一种生产除尘滤袋用热定型处理设备以及处理工艺的制作方法
1.本发明涉及除尘滤袋加工技术领域,具体为一种生产除尘滤袋用热定型处理设备以及处理工艺。
背景技术:
2.除尘滤袋是一种高效的除尘滤料,除尘滤袋是采取涤纶短纤维、pps纤维、pp聚丙烯、芳纶纤维、轶纶纤维等为原料,有良好的透气性,集尘率高,易清灰,除尘效率可达98.99%,具有良好的清除pm2.5,滤袋是布袋除尘器运行过程中的心脏,通常圆筒型的脉冲式滤袋垂直地悬挂在除尘器中含尘气体由进风口进入除尘器,经过灰斗的导流板,使气体中的部分大颗粒粉尘受惯性力的作用被分离出来,直接落入灰斗,含尘气体进入箱体的滤袋过滤区,绝大多数粉尘被捕集在滤袋的外表面,而干净气体通过滤料进入滤袋内部,净化后的气体经过滤袋口进入上箱体后,再由出风口排出,滤袋内部的笼架用来支撑滤袋,防止滤袋塌陷,同时它有助于尘饼的清除和重新分布;
3.现有技术领域内,滤袋在生产工艺中热定型采用类似,申请公布号为cn114232264a的发明涉及滤袋加工技术领域,具体涉及一种生产除尘滤袋用热定型处理设备,包括从左向右依次衔接的入料机架、定型机架及出料机架;入料机架和出料机架内部均安装有料筒夹持组件,且位于右侧的料筒夹持组件与料筒补充组件相连接,入料机架的上转动安装有若干个入料导辊,定型机架的内部固定有一对加热管道,且位于上方的加热管道外壁转动安装有上定型辊,位于下方的加热管道外壁转动安装有下定型辊,出料机架上转动安装有若干个出料导辊;本发明便于更换新的料筒以及对热定型后的滤布进行卷绕,实现了机械化连续性生产加工,大大提高了效率,也便于对料筒进行夹装及拆卸;
4.但是该种装置存在无法同步对纤维纺布进行双面进行热定型,并且当纤维纺布受热出现应力变形,会在纤维纺布定型表面出现褶皱,进而影响滤袋质量。
技术实现要素:
5.本发明的目的在于提供一种生产除尘滤袋用热定型处理设备以及处理工艺,以至少解决现有技术的无法同步对纤维纺布进行双面进行热定型,并且当纤维纺布受热出现应力变形,会在纤维纺布定型表面出现褶皱,进而影响滤袋质量的问题。
6.为实现上述目的,本发明提供如下技术方案:一种生产除尘滤袋用热定型处理设备,包括:
7.上料机;
8.加热机构,设置在所述上料机的右侧;
9.搬运机械臂,安装在所述加热机构的前侧;
10.加热器,设置在所述搬运机械臂的前侧;
11.加热整平机构,设置在所述加热机构的右侧;
12.控制器,设置在所述加热整平机构的前侧,所述控制器分别与上料机、搬运机械臂
和加热器电性连接;
13.热风机,设置在所述加热机构和加热整平机构的内侧前方,所述热风机和控制器电性连接;
14.收卷机,设置在所述加热整平机构的右侧,所述收卷机和控制器电性连接。
15.优选的,为了实现对纤维纺布进行双面加热,所述加热机构包括;安装架、限位辊、输送辊、平移模块、外壳、环形导轨、通气孔和连接阀;安装架沿左右方向安装在所述上料机的右侧;所述限位辊的数量为若干个,若干个所述限位辊沿周向间隔设置在安装架的外侧;所述输送辊的数量为若干个,若干个所述输送辊沿周向间隔设置在安装架的外侧且位于相邻限位辊的内侧,所述输送辊和控制器电性连接;所述平移模块的数量为两个,两个所述平移模块分别设置在安装架的内侧左右两端,所述平移模块和控制器电性连接;所述外壳的数量为两个,两个所述外壳分别设置在两个平移模块的内侧;所述环形导轨的数量为两个,两个所述环形导轨分别沿周向设置在两个外壳的内侧;所述通气孔的数量两组,每组所述通气孔的数量为若干个,两组所述通气孔分别沿周向间隔设置在两个外壳的内侧;所述连接阀的数量两组,每组所述连接阀的数量为两个,两组所述连接阀分别沿周向间隔设置在两个外壳的内侧。
