一种多工能复合材料预成型机器人制造单元的制作方法
1.本项发明是一种将缠绕、缝合、针刺加工集成于一体对复合材料加工成型的制造单元。
背景技术:
2.在复合材料制造领域,我国生产的方式主要通过多个单独工序人工完成缠绕、针刺以及缝纫机构,加工效率低下。关于缠绕机构、针刺机构以及单边缝纫机构,我国生产的传统机器存在自由度低,作业柔性差,只能实现四自由度以下的简单制品缠绕成型,针刺、缝纫。如容器、管道、电线杆等,难以实现复杂旋转壳体加工;此外,装备适应性差,难以适应制品多样化生产。手工缠绕、针刺及缝纫存在生产效率低、产品质量差、制品性能不一及人工成本较高等问题,极大地限制了高附加值复合材料壳体的制造。传统二-四自由度等缠绕、针刺及缝纫装备存在柔性差及通用性差等缺点,不能很好完成运动轨迹规划达到良好的运动学特性。
技术实现要素:
3.本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
4.鉴于上述的在复合材料制造领域中存在的问题,提出了本发明。
5.因此,本发明所要解决的问题在于如何提供一种多工能复合材料预成型机器人制造单元。
6.为解决上述技术问题,本发明提供如下技术方案:一种多工能复合材料预成型机器人制造单元,其包括,机器人主体,包括机器人、机器人底座,所述机器人和所述机器人底座固定连接;工具箱,包裹工具箱外壳、恒张力缠绕机构、针刺机构,以及单边缝合机构,所述恒张力缠绕机构、所述针刺机构和所述单边缝合机构均设置在所述工具箱外壳上;连接机构,包括第一快速接头和第二快速接头,所述第一快速接头与所述机器人前段连接,所述恒张力缠绕机构、所述针刺机构和所述单边缝合机构上均设置有第二快速接头;预制体变位机构,包括预制体和变位结构,所述预制体与所述变位结构连接。
7.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:所述恒张力缠绕机构包括,缠绕机构外壳、缠绕机构连接法兰、线料仓、张紧器入线压板,以及基座,所述缠绕机构连接法兰、所述线料仓、所述张紧器入线压板,以及所述基座均与所述缠绕机构外壳连接,且所述缠绕机构连接法兰与所述第二快速接头连接。
8.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:所述张紧器入线压板中设置张紧器压紧海绵,所述基座上设置有张紧轮、张紧大轮、张紧轮压力弹簧、张紧轮调节螺栓,以及滑轮组。
9.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:
所述针刺机构包括,针刺机构连接法兰、针刺机构连接板、针刺气缸、剥网板气缸、剥网板,以及针座,所述针刺机构连接法兰与所述针刺机构连接板连接,且所述针刺机构连接法兰和所述第二快速接头连接。
10.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:所述针刺机构连接板一侧设置有所述针刺气缸,且所述针刺气缸与所述针座连接,所述针刺机构连接板另一侧设置有剥网板气缸,且所述剥网板气缸与所述剥网板连接,所述针座上设置有刺针。
11.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:所述单边缝合机构包括,单边缝合机构外壳、缝合机构连接法兰、第一曲柄、第二曲柄、连杆、针杆固定座、针杆,以及同步带机构,所述缝合机构连接法兰与所述单边缝合机构外壳和所述第二快速接头连接,所述针杆固定座与所述单边缝合机构外壳固定连接,所述第一曲柄和所述第二曲柄均与所述连杆连接,所述连杆与所述针杆连接,所述针杆设置于所述针杆固定座内。
