一种弹力好的蒙娜丽纱面料制备工艺的制作方法
1.本发明属于纺织领域,具体涉及一种弹力好的蒙娜丽纱面料制备工艺。
背景技术:
2.近年来随着市场经济和工业水平的深入发展,纺织技术也不断更新,由纱制作而成的面料是人们生活过程中必不可少的生活用品,如广泛用于制作衣服、装物袋、台布和床上用品等,但是,随着人民生活水平的不断提高,人们对穿着服装材质也不断地提出新的要求,特别是青年人不仅要求服装款式新颖,穿着后美观大方,而且还能充分显示自己的形体美。因此市场上的具有松紧弹性稳定、抗污蓬松、透气性好,耐日晒耐氯,布面手感细腻、悬垂性好、抗皱免烫的面料服饰颇受人们的青睐。
3.虽然,目前陆续创新制造了一些功能面料,解决了上述面料要求中的部分问题,如抗污蓬松性面料、透气性面料等,但是还不能满足上述多种功能性的高要求标准,虽然功能面料具备一些特定的使用功能性,如氨纶弹力织物,但也还是存在手感较差,弹力不稳定,容易变形、容易起泡等问题,已无法满足消费群体的多样化需求,因而市场推广方面也具有一定困难。
技术实现要素:
4.本发明的目的在于提供一种弹力好的蒙娜丽纱面料制备工艺,通过该制备工艺加工而成的面料,具备优异的弹性和弹性恢复性,独特的手感和光泽,具抗污蓬松、耐日晒耐氯,布面手感细腻、悬垂性好、抗皱免烫、尺寸稳定、易洗不变形,吸湿排汗,弹性适度透气,纱细高密,组织性纺棉,贴肤性舒适,因而是一种多功能性纺织面料,可以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种弹力好的蒙娜丽纱面料制备工艺,该蒙娜丽纱面料制备工艺包括织造工序和染整工序;
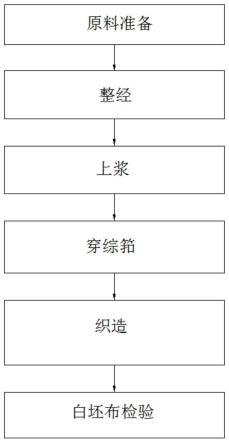
6.其中,织造工序包括以下步骤:
7.(1)原料准备:准备生产蒙娜丽纱面料的原料纱线;
8.(2)整经:通过整经机将坯布按规定的长度和宽度平行卷绕在经轴上,整经机工艺参数设计为力杆角度90度,张力圈上14g、中12g、下11g、前14g、中12g和后13g,中部纱线张力5g,边部纱线张力16g,车速320-340米/min,出丝张力40g/根;
9.(3)上浆:采用上浆设备对原料纱线进行多次上浆处理,以增加其强度;
10.(4)穿综筘:根据产品风格对应组织结构特点,将浆轴上的经纱按特定的穿综顺序及穿入数,完成穿综和穿筘的流程;
11.(5)织造:采用喷水机织造,188-208cm筘幅上机织造,上机纬密20d/62根/英寸,30d/50根/英寸,50d/36根/英寸,75d/30根/英寸,100d/25根/英寸,车速550转/分钟,开口时间30度,综平时间315度,以织成白坯布;
12.(6)白坯布检验:对织造加工而成的白胚布进行检验,以检验白坯布的物理指标和
外观是否达标;
13.染整工序包括以下步骤:
14.(11)白坯布退布上卷前处理:将达标的白坯布采用无张力bo间断式升温退浆,而后在常温30-40℃条件下进蒸缸,升温至80℃热水,将白坯布洗布至水出清,并维持ph值达到中性;
15.(12)染色:将蒸缸内的水温升温到达30-40℃后慢慢注入染化料,而后采用四个梯度升温区间将染液缓慢升温至130℃,以对白坯布进行保温染色处理,而后采用每分钟梯度降温0.8℃降至70℃后开缸对样,对样后及时出缸;
16.(13)脱水:染色后坯布使用离心脱水机脱去多余的染液,脱水机转速控制为1100-1300r/min,脱水时间5-8min;
17.(14)定型烘干:脱水后的坯布再次放入定型机中,在温度175-190℃,烘干时根据坯布的密度调节车速,以坯布里外烘干烘透为合适;
18.(15)色胚检验:使用验布机对染整加工而成的胚布进行检验,便于生产人员发现色差问题。
