一种自动化缝边设备及其加工方法与流程
本发明涉及缝制包边加工,具体涉及一种自动化缝边设备及其加工方法。
背景技术:
1、生活中,有些物品是人们所必须的,如方形巾、衣服、鞋、帽等。这些物品所需的物料有布料、有机料、棉料等等,这些物料的物品在使用时,会根据尺寸的需要,经常要进行切割后使用。但对于这类切割后的物品,在其边缘处会出现毛边等现象,具有毛边的物品使用久了会出现掉料、飞边或伤害使用者,因此需要去除毛边是至关重要的,传统的去除毛边是采用人工对上述物料的边缘进行缝制,其耗时、耗力,也消耗时效等,若采用缝纫机进行缝制,虽然解放了人工操作,但缝纫机进行的是单边缝制,效率低下,且两边缝制后,不对称,影响整体的美学性和使用效果等;在传统的缝制加工中,缝纫机头一般是固定在支架上,一旦出现故障或引线时,操作起来比较耗时耗力,完成时间大大加长等。
2、目前,市场上还有一些包缝设备,其加工工艺较为复杂,需要对无关的物料边缘进行包缝,既浪费了原料(包边条和缝线等),又加长了加工时间,降低了生产效率,如专利号:cn210561117u和cn214005001u的两件专利,其加工设备较为复杂,增加360°的旋转,还有加热器等,对布胚进行四周缝制,而且采用一个机头进行,效率低下,生产成本较高,布胚在旋转时,会产生错位,也会极大的影响缝制一周的效果等。
3、因此,借助科技发展的力量,及时地将智能化和自动化引入,增加了针织品的制造量和加快了加工时速。解决对于一些原料针织品的加工难题:需要对其进行修整,再进行针织,修整往往需要多道工序进行,效率低下,耗时、耗力和耗成本等,修整的物料边缘总是出现各种毛刺现象,影响使用效果和美学效果等;还有一些类似针织品的物品,在切割出所需形状后,都会存在毛边现象,就需要对毛边进行修整和缝制等。
技术实现思路
1、本发明的目的是为了克服现有的物料包边的时效慢、耗时、耗力,容易出现包边不完整,遗漏毛刺现象,裁切不均衡,导致物料的浪费等问题,通过对物料包边的缝制的设计,简化了物料的包边过程,物料一般是方形料,进行相对边的缝制,可以保护相对边的磨损和避免毛刺,使用者习惯上会采用有包边的地方进行取放,也就会降低其余部分的磨损等;采用承载支架、送料器、裁切机构、缝边机构和载物器,可以实现自动化的进行物料的裁边、包边和缝制商标等,可以实现机械手的灵活抓取和微调节功能,可以实现挑选废料和移除废料,可以实现快速切割和均衡切割,避免物料的传输上的走偏等;可以实现部件上的灵活检修,尤其是缝纫机的滑动和转动,方便快速维修等;通过对物料的经线和纬线的编织情况,有的物料经线易磨损或毛边,有的物料纬线易磨损或毛边,这样单方向包边,可以节省材料、避免材料浪费,也实现高效地生产等。
2、本发明的技术方案具体如下:
3、一种自动化缝边设备,所述自动化缝边设备包括:
4、上料机构,所述上料机构包括上料支架、载物器、传输辊、调位器和输送器,所述上料支架的一端部上安装有所述载物器,所述传输辊安装在所述所述上料支架的中部,所述调位器安装在所述传输辊上,所述输送器安装在所述上料支架的另一端部上;
5、裁切机构,所述裁切机构包括裁切支架、展平辊、压制器、切刀机构和拉展器,所述裁切支架连接所述上料支架,在靠近上料支架的所述裁切机构上设置有所述展平辊,从靠近所述展平辊至远离所述展平辊的方向上,且在所述裁切支架上依次安装有所述压制器、切刀机构和拉展器,所述拉展器用于拉动物料;