12.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:所述针杆包括,勾线针杆和引线针杆,所述同步带机构包括第一齿轮、第二齿轮、第一同步带、第二同步带、第一同步带齿轮、第二同步带齿轮,以及第一伺服电机,所述第一同步带齿轮与所述第一同步带连接,且所述第一同步带齿轮分别与所述第一曲柄和所述第一齿轮连接,所述第二同步带齿轮与所述第二同步带连接,且所述第二同步带齿轮与所述第二齿轮和所述第一伺服电机连接,所述第二齿轮与所述第二曲柄连接,所述第一齿轮与所述第二齿轮啮合。
13.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:所述第一快速接头上设置有第一电接插头、第一电磁快接头、第一定位销,以及第一气路接头,所述第二快速接头上设置有第二电接插头、第二电磁快接头、第二定位销,以及第二气路接头,所述第一电接插头可与所述第二电接插头连接,所述第一电磁快接头可与所述第二电磁快接头连接,所述第一定位销可与所述第二定位销连接,所述第一气路接头可与所述第二气路接头连接。
14.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:所述变位结构包括,第二伺服电机、行星减速器、旋转台,以及基座,所述预制体与所述旋转台连接。
15.作为本发明所述多工能复合材料预成型机器人制造单元的一种优选方案,其中:所述第二伺服电机上连接有过渡法兰,所述过渡法兰另一端与所述行星减速器连接,所述基座上设置有减速器法兰,所述行星减速器连接在所述减速器法兰上,所述过渡法兰和所述减速器法兰连接,且所述行星减速器上连接有绝缘连接板,所述绝缘连接板与所述旋转台连接。
16.本发明有益效果为将复合材料加工中的缠绕、缝合、针刺技术集成,以实现复合材料加工全自动化,替代传统人工缠绕、针刺、缝合等,提高加工效率,通过集成工艺可以提高工艺稳定性,实现设备智能化。
附图说明
17.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
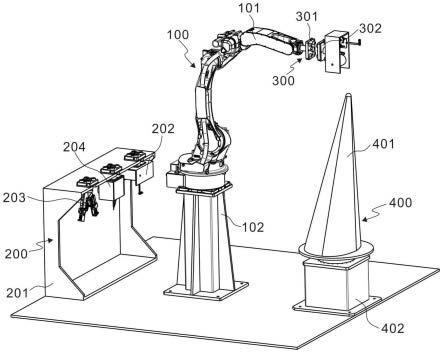
18.图1为多工能复合材料预成型机器人制造单元的三维结构总体示意图。
19.图2为多工能复合材料预成型机器人制造单元的快速接头示意图。
20.图3为多工能复合材料预成型机器人制造单元的恒张力缠绕机构示意图。
21.图4为多工能复合材料预成型机器人制造单元的针刺机构示意图。
22.图5~图7为多工能复合材料预成型机器人制造单元的单边缝结构示意图。
23.图8为多工能复合材料预成型机器人制造单元的变位机结构示意图。
具体实施方式
24.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明。
25.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
26.其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
27.实施例1
28.参照图1,为本发明第一个实施例,该实施例提供了一种多工能复合材料预成型机器人制造单元,多工能复合材料预成型机器人制造单元包括机器人主体100、工具箱200、连接机构300,以及预制体变位机构400,机器人主体100是制造过程主要输出结构,工具箱200的作用为存放缠绕、针刺、缝合机构,连接机构300的作用为连接机器人和缠绕、针刺、缝合机构,预制体变位机构400的作用为放置预制体。
29.具体的机器人主体100包括机器人101、机器人底座102,机器人101和机器人底座102固定连接;工具箱200包括工具箱外壳201、恒张力缠绕机构202、针刺机构203,以及单边缝合机构204,恒张力缠绕机构202、针刺机构203和单边缝合机构204均设置在工具箱外壳201上;连接机构300包括第一快速接头301和第二快速接头302,第一快速接头301与机器人101前段连接,恒张力缠绕机构202、针刺机构203和单边缝合机构204上均设置有第二快速接头302;预制体变位机构400包括预制体401和变位结构402,预制体401与变位结构402连接。