16.优选的,左右两个所述外壳内侧可闭合形成圆环。
17.优选的,所述加热机构还包括;旋转机、连接轴、导热轮、张紧链、收纳筒、加热棒和固定器;旋转机设置在所述安装架的后侧,所述旋转机和控制器电性连接;连接轴沿前后方向安装在所述旋转机的输出端;导热轮设置在所述连接轴的前侧;所述连接轴的数量为若干个,若干个所述张紧链分别沿周向间隔设置在连接轴的外壁前侧,所述张紧链的另一端沿周向连接在导热轮的后端;所述收纳筒的数量为若干个,若干个所述收纳筒分别沿周向间隔设置在导热轮的内侧;所述加热棒的数量为若干个,若干个所述加热棒分别沿周向插接在若干个收纳筒的内侧;所述固定器的数量为若干个,若干个所述固定器分别设置在若干个收纳筒的内腔后侧,所述固定器内侧与加热棒外壁夹持固定,所述固定器和控制器电性连接。
18.优选的,为了实现纤维纺布从左至右进行输送同时对纤维纺布外部进行加热,所述加热整平机构包括;整平机构外壳、电动输送带、限位辊、加压机、喷头管和整平组件;整平机构外壳沿左右方向设置在所述安装架的右侧;电动输送带沿左右方向设置在整平机构外壳的内腔底端,所述电动输送带的左右两侧分别由整平机构外壳的内腔左右两侧开口处延伸处整平机构外壳的外壁,所述电动输送带和控制器电性连接;所述限位辊的数量为若干个,若干个所述限位辊分别设置在电动输送带的顶端左右两侧;加压机沿左右方向设置在所述整平机构外壳的内腔顶端开口处,所述加压机和热风机其中一侧出气口通过导管进行连接,所述加压机和控制器电性连接;所述喷头管数量为两个,两个所述喷头管分沿左右方向设置在整平机构外壳的内腔前后两侧,两个所述喷头管分别与加压机通过导管进行连接;所述整平组件的数量为三个,三个所述整平组件从左至右间隙设置在整平机构外壳的内腔。
19.优选的,为了实现纤维纺布表面的平整,所述整平组件包括;整平组件外壳、环形导轨、转动杆、限位滑块、限位导轨、插槽块、连接杆、刮板、从动齿轮、伺服电机和主动齿轮;整平组件外壳沿前后方向设置在所述整平机构外壳的内腔;所述环形导轨的数量为两个,
两个所述环形导轨分别设置在整平组件外壳的内腔中部前后两侧;所述转动杆的数量为两个,两个所述转动杆分别通过销轴转动连接在两个环形导轨的左侧中部,所述转动杆的轴心右侧延伸出环形导轨的右端;所述限位滑块的数量为两个,两个所述限位滑块分别插接在两个环形导轨的内腔;所述限位导轨的数量为两个,两个所述限位导轨分别沿前后方向设置在两个整平组件外壳的内腔且位于两个环形导轨的下方;所述插槽块的数量为两个,两个所述插槽块分别插接在两个限位导轨的内腔;所述连接杆的数量为两个,两个所述连接杆分别沿上下方向插接在两个插槽块的内侧,所述连接杆的顶端与限位滑块的左侧通过销轴转动连接,所述连接杆的底端由整平组件外壳的内腔底端开口处延伸出整平组件外壳的外壁;所述刮板的数量为两个,两个所述刮板分别沿左右方向设置在两个连接杆的底端;所述从动齿轮的数量为两个,两个所述从动齿轮分别键连接在两个转动杆的轴心右端;伺服电机设置在所述整平组件外壳的内腔右侧中部,所述伺服电机和控制器电性连接;主动齿轮螺钉连接在所述伺服电机的输出端,所述主动齿轮和两个从动齿轮的啮合。
20.优选的,所述转动杆的内侧开设有可与限位滑块的外壁适配套接的通孔槽。
21.上述装置的处理工艺包括:
22.步骤一:预先将纤维纺布安装在上料机内侧,并将纤维纺布依次穿过加热机构内部限位辊和输送辊,加热整平机构内部限位辊和电动输送带内侧和收卷机,并控制控制器依次启动上料机、输送辊、旋转机.搬运机械臂、加热器和热风机,上料机将自身内部收卷的纤维纺布进行放卷作业,并在输送辊的驱动下和在限位辊的张紧限位作用下进入至左右两侧闭合的环形导轨内侧,并使纤维纺布沿导热轮外侧周向设置,旋转机驱动连接轴带动导热轮转动,进而使导热轮在收纳筒的配合下驱动加热棒在纤维纺布内侧周向运动,进而通过加热棒内部热量通过收纳筒传导至导热轮内部,并使导热轮对自身外壁接触的纤维纺布内侧进行加热,当导热轮驱动加热棒转动至下方搬运机械臂对应位置处,对应位置上收纳筒内部固定器解除对加热棒的固定,搬运机械臂将加热棒取出放置在加热器内部,加热器对内部加热棒进行加热,搬运机械臂将加热器内部预先加热完毕后的加热棒重新装填至收纳筒内并通过固定器对其固定,进而实现加热棒的循环利用以保证导热轮的内部温度,热风机通过导管将内部热风空气通过连接阀排入至外壳内部,并通过通气孔排出对纤维纺布外侧进行加热,进而实现加热整平机构对纤维纺布内外同步加热作用;
23.步骤二:加热完毕后的纤维纺布沿右侧输送辊和限位辊进入至加热整平机构内,工作人员控制控制器依次启动电动输送带、加压机、收卷机和三个整平组件中伺服电机,热风机将内部热空气排入至加压机的内部,加压机将热空气加压后由喷头管排出至整平机构外壳内部,进而对通过整平机构外壳的内部的纤维纺布进行加热,纤维纺布在左侧限位辊的限位作用下和在电动输送带旋转力的输送下穿过整平组件下方,伺服电机驱动主动齿轮转动,进而使前后两侧从动齿轮在主动齿轮旋转力的作用下驱动转动杆转动,并使限位滑块在转动杆旋转力的作用下沿环形导轨周向运动,并使前后两侧限位滑块驱动连接杆顶端沿周向运动,进而使连接杆在插槽块和限位导轨的限位作用下,使连接杆驱动刮板沿周向运动,进而使刮板将纤维纺布表面摊平,以对纤维纺布表面进行平整,平整后的纤维纺布进入收卷机内进行收卷。
24.与现有技术相比,本发明的有益效果是:该生产除尘滤袋用热定型处理设备以及处理工艺:
25.1、通过上料机将自身内部收卷的纤维纺布进行放卷作业,旋转机驱动连接轴带动导热轮在收纳筒的配合下驱动加热棒在纤维纺布内侧周向运动,进而使导热轮对自身外壁接触的纤维纺布内侧进行加热,搬运机械臂将加热棒取出放置在加热器内对其进行加热,搬运机械臂将加热器内部预先加热完毕后的加热棒重新装填至收纳筒内并通过固定器对其固定,进而实现加热棒的循环利用以保证导热轮的内部温度,热风机通过导管将内部热风空气通过连接阀排入至外壳并由通气孔喷出对纤维纺布外侧进行加热,进而实现加热整平机构对纤维纺布内外同步加热作用;
26.2、通过热风机在加压机配合下将热空气加压后由喷头管排出至整平机构外壳内部,进而对纤维纺布进行加热,伺服电机驱动主动齿轮在转动杆配合下沿环形导轨周向运动,进而使连接杆驱动刮板沿周向运动促使其将纤维纺布表面摊平,以对纤维纺布表面进行平整;
27.从而可实现滤袋加工过程中纤维纺布进行双面同步热定型,提高滤袋热定型加工效率,并且可对加热后的纤维纺布加热后出现的变形进行平整,避免纤维纺布定型后表面出现褶皱,保证滤袋的生产质量。
附图说明
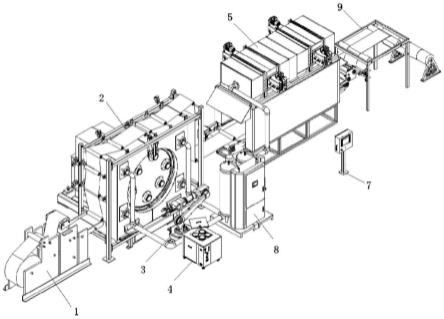
28.图1为本发明结构示意图;
29.图2为图1的加热机构爆炸图;
30.图3为本发明加热棒和固定器的结构示意图;
31.图4为本发明的加热机构的局部结构示意图;
32.图5为图1的加热整平机构爆炸图;
33.图6为图3的整平组件爆炸图。
