时gb7和gb8以不成圈的编织方式穿梭于透明层21中间形成科技感面层2实现透视效果,jb1.1,jb1.2可以采用多种编织方式,使其形成不同的面料效果。
85.其中,该面层2和底层4进行脱层编织、不脱层编织、局部脱层编织或局部不脱层编织;
86.jb1.1,jb1.2以自由送纱编织无局限的特点,至规律网孔41处编织隐藏贾卡线圈形成底层4,编织平布隐藏规律网孔41形成平纹效果,面层2和底层4分离中层,面层2和底层4运用单丝面底连接形成q性,这样让面层2为单独的透视层21透视底层4网孔41平布。
87.或jb1.1,jb1.2以自由送纱编织无局限的特点,至面层2厚提花编织,此时面层2和底层4不脱层效果,形成一定厚度,且面层2提花覆盖透明科技感透视效果,呈现单独纯色提花效果,同古老提花编织效果,无科技线条外露。
88.或jb1.1,jb1.2以自由送纱编织无局限的特点,至面层2薄提花编织,此时面层2和底层4不脱层效果,厚度降低,且面层2提花覆盖透明科技感透视效果,呈现若隐若现科技线条感。
89.这样将经编纹路代入透明层内,编织单独的一层透视层21,以独特的新型编织方式,打破原始面层2规律透视效果,实现科技线条感,内容丰富多样化,即新颖又潮流。
90.实施例2
91.参照图1-6,图1为本实用新型一种多贾卡衬入式面料的结构剖视图一;图2为本实用新型一种多贾卡衬入式面料的结构剖视图二;图3为本实用新型一种多贾卡衬入式面料
的结构剖视图三;图4为本实用新型一种多贾卡衬入式面料(面层和底层脱层编织)的结构剖视图四;图5为本实用新型一种多贾卡衬入式面料的实物图;图6为本实用新型一种多贾卡衬入式面料制作方法的组织图。
92.本实施提供了一种多贾卡衬入式面料制作方法,包括梳栉设置步骤、整经步骤、穿纱步骤、编织步骤;
93.s1.梳栉设置步骤
94.该梳栉设置为采用双贾卡经编机进行编织,该双贾卡经编至少具有8把梳栉,该梳栉包括gb1、gb2、jb1.1、jb1.2、jb2.1、jb2.2、gb7、gb8;
95.s2.整经步骤
96.gb1:整经150d/48f半光环保低弹轻网纱线6个盘头512根纱,涤纶纱占比为5.737%左右;
97.gb2:整经30d/单丝纱线6个盘头512根纱,涤纶纱占比为12.023%左右;
98.jb1.1:整经150d/48f半光环保白低弹微网无扭纱线6个盘头248根纱涤纶占比为11.074%左右;
99.jb1.2:整经150d/48f半光环保白低弹微网无扭纱线6个盘头248根纱,涤纶占比为11.074%左右;
100.jb2.1:整经150d/48f cd无扭纱线6个盘头248根纱,涤纶占比为11.074%左右;
101.jb2.2:整经150d/48f cd无扭纱线6个盘头248根纱,涤纶占比为11.074%左右;
102.gb7:整经0.10/1f高强有光(100d/1f)纱线6个盘头512根纱,涤纶占比为36.216%左右;
103.gb8:整经140d/48f锦纶环保半光纱线6个盘头171根纱,涤纶占比为1.726%左右。
104.s3.穿纱步骤
105.gb1:纱线在机台的穿纱以满穿的穿纱方式,齿轮送经量为1700mm/腊克;
106.gb2:纱线在机台的穿纱以满穿的穿纱方式,齿轮送经量为7600mm/腊克;
107.jb1.1:纱线在机台的穿纱以1穿1空的的穿纱方式,送经量为2800mm/腊克;
108.jb1.2:纱线在机台的穿纱以1穿1空的的穿纱方式,送经量为2800mm/腊克;
109.jb2.1:纱线在机台的穿纱以1穿1空的的穿纱方式,送经量为2800mm/腊克;
110.jb2.2:纱线在机台的穿纱以1穿1空的的穿纱方式,送经量为2800mm/腊克;
111.gb7:纱线在机台的穿纱以满穿的穿纱方式,齿轮送经量为3730mm/腊克;
112.gb8:纱线在机台的穿纱以3空2穿4空1穿3空1穿1空的穿纱方式,齿轮送经量为600mm/腊克。
113.s4.编织步骤
114.gb1:垫纱数码1-0/1-1/0-1/1-1//;
115.gb2:垫纱数码1-0/2-1/2-3/2-1//;
116.jb1.1:垫纱数码1-0/1-0/1-2/1-2//;
117.jb1.2:垫纱数码1-0/1-0/1-2/1-2//;