19.优选地,所述原料纱线采用sys弹性纤维。
20.具体包括以下几种类型:
21.20d/24f、密度为(90*100)
±
5;30d/36f和30d/72f、密度为(80*75)
±
5;50d/72f、50d/36f、密度为(70*55)
±
5;75d/36f、75d/72f、密度为(65*45)
±
5;100d/24f、100d/48f、密度为(60*35)
±
5。
22.优选地,所述步骤(3)中采用上浆设备对原料纱线进行多次上浆处理的次数至少为两次,包括:
23.第一次上浆,将原料纱线浸入浆液20秒,然后取出原料纱线;
24.烘干,将第一次上浆的原料纱线,放入烘箱,烘干原料纱线中的水分;
25.第二次上浆,将烘干的原料纱线再次浸入浆液30秒,然后取出原料纱线;
26.烘干,将第二次上浆的原料纱线,放入烘箱,烘干原料纱线中的水分,原料纱线上浆工艺结束。
27.优选地,所述浆液的用量控制为白坯布重量的0.3
±
0.1%。
28.优选地,所述浆液为粘着剂或功能助剂。
29.优选地,所述粘着剂为淀粉、改性淀粉或聚乙烯醇。
30.优选地,所述功能助剂为柔软剂、平滑剂、增塑剂和抗静电剂中的一种或组合物。
31.优选地,所述步骤(12)中采用四个梯度升温区间将染液缓慢升温至130℃,以对白坯布进行保温染色处理,包括:
32.第一梯度升温区间:每分钟梯度升温0.8℃升至80℃后,保温10min;
33.第二梯度升温区间:每分钟梯度升温0.8度升温至100℃,保温15min;
34.第三梯度升温区间:每分钟梯度升温1.0度升温至115℃,保温15min;
35.第四梯度升温区间:每分钟梯度升温1.0度升温至180℃,保温80min。
36.优选地,所述步骤(14)中坯布定型后的成品布门幅为140cm-155cm、成品布面皱感均匀细腻成水波纹状,且成品布的经纬伸缩比例为:经可延展35cm-45cm/米,纬可延展15cm-25cm/米、成品布包装为圆卷无张力包装。
37.成品布克重包括以下几种类型:
38.20d/24f克重为:45gsm-55gsm;
39.30d/36f和30d/72f克重为:60gsm-70gsm;
40.50d/72f和50d/36f克重为:80gsm-90gsm;
41.75d/36f和75d/72f克重为:120gsn-130gsm;
42.100d/24f和100d/48f克重为:150gsm-160gsm。
43.与现有技术相比,本发明的有益效果是:
44.本发明的制备工艺加工而成的面料,具备优异的弹性和弹性恢复性,独特的手感和光泽,具抗污蓬松、耐日晒耐氯,布面手感细腻、悬垂性好、抗皱免烫、尺寸稳定、易洗不变形,吸湿排汗,弹性适度透气,纱细高密,组织性纺棉,贴肤性舒适,因而是一种多功能性纺织面料。
附图说明
45.图1为本发明一种弹力好的蒙娜丽纱面料制备工艺的织造工序工作流程图。
46.图2为本发明一种弹力好的蒙娜丽纱面料制备工艺的染整工序工作流程图。
具体实施方式
47.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.实施例1
49.参阅图1-2所示,本实施例提出一种弹力好的蒙娜丽纱面料制备工艺,该蒙娜丽纱面料制备工艺包括织造工序和染整工序;
50.其中,织造工序包括以下步骤:
51.(1)原料准备:准备生产蒙娜丽纱面料的原料纱线;
52.(2)整经:通过整经机将坯布按规定的长度和宽度平行卷绕在经轴上,整经机工艺参数设计为力杆角度90度,张力圈上14g、中12g、下11g、前14g、中12g和后13g,中部纱线张力5g,边部纱线张力16g,车速320米/min,出丝张力40g/根;