6、缝边机构,所述缝边机构包括缝边支架、抓取器、包边器、商标器、切边器和缝纫器,所述缝边支架连接在所述裁切支架上,所述裁切支架的一端部安装有所述抓取器,从靠近所述抓取器至远离抓取器,且在所述缝边支架上依次安装有所述商标器、包边器、切边器和缝纫器,所述切边器用于切除物料边缘,所述包边器用于将切除后的物料边缘进行包住,所述缝纫器用于将包住的物料边缘进行缝制;
7、排料机构,所述排料机构包括排料支架、传料台、抓物器和载物台,所述排料支架连接在所述缝边支架上,所述排料支架的一端部安装有所述传料台,在靠近所述传料台的所述排料支架上安装有所述载物台,在所述载物台的上方且在所述排料支架上安装有所述抓物器,所述载物台在所述排料支架上进行换位移动;
8、中央控制器,所述中央控制器的电源端连接外部电源,所述中央控制器的控制端分别电连接输送器、压制器、切刀机构、拉展器、抓取器、缝纫器、抓物器和载物台的控制端,所述中央控制器用于控制驱动输送器、压制器、切刀机构、拉展器、抓取器、缝纫器、抓物器和载物台的运作和/或停止。
9、进一步地,所述输送器包括输送电机、第一输送辊、第二输送辊和上料控制器,所述输送电机和上料控制器均安装在所述上料支架上,所述第一输送辊和第二输送辊均与所述上料支架为转动连接,所述第一输送辊的一端连接在所述输送电机的驱动端,所述第二输送辊与所述第一输送辊相互配合,且夹住物料进行输料,所述上料控制器的电源输出端电连接所述输送电机的电源输入端,所述控制器用于调节所述输送电机的运作和停止。
10、进一步地,所述上料控制器的控制端还电连接所述中央控制器的控制端。
11、进一步地,所述输送器为至少两个。
12、进一步地,所述载物器包括转动辊,所述转动辊活动连接在所述上料支架上。
13、进一步地,所述传输辊为至少两条传输辊,且所述传输辊均为平行于所述转动辊设置在所述上料支架上。
14、进一步地,所述调位器选取环型件,且每个所述传输辊上安装有至少2个环型件,所述环型件与所述传输辊为滑动和/或转动连接。
15、进一步地,所述载物器还包括弹力压制件,所述弹力压制件为活动连接在所述上料支架上,所述弹力压制件用于压制所述转动辊上的物料,且物料在所述弹力压制件上滑动。
16、进一步地,所述展平辊选取带有调位环的圆管,所述调位环与所述圆管相互配合进行展平。
17、进一步地,所述调位环与所述环型件相同或相似。
18、进一步地,所述压制器包括压制电机、上压板和下压板,所述下压板和压制电机均安装在所述裁切支架上,所述上压板为滑动连接在所述裁切支架上,所述压制电机的驱动端安装有所述上压板,且用于驱动所述上压板和下压板的开合,所述上压板与所述下压板为平行设置。
19、进一步地,所述压制电机的电源端电连接所述中央控制器的控制端。
20、进一步地,所述上压板和下压板的一侧边均为凹凸矩形波的设置,所述一侧边为靠近所述切刀机构的侧边。
21、进一步地,所述切刀机构包括切刀和切刀电机,所述切刀电机安装在所述裁切支架上,所述切刀为长条状切刀,所述切刀滑动连接在所述裁切支架上,且所述切刀与所述下压板平行设置,所述切刀还与所述切刀电机的驱动端连接,所述切刀电机用于驱动切刀的运作。
22、进一步地,所述切刀电机的电源输入端电连接所述中央控制器的控制端。