34.图中:1、上料机,2、加热机构,21、安装架,22、限位辊,23、输送辊,24、平移模块,25、外壳,26、环形导轨,27、通气孔,28、连接阀,29、旋转机,210、连接轴,211、导热轮,212、张紧链,213、收纳筒,214、加热棒,215、固定器,3、搬运机械臂,4、加热器,5、加热整平机构,51、整平机构外壳,52、电动输送带,53、限位辊,54、加压机,55、喷头管,6、整平组件,61、整平组件外壳,62、环形导轨,63、转动杆,64、限位滑块,65、限位导轨,66、插槽块,67、连接杆,68、刮板,69、从动齿轮,610、伺服电机,611、主动齿轮,7、控制器,8、热风机,9、收卷机。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.请参阅图1-图6,本发明提供一种技术方案:一种生产除尘滤袋用热定型处理设备,包括:上料机1、加热机构2、搬运机械臂3、加热器4、加热整平机构5、控制器7、热风机8和收卷机9,上料机1可被控制器7进行控制,上料机1可将内部放置的纤维纺布进行放卷;加热机构2设置在上料机1的右侧;搬运机械臂3安装在加热机构2的前侧,搬运机械臂3可被控制器7进行控制,搬运机械臂3可对加热棒214进行夹持搬运;加热器4设置在搬运机械臂3的前
侧,加热器4可被控制器7进行控制,加热器4可对自身内部余存储的加热棒214进行加热;加热整平机构5设置在加热机构2的右侧;控制器7设置在加热整平机构5的前侧,控制器7分别与上料机1、搬运机械臂3和加热器4电性连接;热风机8设置在加热机构2和加热整平机构5的内侧前方,热风机8和控制器7电性连接,热风机8可被控制器7进行控制,热风机8内部产生热空气并通过导管分别排入至连接阀28和加压机54内;收卷机9设置在加热整平机构5的右侧,收卷机9和控制器7电性连接,收卷机9可被控制器7进行控制,收卷机9对加热整平机构5内部纤维纺布进行收卷。
37.作为优选方案,更进一步的,如图2、图3和图4所示,为了实现对纤维纺布进行双面加热,加热机构2包括;安装架21、限位辊22、输送辊23、平移模块24、外壳25、环形导轨26、通气孔27、连接阀28、旋转机29、连接轴210、导热轮211、张紧链212、收纳筒213、加热棒214和固定器215;安装架21沿左右方向安装在上料机1的右侧;限位辊22的数量为若干个,若干个限位辊22沿周向间隔设置在安装架21的外侧,限位辊22可实现对纤维纺布的张紧和限位作用下,使纤维纺布在两个环形导轨26内侧周向运动过程中保持绷紧状态;输送辊23的数量为若干个,若干个输送辊23沿周向间隔设置在安装架21的外侧且位于相邻限位辊22的内侧,输送辊23和控制器7电性连接,输送辊23可被控制器7进行控制,输送辊23内部电机可驱动内部辊轮转动,进而在内部辊轮旋转力的作用下实现对纤维纺布的输送;
38.为了实现两侧外壳25的分离闭合以便于对纤维纺布的安装上料,平移模块24的数量为两个,两个平移模块24分别设置在安装架21的内侧左右两端,平移模块24和控制器7电性连接,平移模块24可被控制器7进行控制,平移模块24可驱动对应位置上外壳25的向内侧或向外侧移动;外壳25的数量为两个,两个外壳25分别设置在两个平移模块24的内侧;环形导轨26的数量为两个,两个环形导轨26分别沿周向设置在两个外壳25的内侧;
39.为了实现对纤维纺布的外侧进行加热,通气孔27的数量两组,每组通气孔27的数量为若干个,两组通气孔27分别沿周向间隔设置在两个外壳25的内侧;连接阀28的数量两组,每组连接阀28的数量为两个,两组连接阀28分别沿周向间隔设置在两个外壳25的内侧,热风机8内部热风空气通过连接阀28排入至外壳25内部,并通过通气孔27排出对纤维纺布外侧进行加热;
