一种立体肌理花型面料及其生产工艺的制作方法
1.本发明涉及纺织面料织造技术领域,具体涉及一种立体肌理花型面料及其生产工艺。
背景技术:
2.目前,服装面料不满足于简单的平面效果,出现了许多各种各样的特殊花型面料,有提花夹层双面面料,凹凸绉组织结构面料,波浪纹组织面料等等,其中,波浪纹组织面料以其立体效果被广大消费者所喜爱。
3.专利cn204401227u公开了一种立体波浪纹服装面料,其是通过交织的经纱和纬纱互相配合,凸起的形状由经纱与第二纬纱控制,可以通过调整经纱与第二纬纱的数量可以形成一定形状的凸起,体现出立体花纹效果;其是通过特定的组织结构形成立体波浪纹效果。但是,其得到的面料层次感不强烈,防水性差。因此,采用不同于现有技术的方案得到一种层次感强烈,防水性好的立体肌理花型面料很有必要。
技术实现要素:
4.为了解决上述技术问题,本技术提供了一种立体肌理花型面料,面料由经纱和纬纱经过组织结构相互交织而成,所述经纱和纬纱均为涤纶纱。
5.作为一种优选的技术方案,所述组织结构为平纹组织,斜纹组织,缎纹组织中的一种;
6.优选的,所述组织结构为平纹组织。
7.作为一种优选的技术方案,所述涤纶纱为预取向丝,高取向丝,常规变形丝,拉伸变形丝,全取向丝,空气变形丝中的一种;
8.优选的,所述涤纶纱为拉伸变形丝。
9.优选的,所述拉伸变形丝为全消光拉伸变形丝,半消光拉伸变形丝中的一种;
10.优选的,所述拉伸变形丝为全消光拉伸变形丝。
11.优选的,所述涤纶纱规格为40d,50d,70d,100d中的一种。
12.优选的,所述涤纶纱规格为50d。
13.更优选的,所述涤纶纱规格为50d/48f,经过以下纺丝工艺制备而成,纺丝工艺为:将pet切片和消光剂熔融共混,通过喷丝孔挤出后牵伸、定形、卷绕得到初始纤维,然后将该初始纤维进行热处理,得到规格为50d/48f的涤纶纱;
14.所述pet切片的型号为fc510,购买自宁波荣基新材料科技有限公司;
15.优选的,所述消光剂为二氧化钛,所述二氧化钛的粒径为80-100nm,型号为vk-t100,购买自杭州晶祥新材料科技有限公司。
16.优选的,所述消光剂的添加量为所述pet切片的2wt%-2.3wt%;更优选的,所述消光剂的添加量为所述pet切片的2.2wt%。
17.本发明体系中,申请人发现,当采用所限定的纺丝工艺制备得到最终规格为50d/
48f的全消光拉伸变形丝作为经纱和纬纱制备本发明的面料时,因该纱线经过热收缩处理,使得纱线具备了三维卷曲状态,具备一定的弹性,从而在后续织造过程中得到一种立体肌理花型面料。但是,因纱线具备了一定的弹性,导致其加工成面料时会因为弹性的存在不好控制最终面料的织物风格;因此,本技术人开发出适合该纱线制备最终面料的后续工序,从而克服纱线带来的技术难度,得到最终的立体肌理花型面料,生产工艺如下:
18.本技术另一方面提供了一种立体肌理花型面料的生产工艺,包括以下步骤:络筒工序,整经工序,浆纱工序,织造工序,染整工序。
19.作为一种优选的技术方案,所述络筒工序控制络筒速度为500-580m/min,采用电子清纱器清除纱线表面的有害纱疵,控制电子清纱器的清除效率为85%。
20.优选的,所述络筒速度为560m/min,电子清纱器为电容式电子清纱器,型号为dqss-4电子清纱器。
21.作为一种优选的技术方案,所述整经工序为对络筒后的筒子纱进行分条整经,整经速度为200-220m/min;
22.优选的,所述整经速度为210m/min。