23、进一步地,所述拉展器包括移动轨道、拉展电机和夹持板,所述移动轨道安装在所述裁切支架上,且与所述裁切支架为滑动连接,所述拉展电机安装在所述裁切支架上,所述拉展电机的驱动端连接所述移动轨道,所述移动轨道的另一端连接夹持板,所述夹持板用于夹持物料,带有所述夹持板的所述移动轨道用于在所述拉展电机的驱动下进行往返拉物料的运作。
24、进一步地,所述夹持板的一侧边为凹凸矩形波的设置,所述一侧边为靠近所述下压板的侧边,且所述夹持板与所述下压板相互配合。
25、进一步地,所述抓取器包括移动滑轨、抓取电机、机械手、微调器、感应器和传送台,所述移动滑轨安装在所述缝边支架上,所述抓取电机安装在所述移动滑轨上,所述抓取电机的驱动端安装有所述机械手,所述微调器分别电连接所述感应器和所述抓取电机的电源输入端,所述微调器用于接收所述感应器采集的物料的位置信息以及调整机械手摆位,所述传送台安装在所述缝边支架上,所述传送台用于将所述抓取器抓取的物料传送至缝边机构。
26、进一步地,所述抓取电机的电源输入端电连接所述中央控制器的控制端。
27、进一步地,所述包边器包括包边盘和输边器,所述包边盘用于装载包边条,所述输边器用于将包边条输送至缝制位置。
28、进一步地,所述商标器包括商标盘和输标器,所述商标盘用于装载商标条,所述输标器用于将商标条输送至缝制位置。
29、进一步地,所述切边器包括切边刀、切条刀和切标刀,所述切边刀、切条刀和切标刀均安装在所述缝边支架上。
30、进一步地,所述缝纫器包括缝纫机、载物板、滑轨、滑座和转动座,所述滑轨安装在所述缝边支架上,所述滑轨上安装有所述滑座,所述滑座与所述滑轨为滑动连接,所述滑座上安装有所述转动座和载物板,所述转动座在所述滑座上进行转动,所述转动座上安装有所述缝纫机,所述缝纫机在所述载物板上进行缝制动作。
31、进一步地,所述缝纫器的电源端电连接所述中央控制器的控制端。
32、进一步地,所述缝纫机、滑座和转动座均为至少2个,且为成套组合。
33、进一步地,所述缝纫机、滑座和转动座均为对称设置。
34、进一步地,所述滑轨为至少2个。
35、进一步地,所述滑座上设有卡杆,所述转动座上设有滑槽,所述卡杆安装在所述滑槽内,所述卡杆与所述滑槽为滑动连接。
36、进一步地,所述卡杆上设有调节钮,所述调节钮用于稳固和/或开启所述转动盘的转动。
37、进一步地,所述抓物器包括抓物电机和抓物机械手,所述抓物电机安装在所述排料支架上,所述抓物电机的驱动端安装所述抓物机械手,所述抓物机械手用于抓取在传料台上的物料。
38、进一步地,所述抓物电机的电源端电连接所述中央控制器的控制端。
39、进一步地,所述抓物机械手选取二维移动机械手。
40、进一步地,所述二维移动机械手选取吸盘式机械手。
41、进一步地,所述抓取器选取机械手。
42、进一步地,所述抓取器选取三维移动机械手。
43、进一步地,所述抓取器选取吸盘式机械手。
44、进一步地,所述载物台包括台面、载物电机和升降滑轨,所述载物电机安装在所述排料支架上,所述升降滑轨安装在所述排料支架上,所述载物电机的驱动端连接所述升降滑轨,所述升降滑轨的上端安装有所述台面,所述载物电机用于驱动所述升降滑轨的升降,进而带动台面的升降。
45、进一步地,所述载物电机的电源端电连接所述中央控制器的控制端。