53.(3)上浆:采用上浆设备对原料纱线进行多次上浆处理,以增加其强度;
54.(4)穿综筘:根据产品风格对应组织结构特点,将浆轴上的经纱按特定的穿综顺序及穿入数,完成穿综和穿筘的流程;
55.(5)织造:采用喷水机织造,188-208cm筘幅上机织造,上机纬密20d/62根/英寸,30d/50根/英寸,50d/36根/英寸,75d/30根/英寸,100d/25根/英寸,车速550转/分钟,开口时间30度,综平时间315度,以织成白坯布;
56.(6)白坯布检验:对织造加工而成的白胚布进行检验,以检验白坯布的物理指标和外观是否达标;
57.染整工序包括以下步骤:
58.(11)白坯布退布上卷前处理:将达标的白坯布采用无张力bo间断式升温退浆,而后在常温30℃条件下进蒸缸,升温至80℃热水,将白坯布洗布至水出清,并维持ph值达到中
性;
59.(12)染色:将蒸缸内的水温升温到达40℃后慢慢注入染化料,而后采用四个梯度升温区间将染液缓慢升温至130℃,以对白坯布进行保温染色处理,而后采用每分钟梯度降温0.8℃降至70℃后开缸对样,对样后及时出缸;
60.(13)脱水:染色后坯布使用离心脱水机脱去多余的染液,脱水机转速控制为1300r/min,脱水时间5min;
61.(14)定型烘干:脱水后的坯布再次放入定型机中,在温度175℃,烘干时根据坯布的密度调节车速,以坯布里外烘干烘透为合适;
62.(15)色胚检验:使用验布机对染整加工而成的胚布进行检验,便于生产人员发现色差问题。
63.在本实施例中,所述原料纱线采用sys弹性纤维。
64.在本实施例中,所述步骤(3)中采用上浆设备对原料纱线进行多次上浆处理的次数至少为两次,包括:
65.第一次上浆,将原料纱线浸入浆液20秒,然后取出原料纱线;
66.烘干,将第一次上浆的原料纱线,放入烘箱,烘干原料纱线中的水分;
67.第二次上浆,将烘干的原料纱线再次浸入浆液30秒,然后取出原料纱线;
68.烘干,将第二次上浆的原料纱线,放入烘箱,烘干原料纱线中的水分,原料纱线上浆工艺结束。
69.在本实施例中,所述浆液的用量控制为白坯布重量的0.3%。
70.在本实施例中,所述浆液为粘着剂或功能助剂。
71.在本实施例中,所述粘着剂为淀粉、改性淀粉或聚乙烯醇。
72.在本实施例中,所述功能助剂为柔软剂、平滑剂、增塑剂和抗静电剂中的一种或组合物。
73.在本实施例中,所述步骤(12)中采用四个梯度升温区间将染液缓慢升温至130℃,以对白坯布进行保温染色处理,包括:
74.第一梯度升温区间:每分钟梯度升温0.8℃升至80℃后,保温10min;
75.第二梯度升温区间:每分钟梯度升温0.8度升温至100℃,保温15min;
76.第三梯度升温区间:每分钟梯度升温1.0度升温至115℃,保温15min;
77.第四梯度升温区间:每分钟梯度升温1.0度升温至180℃,保温80min。
78.在本实施例中,所述步骤(14)中坯布定型后的成品布门幅为140cmcm、成品布的经纬伸缩比例为:经可延展45cm/米,纬可延展15cm/米、成品布包装为圆卷无张力包装。
79.实施例2
80.参阅图1-2所示,本实施例提出一种弹力好的蒙娜丽纱面料制备工艺,该蒙娜丽纱面料制备工艺包括织造工序和染整工序;
81.其中,织造工序包括以下步骤:
82.(1)原料准备:准备生产蒙娜丽纱面料的原料纱线;
83.(2)整经:通过整经机将坯布按规定的长度和宽度平行卷绕在经轴上,整经机工艺参数设计为力杆角度90度,张力圈上14g、中12g、下11g、前14g、中12g和后13g,中部纱线张力5g,边部纱线张力16g,车速340米/min,出丝张力40g/根;
84.(3)上浆:采用上浆设备对原料纱线进行多次上浆处理,以增加其强度;