118.jb2.1:垫纱数码1-0/1-0/1-2/1-2//;
119.jb2.2:垫纱数码1-0/1-0/1-2/1-2//;
120.gb7:垫纱数码1-1/0-2/2-2/3-1//;
121.gb8:垫纱数码7-7/6-6/5-5/4-4/3-3/2-2/1-1/0-0/2-2/1-1/3-3/2-2/4-4/3-3/5-5/0-0/1-1/2-2/3-3/4-4/5-5/6-6/7-7/8-8/9-9/10-10/11-11/12-12/13-13/14-14/13-13/12-12/11-11/10-10/9-9/8-8//。
122.本实施例运用具有8把梳栉的双贾卡经编机独特的送纱、编织方式编织形成面料,gb1编织单独成底面形成面层2,gb2编织为中间层3,gb7编织成透明层21,同时gb8以不成圈的编织方式穿梭于透明层21中间形成科技线条层22,且科技线条层22以不同经编组织代入面层2内,以规律的科技线条固定于透明层21内凸显透视、立体、悬浮科技感。
123.其中,jb1.1和jb1.2为第一贾卡,jb2.1和jb2.2为第二贾卡;
124.当第一贾卡以自由送纱编织无局限的特点,至底层4形成自由开孔式网孔41和平纹编织,第二贾卡以不同规格的染色纱线整经上机,区分于第一贾卡材料色;
125.当第一贾卡和第二贾卡同时编织于底层4时,面层2为透视层21科技感线条编织,第一贾卡和第二贾卡同时编织平纹组织,此时面层2的透视层21色为最接近面层2的贾卡色,纯度为中等;
126.当第一贾卡和第二贾卡同时编织于底层4时,面层2为透底层4科技感线条编织,第一贾卡编织薄平布,第二贾卡编织厚平纹组织,此时面层2的透视层21色为第一贾卡和第二贾卡混色,纯度最深锦纶色;
127.当第一贾卡和第二贾卡同时编织于底层4时,面层2为透视科技感线条编织,第一贾卡编织衬纬组织隐藏,第二贾卡编织厚平纹组织,此时面层2科技感透视底层4色为第一贾卡和第二贾卡混色,纯度最浅涤纶色;
128.当第一贾卡编织于底层4第二贾卡编织于面层2时,面层2为第二贾卡材料色,同时隐藏科技线条层22编织;
129.当第二贾卡编织于底层4第一贾卡编织于面层2时,面层2为第一贾卡材料色,同时隐藏科技线条层22编织;
130.当第一贾卡和第二贾卡同时编织于面层2同一区域时,面层2为第一贾卡和第二贾卡并纱混色效果,同时隐藏科技线条层22编织。
131.实施例3
132.参照图1-8,图1为本实用新型一种多贾卡衬入式面料的结构剖视图一;图2为本实用新型一种多贾卡衬入式面料的结构剖视图二;图3为本实用新型一种多贾卡衬入式面料的结构剖视图三;图4为本实用新型一种多贾卡衬入式面料(面层和底层脱层编织)的结构剖视图四;图5为本实用新型一种多贾卡衬入式面料的实物图;图6为本实用新型一种多贾卡衬入式面料制作方法的组织图;图7为本实用新型一种多贾卡衬入式面料制作方法的三贾卡b针床舌针上升示意图;图8为本实用新型一种多贾卡衬入式面料制作方法的三贾卡b针床舌针下降示意图。
133.本实施提供了一种多贾卡衬入式面料制作方法,包括梳栉设置步骤、整经步骤、穿纱步骤、编织步骤;
134.s1.梳栉设置步骤
135.该梳栉设置为采用三贾卡经编机进行编织,该三贾卡经编至少具有10把梳栉,该梳栉包括gb1、gb2、gb5、gb6、gb7、gb8、gb9、gb10、jb1.1、jb1.2、jb2.1、jb2.2、jb3.1、jb3.2;
136.s2.整经步骤
137.gb1:整经150d/48f半光环保低弹轻网纱线6个盘头512根纱;
138.gb2:整经30d/1f单丝纱线6个盘头512根纱;
139.jb1.1:整经150d/48f半光环保白低弹微网无扭纱线6个盘头248根纱;
140.jb1.2:整经150d/48f半光环保白低弹微网无扭纱线6个盘头248根纱;
141.jb2.1:整经150d/48f cd无扭纱线6个盘头248根纱;
142.jb2.2:整经150d/48f cd无扭纱线6个盘头248根纱;
143.jb3.1:整经140d/48f锦纶半光纱线6个盘头248根纱;
144.jb3.2:整经140d/48f锦纶半光纱线6个盘头248根纱;
145.gb9:整经0.10/1f高强有光(100d/1f)纱线6个盘头512根纱;
146.gb10:整经整经140d/48f锦纶环保半光纱线6个盘头171根纱。