46、进一步地,所述缝边机构和排料机构均设置有两个。
47、进一步地,所述上料机构、裁切机构、缝边机构和排料机构为中心线对称设置,所述中心线为上料机构的中心线。
48、进一步地,一种自动化缝边设备的加工方法,所述加工步骤如下:
49、步骤1:选取卷状物料,将其放置在载物器上,卷状物料可以在载物器上进行旋转放料,物料通过传输辊,且在调位器的作用下,进行物料的限位和传送物料,物料会通过输送器的拉动,进行持续送料;
50、步骤2:物料进入展平辊上,通过展平辊会对物料进行二次展平和限位,物料进一步进入到压制器内并从压制器露出,拉展器将露出的物料进行夹住,并拉动物料至所需位置,压制器动作进行压制物料,切刀机构动作,快速地将物料切断,待中央控制器的下一次指令复制动作;
51、步骤3:拉展器放开被切断物料,抓取器进行移位至被切断物料的上方位置下落,进行物料的抓取和移位传送,传送至感应器上方时,若物料有偏位现象,感应器会将采集到的信号传给微调器,微调器对抓取电机动作,微调机械手,完成物料的纠正,再传送至传送台上,待中央控制器的下一次指令复制动作;
52、步骤4:传送台将物料传送,在传送过程中,会有切边器进行物料的切边,切边好的物料送至缝纫器;
53、步骤5:包边器装载包边条,并将包边条输送至缝纫器;
54、步骤6:商标器装载商标条,并将商标条输送至缝纫器;
55、步骤7:缝纫器启动,会将包边条包住物料边缘,然后将包边条、商标条和物料边缘进行缝制,完成物料的包边,在传送台的传送下,包边物料会传送至传料台上,抓物器会将包边物料抓取至载物台上,载物台会随着包边物料的逐层叠加而进行逐渐下降载物台;
56、步骤8:待加工完包边物料后,拉动缝纫器,可将缝纫器拉出加工位置。
57、有益效果
58、本发明通过对物料包边的缝制的设计,简化了物料的包边过程,物料一般是方形料,进行相对边的缝制,可以保护相对边的磨损和避免毛刺,使用者习惯上会采用有包边的地方进行取放,也就会降低其余部分的磨损等;采用承载支架、送料器、裁切机构、缝边机构和载物器,可以实现自动化的进行物料的裁边、包边和缝制商标等,可以实现机械手的灵活抓取和微调节功能,可以实现挑选废料和移除废料,可以实现快速切割和均衡切割,避免物料的传输上的走偏等;可以实现部件上的灵活检修,尤其是缝纫机的滑动和转动,方便快速维修等;通过对物料的经线和纬线的编织情况,有的物料经线易磨损或毛边,有的物料纬线易磨损或毛边,这样单方向包边,可以节省材料、避免材料浪费,也实现高效地生产等。该包边设备可以广泛地应用在诸多材料(如针织、棉麻等)的包边上。
59、附图说明
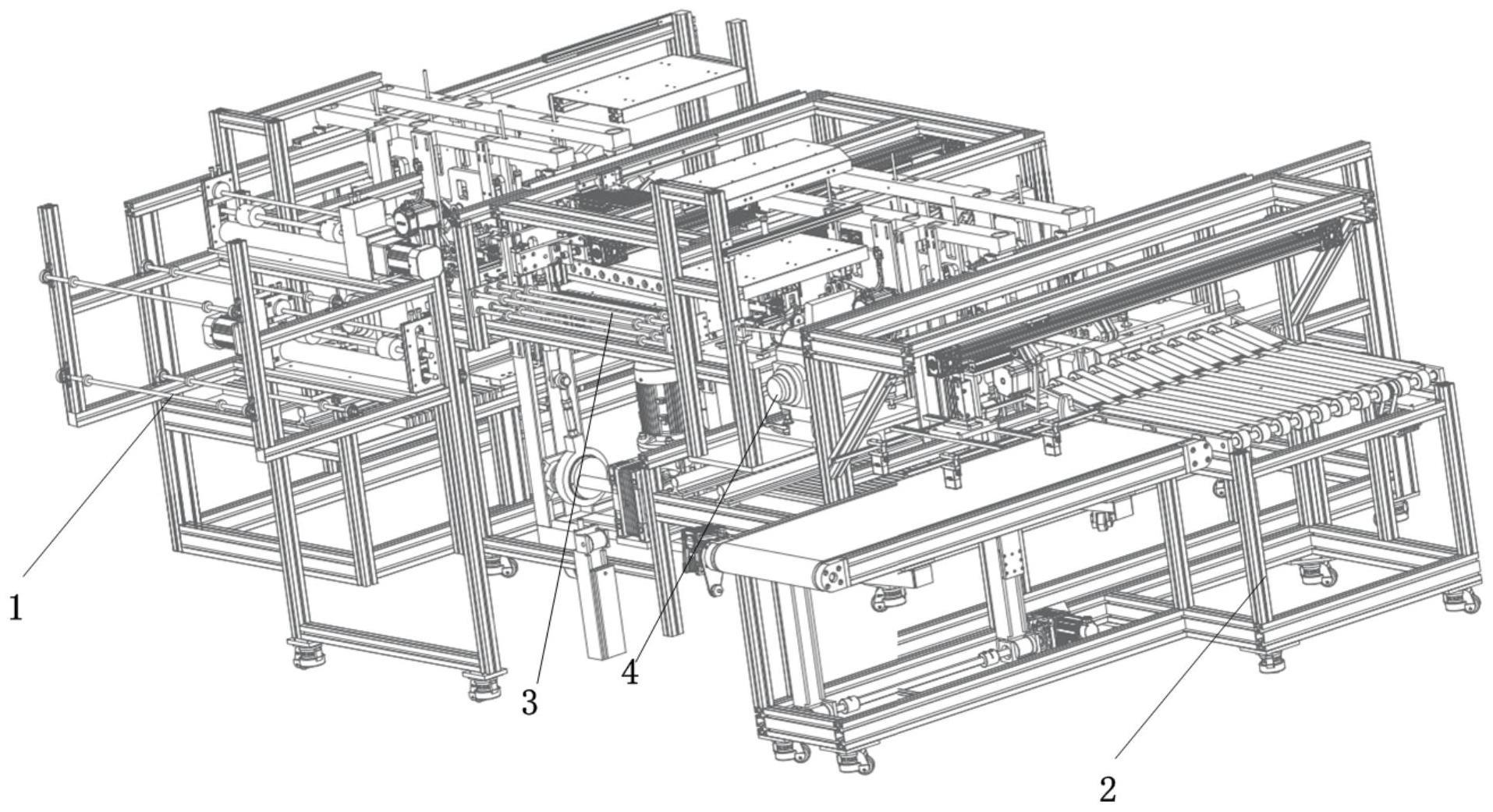
60、图1为本发明一种自动化缝边设备结构示意图。
61、图2为本发明一种自动化缝边设备的抓取器的结构示意图。
62、图3为本发明一种自动化缝边设备的送料机构结构示意图。
63、图4为本发明一种自动化缝边设备的缝边机构结构示意图。
64、图5为本发明一种自动化缝边设备的拉展器结构示意图。
65、图6为本发明一种自动化缝边设备的裁切机构的压制-切割结构示意图。
66、图7为本发明一种自动化缝边设备的排料结构示意图。
67、图8为本发明一种自动化缝边设备的加工流程示意图。
- 还没有人留言评论。精彩留言会获得点赞!