85.(4)穿综筘:根据产品风格对应组织结构特点,将浆轴上的经纱按特定的穿综顺序及穿入数,完成穿综和穿筘的流程;
86.(5)织造:采用喷水机织造,188-208cm筘幅上机织造,上机纬密20d/62根/英寸,30d/50根/英寸,50d/36根/英寸,75d/30根/英寸,100d/25根/英寸,车速550转/分钟,开口时间30度,综平时间315度,以织成白坯布;
87.(6)白坯布检验:对织造加工而成的白胚布进行检验,以检验白坯布的物理指标和外观是否达标;
88.染整工序包括以下步骤:
89.(11)白坯布退布上卷前处理:将达标的白坯布采用无张力bo间断式升温退浆,而后在常温40℃条件下进蒸缸,升温至80℃热水,将白坯布洗布至水出清,并维持ph值达到中性;
90.(12)染色:将蒸缸内的水温升温到达40℃后慢慢注入染化料,而后采用四个梯度升温区间将染液缓慢升温至130℃,以对白坯布进行保温染色处理,而后采用每分钟梯度降温0.8℃降至70℃后开缸对样,对样后及时出缸;
91.(13)脱水:染色后坯布使用离心脱水机脱去多余的染液,脱水机转速控制为1100r/min,脱水时间8min;
92.(14)定型烘干:脱水后的坯布再次放入定型机中,在温度190℃,烘干时根据坯布的密度调节车速,以坯布里外烘干烘透为合适;
93.(15)色胚检验:使用验布机对染整加工而成的胚布进行检验,便于生产人员发现色差问题。
94.在本实施例中,所述原料纱线采用sys弹性纤维。
95.在本实施例中,所述步骤(3)中采用上浆设备对原料纱线进行多次上浆处理的次数至少为两次,包括:
96.第一次上浆,将原料纱线浸入浆液20秒,然后取出原料纱线;
97.烘干,将第一次上浆的原料纱线,放入烘箱,烘干原料纱线中的水分;
98.第二次上浆,将烘干的原料纱线再次浸入浆液30秒,然后取出原料纱线;
99.烘干,将第二次上浆的原料纱线,放入烘箱,烘干原料纱线中的水分,原料纱线上浆工艺结束。
100.在本实施例中,所述浆液的用量控制为白坯布重量的0.4%。
101.在本实施例中,所述浆液为粘着剂或功能助剂。
102.在本实施例中,所述粘着剂为淀粉、改性淀粉或聚乙烯醇。
103.在本实施例中,所述功能助剂为柔软剂、平滑剂、增塑剂和抗静电剂中的一种或组合物。
104.在本实施例中,所述步骤(12)中采用四个梯度升温区间将染液缓慢升温至130℃,以对白坯布进行保温染色处理,包括:
105.第一梯度升温区间:每分钟梯度升温0.8℃升至80℃后,保温10min;
106.第二梯度升温区间:每分钟梯度升温0.8度升温至100℃,保温15min;
107.第三梯度升温区间:每分钟梯度升温1.0度升温至115℃,保温15min;
108.第四梯度升温区间:每分钟梯度升温1.0度升温至180℃,保温80min。
109.在本实施例中,所述步骤(14)中坯布定型后的成品布门幅为155cm、成品布的经纬伸缩比例为:经可延展45cm/米,纬可延展25cm/米、成品布包装为圆卷无张力包装。
110.实施例3
111.参阅图1-2所示,本实施例提出一种弹力好的蒙娜丽纱面料制备工艺,该蒙娜丽纱面料制备工艺包括织造工序和染整工序;
112.其中,织造工序包括以下步骤:
113.(1)原料准备:准备生产蒙娜丽纱面料的原料纱线;
114.(2)整经:通过整经机将坯布按规定的长度和宽度平行卷绕在经轴上,整经机工艺参数设计为力杆角度90度,张力圈上14g、中12g、下11g、前14g、中12g和后13g,中部纱线张力5g,边部纱线张力16g,车速330米/min,出丝张力40g/根;
115.(3)上浆:采用上浆设备对原料纱线进行多次上浆处理,以增加其强度;