23.作为一种优选的技术方案,所述浆纱工序为配制浆料,对整经后的纱线采用配制的浆料进行上浆整理;
24.优选的,所述浆料配方按重量份,包括pva-1799为18-23份,we-404为24-35份,dhz-20为1-3份,sa-100为0.2-0.6份。
25.优选的,所述浆料配方按重量份,包括pva-1799为21份,we-404为31份,dhz-20为2份,sa-100为0.4份。
26.优选的,所述上浆整理过程中控制浆槽中浆料的固含量为11-12wt%,浆纱速度为43-46m/min,上浆率为12-13%。
27.优选的,所述上浆整理过程中控制浆槽中浆料的固含量为11.5wt%,浆纱速度为45m/min,上浆率为12.5%。
28.作为一种优选的技术方案,所述织造工序为采用高速喷水织机按照平纹组织进行织造。
29.作为一种优选的技术方案,所述染整工序为将经过织造得到的织物依次进行平幅1道,复炼6-8道,190-200℃温度下进行超喂预定型,130℃温度下进行染色,170-185℃温度下进行超喂定型后得到成品。
30.优选的,所述染整工序为将经过织造得到的织物依次进行平幅1道,复炼7道,195℃温度下进行超喂预定型,130℃温度下进行染色,175℃温度下进行超喂定型后得到成品。
31.优选的,所述成品面料规格为:纱支为50d/48f*50d/48f,密度为175*132,克重为65g/m2,幅宽为57英寸。
32.优选的,所述超喂预定型为正超喂20-30%;优选的,所述超喂预定型为正超喂25%。
33.优选的,所述超喂定型为正超喂15-25%;优选的,所述超喂定型为正超喂20%。
34.本发明申请中,发明人通过控制预定型与定型过程中的超喂比,结合特定的烘干温度,在送料及烘干过程中,织物因经过两次特定超喂比工序(正超喂:正超喂为进布速度大于拉幅机或定型机的车速),使得织物径向产生一定的收缩,特定纱线在特定的烘干温度
下进行定型,最后在成品表面形成一种立体肌理花型的效果;织物径向产生一定的收缩后,面料密度变大,提高了面料的防水性能,结合特殊纱线的结构,形成特殊的立体肌理效果。
35.本发明产生了以下有益效果:1)技术方案中采用特定的超喂预定型结合超喂定型,配合特定的烘干温度以及整体工艺共同作用,得到了一种手感丰厚,色彩鲜艳,层次感强烈的立体肌理花型面料;2)具有较强的视觉效果以及耐用性;3)特殊生产工艺制备得到的面料具有较好的防水性,可应用于制备时尚夹克,时尚羽绒服,以及运动面料。
附图说明
36.图1为实施例1制备面料的面料风格示意图。
具体实施方式
37.实施例1
38.如图1所示,为本发明实施例1制备面料的面料风格示意图,本发明实施例1提供了一种立体肌理花型面料,面料由经纱和纬纱经过组织结构相互交织而成,所述经纱和纬纱均为涤纶纱。
39.所述组织结构为平纹组织;
40.所述涤纶纱为全消光拉伸变形丝。
41.所述涤纶纱规格为50d/48f,经过以下纺丝工艺制备而成,纺丝工艺为:将pet切片和消光剂熔融共混,通过喷丝孔挤出后牵伸、定形、卷绕得到初始纤维,然后将该初始纤维进行热处理,得到规格为50d/48f的涤纶纱;
42.所述pet切片的型号为fc510,购买自宁波荣基新材料科技有限公司;
43.所述消光剂为二氧化钛,所述二氧化钛的粒径为80-100nm,型号为vk-t100,购买自杭州晶祥新材料科技有限公司。
44.所述消光剂的添加量为所述pet切片的2.2wt%。
