一种洞洞布生产工艺及其裁切装置的制作方法
1.本发明涉及纺织面料的生产工艺技术领域,具体为一种洞洞布生产工艺及其裁切装置。
背景技术:
2.针对目前国内外市场上,已经出现的洞洞布面料,分析其生产方式,主要包括两种,一种是,两种纱线进行交并交织,其中一种为可溶解型纱线,通过经纬向嵌条方式与主体材料纱线进行交织成坯布,在后道的染色工序中,将经向和纬向嵌条的,可溶解纱线溶解掉,溶解掉纱线交织点,形成透气、透孔的洞洞布面料;第二种是,选择超细单丝,按照一定规律与主体纱线经、纬向交并交织,超细单丝经、纬向交织交叉点,突现出透空、透光、透气的特点;现有洞洞布的生产成本较高,从而导致用户的效益较低,并且现有的洞洞布裁切装置在使用中,常常会使得裁切散落的细碎布料随处散落在空气中,被工作的用户吸入体内,以此长久从而会严重的危害用户的身体健康,给用户带来不可逆转的危害。
技术实现要素:
3.本发明的目的在于提供一种洞洞布生产工艺及其裁切装置,以解决上述背景技术中提出的现有洞洞布的生产成本较高,从而导致用户的效益较低,并且现有的洞洞布裁切装置在使用中,常常会使得裁切散落的细碎布料随处散落在空气中,被工作的用户吸入体内,以此长久从而会严重的危害用户的身体健康,给用户带来不可逆转的危害的问题,通过本方案能够方便对裁切的尺寸进行调节,同时也能够对裁切产生的废料进行收集,避免其分散在空气中被用户吸入体内,从而保证用户工作的安全性,同时通过本工艺能够降低生产成本。
4.为实现上述目的,本发明提供如下技术方案:一种洞洞布生产工艺及其裁切装置,包括牵丝、浆丝、并轴、穿综和织造工序,所述牵丝按照工艺设计要求t50d/72f网筒子,牵丝时筒子只数为1130根,由分批牵丝机进行牵丝,筒子从退绕到卷绕,各区段张力配置,严格按工艺要求执行,在保证每只张力器完好、退绕顺畅的同时,保证各通道部分光洁无毛刺,卷取张力设定10kg,卷绕大经轴表面必须平整,牵丝机车速为280米/分;所述浆丝的浆料选用聚丙烯酸酯浆料,浆料浓度为11.5—12格(用量糖仪检测),为保证上浆完好和浆膜牢固,织造时,经丝t50/72f不会破股、起毛,烘箱b伸长为:+0.3,退绕张力为10kg,卷取张力为13kg,压浆辊压浆力,低速时
×
高速时为650
×
1000n,浆丝机车速为260米/分;所述并轴要求每轴退绕张力均匀一致,共7轴并,总经8560根,选用的织轴要求,盘板光洁无毛刺无偏心,织轴卷绕平整,尤其是两边无凸起、无凹陷,退绕张力为11kg,卷绕张力为260kg,并轴时车速为60米/分;所述穿综时注意对穿综器材的选择,停经片、 综丝,不能有毛刺和变形,如有变形
或毛刺的需要剔除,此实施例中的经丝为,t50d/72f比较细,容易起毛,因此,穿综选用塑料综丝,能够减少综丝对经丝的擦毛引起的断经,实施例的一个穿综组织为12根/花,穿法为:2.1+(3452)*2+1.3 每综1根,穿筘为:4/d*3次+0/d*2次(注,4根/筘*3齿+空筘*2齿);所述织造工序选择在丰田810多臂喷气织机进行此实施例的生产,因为经丝为t50d/72f网长丝,无毛羽,开口清晰,故生产时,织机工艺采用小张力、小开口、迟开口时间的上机工艺,织机张力为120kg,开口时间为320,织机开口动程选择26度动程,织机转速为680转/分。
5.本发明包括一种洞洞布的裁切装置,包括工作台(1)、辅助机构、上料机构、收卷机构和吸附机构,所述工作台(1)的一端固定连接有龙门(2),所述龙门(2)的中部滑动连接有滑块(3),所述滑块(3)的中部设置有电动推杆(4),所述电动推杆(4)的底端固定连接有刀头(5),所述龙门(2)的两端皆开设有安装槽(6),所述安装槽(6)的内部皆设置有转轮(7),且转轮(7)的两端皆通过轴承与安装槽(6)的内壁相连接,所述龙门(2)的一端设置有第一电机(9),且第一电机(9)的输出端与一组转轮(7)固定连接,所述龙门(2)的中部设置有传动带(8),