40.为了实现导热轮211的周向运动,以使导热轮211在自身旋转力的作用下对自身外壁接触的纤维纺布内侧进行加热,旋转机29设置在安装架21的后侧,旋转机29和控制器7电性连接,旋转机29可被控制器7进行控制,旋转机29可驱动连接轴210带动导热轮211转动;连接轴210沿前后方向安装在旋转机29的输出端;导热轮211设置在连接轴210的前侧,导热轮211采用导热材质制成;连接轴210的数量为若干个,若干个张紧链212分别沿周向间隔设置在连接轴210的外壁前侧,张紧链212的另一端沿周向连接在导热轮211的后端,张紧链212可使导热轮211在转动过程中保持稳定;收纳筒213的数量为若干个,若干个收纳筒213分别沿周向间隔设置在导热轮211的内侧,收纳筒213采用导热材质制成;加热棒214的数量为若干个,若干个加热棒214分别沿周向插接在若干个收纳筒213的内侧;固定器215的数量为若干个,若干个固定器215分别设置在若干个收纳筒213的内腔后侧,固定器215内侧与加热棒214外壁夹持固定,固定器215和控制器7电性连接,固定器215可被控制器7进行控制,固定器215对加热棒214进行夹持固定。
41.作为优选方案,更进一步的,左右两个外壳25内侧可闭合形成圆环,以增大纤维纺
布的在外壳25内通行时间。
42.作为优选方案,更进一步的,如图5所示,为了实现纤维纺布从左至右进行输送同时对纤维纺布外部进行加热,加热整平机构5包括;整平机构外壳51、电动输送带52、限位辊53、加压机54、喷头管55和整平组件6;整平机构外壳51沿左右方向设置在安装架21的右侧;电动输送带52沿左右方向设置在整平机构外壳51的内腔底端,电动输送带52的左右两侧分别由整平机构外壳51的内腔左右两侧开口处延伸处整平机构外壳51的外壁,电动输送带52和控制器7电性连接,电动输送带52可被控制器7进行控制,电动输送带52可驱动纤维纺布穿过整平组件6下方;限位辊53的数量为若干个,若干个限位辊53分别设置在电动输送带52的顶端左右两侧,限位辊53可uid纤维纺布进行限位;加压机54沿左右方向设置在整平机构外壳51的内腔顶端开口处,加压机54和热风机8其中一侧出气口通过导管进行连接,加压机54和控制器7电性连接,加压机54可被控制器7进行控制,加压机54将热空气加压后由喷头管55排出至整平机构外壳51内部;喷头管55数量为两个,两个喷头管55分沿左右方向设置在整平机构外壳51的内腔前后两侧,两个喷头管55分别与加压机54通过导管进行连接;整平组件6的数量为三个,三个整平组件6从左至右间隙设置在整平机构外壳51的内腔。
43.作为优选方案,更进一步的,如图6所示,为了实现纤维纺布表面的平整,整平组件6包括;整平组件外壳61、环形导轨62、转动杆63、限位滑块64、限位导轨65、插槽块66、连接杆67、刮板68、从动齿轮69、伺服电机610和主动齿轮611;整平组件外壳61沿前后方向设置在整平机构外壳51的内腔;环形导轨62的数量为两个,两个环形导轨62分别设置在整平组件外壳61的内腔中部前后两侧;转动杆63的数量为两个,两个转动杆63分别通过销轴转动连接在两个环形导轨62的左侧中部,转动杆63的轴心右侧延伸出环形导轨62的右端;限位滑块64的数量为两个,两个限位滑块64分别插接在两个环形导轨62的内腔,限位滑块64可在环形导轨62的内腔周向运动;限位导轨65的数量为两个,两个限位导轨65分别沿前后方向设置在两个整平组件外壳61的内腔且位于两个环形导轨62的下方;插槽块66的数量为两个,两个插槽块66分别插接在两个限位导轨65的内腔;连接杆67的数量为两个,两个连接杆67分别沿上下方向插接在两个插槽块66的