45.本发明实施例1另一方面提供了一种立体肌理花型面料的生产工艺,包括以下步骤:络筒工序,整经工序,浆纱工序,织造工序,染整工序。
46.所述络筒工序控制络筒速度为560m/min,采用电子清纱器清除纱线表面的有害纱疵,控制电子清纱器的清除效率为85%。所述电子清纱器为电容式电子清纱器,型号为dqss-4电子清纱器。
47.所述整经工序为对络筒后的筒子纱进行分条整经,整经速度为210m/min;
48.所述浆纱工序为配制浆料,对整经后的纱线采用配制的浆料进行上浆整理;
49.所述浆料配方按重量份,包括pva-1799为21份,we-404为31份,dhz-20为2份,sa-100为0.4份。
50.所述上浆整理过程中控制浆槽中浆料的固含量为11.5wt%,浆纱速度为45m/min,上浆率为12.5%。
51.所述织造工序为采用高速喷水织机按照平纹组织进行织造。
52.所述染整工序为将经过织造得到的织物依次进行平幅1道,复炼7道,195℃温度下进行超喂预定型,130℃温度下进行染色,175℃温度下进行超喂定型后得到成品。
53.所述成品面料规格为:纱支为50d/48f*50d/48f,密度为175*132,克重为65g/m2,
幅宽为57英寸。
54.所述超喂预定型为正超喂25%。
55.所述超喂定型为正超喂20%。
56.实施例2
57.本发明实施例2提供了一种立体肌理花型面料,面料由经纱和纬纱经过组织结构相互交织而成,所述经纱和纬纱均为涤纶纱。
58.所述组织结构为平纹组织;
59.所述涤纶纱为全消光拉伸变形丝。
60.所述涤纶纱规格为50d/48f,经过以下纺丝工艺制备而成,纺丝工艺为:将pet切片和消光剂熔融共混,通过喷丝孔挤出后牵伸、定形、卷绕得到初始纤维,然后将该初始纤维进行热处理,得到规格为50d/48f的涤纶纱;
61.所述pet切片的型号为fc510,购买自宁波荣基新材料科技有限公司;
62.所述消光剂为二氧化钛,所述二氧化钛的粒径为80-100nm,型号为vk-t100,购买自杭州晶祥新材料科技有限公司。
63.所述消光剂的添加量为所述pet切片的2.2wt%。
64.本发明实施例2另一方面提供了一种立体肌理花型面料的生产工艺,包括以下步骤:络筒工序,整经工序,浆纱工序,织造工序,染整工序。
65.所述络筒工序控制络筒速度为520m/min,采用电子清纱器清除纱线表面的有害纱疵,控制电子清纱器的清除效率为85%。所述电子清纱器为电容式电子清纱器,型号为dqss-4电子清纱器。
66.所述整经工序为对络筒后的筒子纱进行分条整经,整经速度为200m/min;
67.所述浆纱工序为配制浆料,对整经后的纱线采用配制的浆料进行上浆整理;
68.所述浆料配方按重量份,包括pva-1799为18份,we-404为24份,dhz-20为1份,sa-100为0.2份。
69.所述上浆整理过程中控制浆槽中浆料的固含量为11wt%,浆纱速度为43m/min,上浆率为12%。
70.所述织造工序为采用高速喷水织机按照平纹组织进行织造。
71.所述染整工序为将经过织造得到的织物依次进行平幅1道,复炼6道,190℃温度下进行超喂预定型,130℃温度下进行染色,170℃温度下进行超喂定型后得到成品。
72.所述成品面料规格为:纱支为50d/48f*50d/48f,密度为175*132,克重为65g/m2,幅宽为57英寸。
73.所述超喂预定型为正超喂20%。
74.所述超喂定型为正超喂15%。