30.在使用时,将预制体401固定连接在变位结构402上,机器人101通过第一快速接头301和设置有第二快速接头302的恒张力缠绕机构202、针刺机构203或单边缝合机构204的任一机构连接,用不同的机构对预制体401进行不同的加工操作,将复合材料加工中的缠绕、缝合、针刺技术集成,以实现复合材料加工全自动化。
31.实施例2
32.参照图3~图7,为本发明第二个实施例,其不同于第一个实施例的是:还包括,恒张力缠绕机构202包括缠绕机构外壳202a、缠绕机构连接法兰202b、线料仓202c、张紧器入线压板202d,以及基座202e,张紧器入线压板202d中设置张紧器压紧海绵202d-1,基座202e上设置有张紧轮202e-1、张紧大轮202e-2、张紧轮压力弹簧202e-3、张紧轮调节螺栓202e-4,以及滑轮组202e-5,恒张力缠绕机构202可在预制体401上进行缠绕工序加工。
33.所述缠绕机构连接法兰202b、所述线料仓202c、所述张紧器入线压板202d,以及所述基座202e均与所述缠绕机构外壳202a连接,所述缠绕机构连接法兰202b与所述第二快速接头302连接,基座202e上设置有两个行程槽,位于行程槽内两个可调节位置的张紧轮202e-1通过中心固定螺栓连接在行程槽上,可调整位置并通过螺母夹紧,滑轮组202e-5固定在恒张力机构的顶部,起线束引导作用。
34.在使用时,纤维材料从缠绕机构外壳202a上固定的线料仓202c引出,通过张紧器入线压板202d中加紧的张紧器压紧海绵202d-1引导至张紧轮202e-1,张紧轮202e-1设置为两个,一个可上下调节、一个可左右调节位置,从而实现线束张紧,线束从张紧轮202e-1绕线通过张紧大轮202e-2,最终缠绕至恒张力机构头部的滑轮组202e-5,张紧轮调节螺栓202e-4,使张紧轮压力弹簧202e-3产生不同压力值作用于张紧大轮202e-2,张紧大轮202e-2依靠弹簧的压力转化为摩擦力形成阻力矩,在纤维材料在锥形预制体上缠绕时形成一定张紧力。
35.较优的,本实施例中的针刺机构203包括,针刺机构连接法兰203a、针刺机构连接板203b、针刺气缸203c、剥网板气缸203d、剥网板203e,以及针座203f,针刺机构连接板203b一侧设置有针刺气缸203c,针刺机构连接板203b另一侧设置有剥网板气缸203d,针座203f上设置有刺针203f-1,针刺机构203可在预制体401上进行针刺工序加工。
36.针刺机构连接法兰203a一端和第二快速接头302连接,针刺机构连接法兰203a另一端与针刺机构连接板203b连接,针刺机构连接板203b为v字型,两边均对立连接有针刺气缸203c和剥网板气缸203d,针刺气缸203c与针座203f连接,剥网板气缸203d与剥网板203e连接,整体为双刺针结构。
37.在使用时,针刺气缸203c推动针座203f完成针刺动作,针刺动作完成后通过剥网板气缸203d推动剥网板203e使刺针203f-1与预制体401线束剥离,重复针刺剥网完成针刺工序,将针刺机构203设置为双针刺结构,主要目的为提高针刺效率。
38.进一步的,本实施例中的单边缝合机构204包括,单边缝合机构外壳204a、缝合机构连接法兰204b、第一曲柄204c-1、第二曲柄204c-2、连杆204d、针杆固定座204e、针杆204f,以及同步带机构204g,针杆204f包括,勾线针杆204f-1和引线针杆204f-2,同步带机构204g包括第一齿轮204g-11、第二齿轮204g-12、第一同步带204g-21、第二同步带204g-22、第一同步带齿轮204g-31、第二同步带齿轮204g-32,以及第一伺服电机204g-4,单边缝合机构204可在预制体401上进行缝合工序加工。