内侧,连接杆67的顶端与限位滑块64的左侧通过销轴转动连接,连接杆67的底端由整平组件外壳61的内腔底端开口处延伸出整平组件外壳61的外壁,连接杆67可在插槽块66内腔上下移动;刮板68的数量为两个,两个刮板68分别沿左右方向设置在两个连接杆67的底端;从动齿轮69的数量为两个,两个从动齿轮69分别键连接在两个转动杆63的轴心右端;伺服电机610设置在整平组件外壳61的内腔右侧中部,伺服电机610和控制器7电性连接,伺服电机610可被控制器7进行控制,伺服电机610可驱动主动齿轮611转动;主动齿轮611螺钉连接在伺服电机610的输出端,主动齿轮611和两个从动齿轮69的啮合,主动齿轮611可在从动齿轮69旋转力的作用下转动。
44.作为优选方案,更进一步的,转动杆63的内侧开设有可与限位滑块64的外壁适配套接的通孔槽,促使限位滑块64在转动杆63旋转力的作用下沿环形导轨62周向运动。
45.一种生产除尘滤袋用热定型处理设备的处理工艺,具体如下:
46.步骤一:预先将纤维纺布安装在上料机1内侧,并将纤维纺布依次穿过加热机构2内部限位辊22和输送辊23,加热整平机构5内部限位辊53和电动输送带52内侧和收卷机9,并控制控制器7依次启动上料机1、输送辊23、旋转机29.搬运机械臂3、加热器4和热风机8,上料机1将自身内部收卷的纤维纺布进行放卷作业,并在输送辊23的驱动下和在限位辊22
的张紧限位作用下进入至左右两侧闭合的环形导轨26内侧,并使纤维纺布沿导热轮211外侧周向设置,旋转机29驱动连接轴210带动导热轮211转动,进而使导热轮211在收纳筒213的配合下驱动加热棒214在纤维纺布内侧周向运动,进而通过加热棒214内部热量通过收纳筒213传导至导热轮211内部,并使导热轮211对自身外壁接触的纤维纺布内侧进行加热,当导热轮211驱动加热棒214转动至下方搬运机械臂3对应位置处,对应位置上收纳筒213内部固定器215解除对加热棒214的固定,搬运机械臂3将加热棒214取出放置在加热器4内部,加热器4对内部加热棒214进行加热,搬运机械臂3将加热器4内部预先加热完毕后的加热棒214重新装填至收纳筒213内并通过固定器215对其固定,进而实现加热棒214的循环利用以保证导热轮211的内部温度,热风机8通过导管将内部热风空气通过连接阀28排入至外壳25内部,并通过通气孔27排出对纤维纺布外侧进行加热,进而实现加热整平机构5对纤维纺布内外同步加热作用;
47.步骤二:加热完毕后的纤维纺布沿右侧输送辊23和限位辊22进入至加热整平机构5内,工作人员控制控制器7依次启动电动输送带52、加压机54、收卷机9和三个整平组件6中伺服电机610,热风机8将内部热空气排入至加压机54的内部,加压机54将热空气加压后由喷头管55排出至整平机构外壳51内部,进而对通过整平机构外壳51的内部的纤维纺布进行加热,纤维纺布在左侧限位辊53的限位作用下和在电动输送带52旋转力的输送下穿过整平组件6下方,伺服电机610驱动主动齿轮611转动,进而使前后两侧从动齿轮69在主动齿轮611旋转力的作用下驱动转动杆63转动,并使限位滑块64在转动杆63旋转力的作用下沿环形导轨62周向运动,并使前后两侧限位滑块64驱动连接杆67顶端沿周向运动,进而使连接杆67在插槽块66和限位导轨65的限位作用下,使连接杆67驱动刮板68沿周向运动,进而使刮板68将纤维纺布表面摊平,以对纤维纺布表面进行平整,平整后的纤维纺布进入收卷机9内进行收卷。
48.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1