75.实施例3
76.本发明实施例3提供了一种立体肌理花型面料,面料由经纱和纬纱经过组织结构相互交织而成,所述经纱和纬纱均为涤纶纱。
77.所述组织结构为平纹组织;
78.所述涤纶纱为全消光拉伸变形丝。
79.所述涤纶纱规格为50d/48f,经过以下纺丝工艺制备而成,纺丝工艺为:将pet切片
和消光剂熔融共混,通过喷丝孔挤出后牵伸、定形、卷绕得到初始纤维,然后将该初始纤维进行热处理,得到规格为50d/48f的涤纶纱;
80.所述pet切片的型号为fc510,购买自宁波荣基新材料科技有限公司;
81.所述消光剂为二氧化钛,所述二氧化钛的粒径为80-100nm,型号为vk-t100,购买自杭州晶祥新材料科技有限公司。
82.所述消光剂的添加量为所述pet切片的2.2wt%。
83.本发明实施例3另一方面提供了一种立体肌理花型面料的生产工艺,包括以下步骤:络筒工序,整经工序,浆纱工序,织造工序,染整工序。
84.所述络筒工序控制络筒速度为580m/min,采用电子清纱器清除纱线表面的有害纱疵,控制电子清纱器的清除效率为85%。所述电子清纱器为电容式电子清纱器,型号为dqss-4电子清纱器。
85.所述整经工序为对络筒后的筒子纱进行分条整经,整经速度为220m/min;
86.所述浆纱工序为配制浆料,对整经后的纱线采用配制的浆料进行上浆整理;
87.所述浆料配方按重量份,包括pva-1799为23份,we-404为35份,dhz-20为3份,sa-100为0.6份。
88.所述上浆整理过程中控制浆槽中浆料的固含量为12wt%,浆纱速度为46m/min,上浆率为13%。
89.所述织造工序为采用高速喷水织机按照平纹组织进行织造。
90.所述染整工序为将经过织造得到的织物依次进行平幅1道,复炼8道,200℃温度下进行超喂预定型,130℃温度下进行染色,180℃温度下进行超喂定型后得到成品。
91.所述成品面料规格为:纱支为50d/48f*50d/48f,密度为175*132,克重为65g/m2,幅宽为57英寸。
92.所述超喂预定型为正超喂25%。
93.所述超喂定型为正超喂20%。
94.对比例1
95.本发明对比例1提供了一种立体肌理花型面料,具体实施方式同实施例1,不同之处在于,所述超喂预定型为正超喂15%。
96.对比例2
97.本发明对比例2提供了一种立体肌理花型面料,具体实施方式同实施例1,不同之处在于,所述超喂定型为正超喂10%。
98.对比例3
99.本发明对比例3提供了一种立体肌理花型面料,具体实施方式同实施例1,不同之处在于,所述染整工序中在160℃温度下进行超喂定型后得到成品。
100.对比例4
101.本发明对比例4提供了一种立体肌理花型面料,具体实施方式同实施例1,不同之处在于,所述染整工序中在190℃温度下进行超喂定型后得到成品。
102.对比例5
103.本发明对比例5提供了一种立体肌理花型面料,具体实施方式同实施例1,不同之处在于,所述涤纶纱规格为50d/32f。
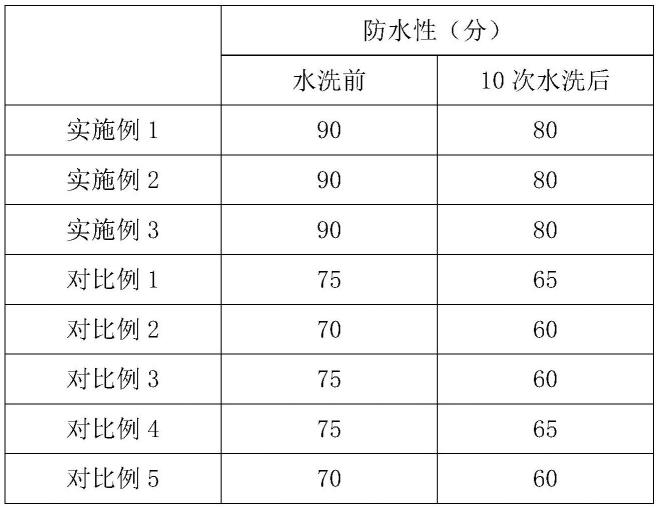
104.性能测试:
105.对实施例及对比例制备的面料进行防水性能测试:
106.1)防水性能测试参照标准jis l1092 b进行测试,测试洗前和10次水洗后的防水性。
107.测试结果见表1。
108.表1
109.
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1