39.单边缝合机构外壳204a中间设置有隔板,隔板与单边缝合机构外壳204a一侧设置有的垂直的四根直杆,直杆贯通隔板且稍有延长,第一齿轮204g-11、第二齿轮204g-12、第一同步带204g-21、第二同步带204g-22、第一同步带齿轮204g-31,以及第二同步带齿轮204g-32均设置于本侧,第一曲柄204c-1、第二曲柄204c-2、连杆204d、针杆固定座204e,以及针杆204f均位于另一侧,缝合机构连接法兰204b与单边缝合机构外壳204a和第二快速接
头302连接,四个针杆固定座204e与单边缝合机构外壳204a固定连接,且针杆固定座204e内设有凹槽,为勾线针杆204f-1和引线针杆204f-2提供滑道,第一曲柄204c-1和第二曲柄204c-2均与连杆204d连接,连杆204d与针杆204f连接,第一同步带204g-21上连接有两个第一同步带齿轮204g-31,且其中一个第一同步带齿轮204g-31与第一曲柄204c-1设置在同一直杆上,另一个第一同步带齿轮204g-31和第一齿轮204g-11设置在同一直杆上,第二同步带204g-22上连接有两个第二同步带齿轮204g-32,且其中一个第二同步带齿轮204g-32与第二齿轮204g-12和第二曲柄204c-2设置在同一直杆上,另一个第二同步带齿轮204g-32和第一伺服电机204g-4设置在同一直杆上,第一齿轮204g-11与第二齿轮204g-12啮合。
40.在使用时,引线与勾线动作完成结构主要由两组曲柄滑块结构组成实现,勾线针杆204f-1与引线针杆204f-2各自尾部连有第一曲柄204c-1、第二曲柄204c-2和连杆204d,通过同步带机构204g传输动力,通过第一齿轮204g-11和第二齿轮204g-12使两者动力同步。
41.实施例3
42.参照图1、图2和图8,为本发明第三个实施例,其不同于前两个实施例的是:第一快速接头301上设置有第一电接插头301a、第一电磁快接头301b、第一定位销301c,以及第一气路接头301d,第二快速接头302上设置有第二电接插头302a、第二电磁快接头302b、第二定位销302c,以及第二气路接头302d。
43.第一电接插头301a可与第二电接插头302a连接,第一电磁快接头301b可与第二电磁快接头302b连接,第一定位销301c可与第二定位销302c连接,第一气路接头301d可与第二气路接头302d连接,第一定位销301c和第二定位销302c均为两个,位置为对角设置,使第一快速接头301和第二快速接头302对接时方便稳定。
44.在使用时,针刺机构203中,针刺气缸203c及剥网板气缸203d气路来源主要通过第一快速接头301和第二快速接头302上的第一气路接头301d和第二气路接头302d提供,整体动作通过第一电磁快接头301b和第二电磁快接头302b控制,第一电接插头301a和第二电接插头302a为单边缝合机构204中的第一伺服电机204g-4提供电力,第一定位销301c和第二定位销302c第一快速接头301和第二快速接头302集成了电力供给、气压供给以及快速连接切换等功能,可灵活切换加工机构及动力供给。
45.较优的,本实施例中变位结构402包括,第二伺服电机402a、行星减速器402b、旋转台402c,以及基座402d,第二伺服电机402a上连接有过渡法兰402a-1,基座402d上设置有减速器法兰402b-1,且行星减速器402b上连接有绝缘连接板402b-2。
46.预制体401与旋转台402c连接,过渡法兰402a-1另一端与行星减速器402b连接,行星减速器402b螺栓连接在减速器法兰402b-1上,过渡法兰402a-1和减速器法兰402b-1螺栓连接,绝缘连接板402b-2与旋转台402c连接,预制体401与旋转台402c连接。
47.在使用时,通过第二伺服电机402a和行星减速器402b的运行,实现预制体401姿态调整,并实现缠绕、针刺、缝合等功能的双机协同。
48.应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1