147.s3.穿纱步骤
148.gb1:纱线在机台的穿纱以满穿的穿纱方式;
149.gb2:纱线在机台的穿纱以满穿的穿纱方式;
150.jb1.1:纱线在机台的穿纱以1穿1空的的穿纱方式;
151.jb1.2:纱线在机台的穿纱以1穿1空的的穿纱方式;
152.jb2.1:纱线在机台的穿纱以1穿1空的的穿纱方式;
153.jb2.2:纱线在机台的穿纱以1穿1空的的穿纱方式;
154.jb3.1:纱线在机台的穿纱以1穿1空的的穿纱方式;
155.jb3.2:纱线在机台的穿纱以1穿1空的的穿纱方式;
156.gb9:纱线在机台的穿纱以满穿的穿纱方式;
157.gb10:纱线在机台的穿纱以3空2穿4空1穿3空1穿1空的穿纱方式。
158.s4.编织步骤
159.gb1:垫纱数码1-0/1-1/0-1/1-1//;
160.gb2:垫纱数码1-0/1-0/2-3/2-3//;
161.jb1.1:垫纱数码1-0/1-0/1-2/1-2//;
162.jb1.2:垫纱数码1-0/1-0/1-2/1-2//;
163.jb2.1:垫纱数码1-0/1-0/1-2/1-2//;
164.jb2.2:垫纱数码1-0/1-0/1-2/1-2//;
165.jb3.1:垫纱数码1-1/1-0/1-1/1-2//;
166.jb3.2:垫纱数码1-1/1-0/1-1/1-2//;
167.gb9:垫纱数码1-1/0-2/2-2/3-1//;
168.gb10:垫纱数码7-7/6-6/5-5/4-4/3-3/2-2/1-1/0-0/2-2/1-1/3-3/2-2/4-4/3-3/5-5/0-0/1-1/2-2/3-3/4-4/5-5/6-6/7-7/8-8/9-9/10-10/11-11/12-12/13-13/14-14/13-13/12-12/11-11/10-10/9-9/8-8//。
169.本实施例运用具有8把梳栉的双贾卡经编机独特的送纱、编织方式编织形成面料,gb1单独成底面形成面层2,gb2编织中间层3,gb9编织透明层,同时gb10以不成圈的编织方式穿梭于透明层21中间形成科技线条层22,且科技线条层22以不同经编组织代入面层2内,以规律的科技线条固定于透明层21内凸显透视、立体、悬浮科技感。
170.其中,jb1.1和jb1.2为第一贾卡,jb2.1和jb2.2为第二贾卡,jb3.1和jb3.2为第三
贾卡;
171.第二贾卡配置运用弹性纱线编织,第一贾卡和第三贾卡运用无弹纱线编织,将第二贾卡全部编织到底层4平布为有弹区域,第一贾卡编织到面层2不成圈,科技线条层22为无弹区域,第三贾卡编织底层4形成网孔41;此时科技线条层22无弹,中间层3局部不变,局部有弹,同一个平面一体编织而成,无弹和有弹因物理受力不同编织弹性的底层4受力收缩较大,科技线条层22无弹无受力呈现凸起效果,形成局部凸起科技感衬入式透视编织感;
172.三贾卡运用无线连接方式,由6个半机号控制系统,每个半机号都可以搭配不同的组织偏移,同时6个半机号控制系统都可以控制向左偏移或者向右偏移(即左右起针);
173.三贾卡科技感线条层运用单丝或者复丝形成中间层3连接面层2和底层4,三贾卡脱圈板间隔在1.5mm-6mm之间,整体q弹效果更加,jb1.1、jb1.2,jb2.1、jb2.2,jb3.1、jb3.2可以全部完整线圈编织在面层2和中间层3垫纱;
174.jb1.1、jb1.2,jb2.1、jb2.2,jb3.1、jb3.2配置同时以无弹的纱线上机编织,运用6把贾卡梳无线贾卡针提花装置,每一根导纱针偏移一个针距,花盘控制横移复合之后,进行四针垫纱运动,地梳编织科技感线条附于透明层上;用无线贾卡生产覆盖科技感线条花纹图案,编织衬纬型科技感贾卡织物、成圈型科技感贾卡织物、压纱型科技感贾卡织物、浮纹型科技感贾卡织物;
175.再由jb1.1、jb1.2,jb2.1、jb2.2,jb3.1、jb3.2绘制6个半机号花型设计,转换花型参数形成意匠图,代入jb1.1、jb1.2,jb2.1、jb2.2,jb3.1、jb3.2各个颜色效应的区域填充基本组织或变化组织,根据不同组织效应控制纱线用量,通过使用不同的贾卡技术调整纱线张力至一致效果,当使用纱架供纱时,各根经纱可根据需要进行更正,纱线张力控制比较简单,因此对三贾卡科技感制作方式的花型设计更加自由;