116.(4)穿综筘:根据产品风格对应组织结构特点,将浆轴上的经纱按特定的穿综顺序及穿入数,完成穿综和穿筘的流程;
117.(5)织造:采用喷水机织造,188-208cm筘幅上机织造,上机纬密20d/62根/英寸,30d/50根/英寸,50d/36根/英寸,75d/30根/英寸,100d/25根/英寸,车速550转/分钟,开口时间30度,综平时间315度,以织成白坯布;
118.(6)白坯布检验:对织造加工而成的白胚布进行检验,以检验白坯布的物理指标和外观是否达标;
119.染整工序包括以下步骤:
120.(11)白坯布退布上卷前处理:将达标的白坯布采用无张力bo间断式升温退浆,而后在常温40℃条件下进蒸缸,升温至80℃热水,将白坯布洗布至水出清,并维持ph值达到中性;
121.(12)染色:将蒸缸内的水温升温到达30℃后慢慢注入染化料,而后采用四个梯度升温区间将染液缓慢升温至130℃,以对白坯布进行保温染色处理,而后采用每分钟梯度降温0.8℃降至70℃后开缸对样,对样后及时出缸;
122.(13)脱水:染色后坯布使用离心脱水机脱去多余的染液,脱水机转速控制为1200r/min,脱水时间6min;
123.(14)定型烘干:脱水后的坯布再次放入定型机中,在温度180℃,烘干时根据坯布的密度调节车速,以坯布里外烘干烘透为合适;
124.(15)色胚检验:使用验布机对染整加工而成的胚布进行检验,便于生产人员发现色差问题。
125.在本实施例中,所述原料纱线采用sys弹性纤维。
126.在本实施例中,所述步骤(3)中采用上浆设备对原料纱线进行多次上浆处理的次数至少为两次,包括:
127.第一次上浆,将原料纱线浸入浆液20秒,然后取出原料纱线;
128.烘干,将第一次上浆的原料纱线,放入烘箱,烘干原料纱线中的水分;
129.第二次上浆,将烘干的原料纱线再次浸入浆液30秒,然后取出原料纱线;
130.烘干,将第二次上浆的原料纱线,放入烘箱,烘干原料纱线中的水分,原料纱线上
浆工艺结束。
131.在本实施例中,所述浆液的用量控制为白坯布重量的0.2%。
132.在本实施例中,所述浆液为粘着剂或功能助剂。
133.在本实施例中,所述粘着剂为淀粉、改性淀粉或聚乙烯醇。
134.在本实施例中,所述功能助剂为柔软剂、平滑剂、增塑剂和抗静电剂中的一种或组合物。
135.在本实施例中,所述步骤(12)中采用四个梯度升温区间将染液缓慢升温至130℃,以对白坯布进行保温染色处理,包括:
136.第一梯度升温区间:每分钟梯度升温0.8℃升至80℃后,保温10min;
137.第二梯度升温区间:每分钟梯度升温0.8度升温至100℃,保温15min;
138.第三梯度升温区间:每分钟梯度升温1.0度升温至115℃,保温15min;
139.第四梯度升温区间:每分钟梯度升温1.0度升温至180℃,保温80min。
140.在本实施例中,所述步骤(14)中坯布定型后的成品布门幅为140cmcm、成品布的经纬伸缩比例为:经可延展35cmcm/米,纬可延展25cm/米、成品布包装为圆卷无张力包装。
141.本发明的制备工艺加工而成的面料,具备优异的弹性和弹性恢复性,独特的手感和光泽,具抗污蓬松、耐日晒耐氯,布面手感细腻、悬垂性好、抗皱免烫、尺寸稳定、易洗不变形,吸湿排汗,弹性适度透气,纱细高密,组织性纺棉,贴肤性舒适,因而是一种多功能性纺织面料,该产品的问世解决了原来氨纶弹力织物的弱点和不足,如弹性不稳定,不好打理,容易起泡,弹性过剩,穿着发闷等问题。
142.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
143.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1