176.再结合运用jb1.1、jb1.2,jb2.1、jb2.2,jb3.1、jb3.2绘制6个半机号贾卡二针技术、三针技术、四针技术形成花型效应和变化。
177.通过b针床成圈退圈过程局部演示图,以梳节配置gb1、gb2、jb1.1、jb1.2,jb2.1、jb2.2,jb3.1、jb3.2、gb9、gb10同时完成编织,a针床为底层4网孔41编织和规律网孔41编织成圈位置,b针床为面层2衬入式科技感透明层成圈位置,b针床开始成圈过程时,舌针上升进行退圈,沉降片压住胚布,使其不随针一起上升,导纱针处于机前位置,进行针后横移,针上升到最高位置,旧线圈滑到针杆上,因沉降片上方安装的防针舌自闭钢丝的作用,针舌不会自动关闭,导纱针向a针床摆动,将b针床经纱从针间带过,直到最后位置,此时,导纱针在a针床进行针前横移,移过一个针距,此时沉降片向a针床退出,梳栉摆回b针床,将经纱垫绕在舌针上;完成垫纱后,舌针开始下降,新垫上的纱线处于针钩内,舌针继续向下运动,将针钩中的新纱线拉过旧线圈,下降到低于栅状脱圈板的上边缘,当针下降到最低位置时,b针床科技感编织新线圈通过旧线圈后形成一定的形状和尺寸纹理,完成成圈。
178.实施例4
179.参照图1-5,图1为本实用新型一种多贾卡衬入式面料的结构剖视图一;图2为本实用新型一种多贾卡衬入式面料的结构剖视图二;图3为本实用新型一种多贾卡衬入式面料的结构剖视图三;图4为本实用新型一种多贾卡衬入式面料(面层和底层脱层编织)的结构剖视图四;图5为本实用新型一种多贾卡衬入式面料的实物图。
180.本实施例提供了一种多贾卡衬入式面料,包括一体编织的面料本体1,该面料本体
1包括面层2、中间层3和底层4,面层包括透视层21和科技线条层22,科技线条层22编织在该透视层21之间和/或该透视层21上方,中间层3编织于该面层2下方,底层4编织于中间层3下方,底层4由网孔41编织而成,科技线条层22呈方形、菱形、三角形或圆形。
181.面料的透视层21区域呈现独特科技透视效果,可运用方格线条走向、科技线条走向、菱形线条走向、梯田流水线条走向、树叶脉络线条走向等多样式线条衬入,用贾卡偏移生产覆盖科技感线条花纹图案,编织衬纬型科技感贾卡织物、成圈型科技感贾卡织物、压纱型科技感贾卡织物、浮纹型科技感贾卡织物等多种科技感编织,提升材料独特性、新颖性、可能性,网孔41可以是规律网孔41或自由式网孔41,且底层还运用地梳规律对称网孔41编织,且可单独以编链结合贾卡编织自由式网孔41,分布在任意区域中面层2由透明丝固定形状。
182.其中,该面层2和底层4可以进行脱层编织、不脱层编织、局部脱层编织或局部不脱层编织,脱层可实现面层2和底层4分离中间充纱效果,不脱层效果增加q弹减震感,该面料还能运用至鞋型领域中,作为鞋面使用;
183.以科技感线条为主导部分,透明丝为固定的面层2导入各式各样科技感线条形成独立的面层2,中间层3为面层2和底层4的连接层,底层4由规律网孔编织而成,面层2和底层4为不脱层编织。
184.以科技感线条为主导部分,透明丝为固定的面层2导入各式各样科技感线条形成独立的面层2,底层4由贾卡偏移编织自由式网孔,中间层3呈现镂空效果,面层2和底层4为局部脱层和局部不脱层编织。
185.以科技感线条为主导部分,透明丝为固定的面层2导入各式各样科技感线条形成独立的面层2,中间层3为面层2和底层4的连接层,底层4由贾卡偏移编织自由式网孔,面层2和底层4为不脱层编织。
186.应该理解的是,本实用新型所公开的实施例不限于这里所公开的特定处理步骤或材料,而应当延伸到相关领域的普通技术人员所理解的此类特征的等同替代。还应当理解的是,在此使用的术语仅用于描述特定实施例的目的,而并不意味着限制。
187.说明书中提到的“实施例”意指结合实施例描述的特定特征、或特性包括在本实用新型的至少一个实施例中。因此,说明书通篇各个地方出现的短语或“实施例”并不一定均指同一个实施例。
188.需说明,在上文的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受上面公开的具体实施例的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1