且传动带(8)的两端皆与滑块(3)固定连接,所述传动带(8)的内壁与两组转轮(7)的表面相贴合,所述龙门(2)的中部内壁开设有移动槽(10),所述移动槽(10)的内部滑动连接有安全块(11),且安全块(11)的一端与滑块(3)固定连接,所述安全块(11)的一端开设有穿槽(12),所述移动槽(10)一端的内壁固定连接有锁板(13),且锁板(13)与穿槽(12)滑动连接,所述穿槽(12)的内部开设有锁槽(14),所述锁槽(14)一侧的内壁设置有电磁铁(15),所述电磁铁(15)的输出端固定连接有抵板(16),且抵板(16)的一侧与锁板(13)相贴合,所述锁槽(14)一侧的内壁均匀开设有弹槽(17),所述弹槽(17)一端的内壁皆固定连接有第一弹簧(18),且第一弹簧(18)的一端与抵板(16)固定连接;优选的,所述第一电机(9)和电磁铁(15)的控制端皆通过外接开关与外界电源电性连接,便于用户控制本装置进行工作。
6.优选的,所述辅助机构包括驱动槽(19)、牵引辊(20)、第二电机(21)、压件(22)、压辊(23)和第二弹簧(52),所述工作台(1)的一端开设有驱动槽(19),所述工作台(1)的一端设置有第二电机(21),所述驱动槽(19)的内部通过轴承连接有牵引辊(20),且牵引辊(20)的一端与第二电机(21)的输出端固定连接,所述龙门(2)的两侧皆设置有压件(22),且压件(22)皆与工作台(1)固定连接,所述压件(22)的内部皆滑动连接有压辊(23),所述压辊(23)的顶端皆均匀固定练级也第二弹簧(52),且第二弹簧(52)的顶端皆与压件(22)的内壁固定连接,所述牵引辊(20)的顶端与压辊(23)的底端相贴合,所述第二电机(21)的控制端通过外接开关与外界电源电性连接,方便为布料的移动提供牵引力。
7.优选的,所述上料机构包括布料筒(24)、拉槽(25)、固定辊(26)、拉板(27)、活动辊(28)、第三弹簧(29)和拉杆(30),所述工作台(1)的一端设置有布料筒(24),所述布料筒(24)的顶端开设有拉槽(25),所述拉槽(25)的一端通过轴承连接有固定辊(26),所述拉槽(25)的另一端滑动连接有拉板(27),所述拉板(27)的内部通过轴承连接有活动辊(28),所述拉板(27)的一侧均匀固定连接有第三弹簧(29),且第三弹簧(29)的一端皆与拉槽(25)的内壁固定连接,所述布料筒(24)的一侧滑动连接有两组拉杆(30),且拉杆(30)的一端皆与拉板(27)固定连接,便于用户上料工作。
8.优选的,所述收卷机构包括导辊(31)、第一支板(32)、调节抵件(33)、螺纹转杆
(34)、第二支板(35)、固定抵件(36)、第一转件(37)、第三电机(38)、第二转件(39)和传动皮带(40),所述工作台(1)的两端皆设置有导辊(31),所述工作台(1)的一端固定连接有第一支板(32),所述第一支板(32)的一侧设置有两组调节抵件(33),所述第一支板(32)的一端通过螺纹连接有两组螺纹转杆(34),且螺纹转杆(34)的一端皆通过轴承与调节抵件(33)的中部相连接,所述工作台(1)的一端固定连接有第二支板(35),所述第二支板(35)的一侧设置有两组固定抵件(36),且固定抵件(36)的一端皆贯穿第二支板(35),所述固定抵件(36)的一端皆固定连接有第一转件(37),所述第二支板(35)的一端设置有第三电机(38),所述第三电机(38)的输出端固定连接有第二转件(39),所述第二支板(35)的一侧设置有传动皮带(40),且传动皮带(40)的内壁与第一转件(37)和第二转件(39)相贴合,方便用户的收卷工作。
9.优选的,所述第三电机(38)的控制端通过外接开关与外界电源电性连接,方便用户控制本装置进行工作。
10.优选的,所述吸附机构包括吸板(41)、中转板(42)、连接管(43)、第一吸风机(44)、第一吸风管(45)、吸附仓(46)、分散板(47)、第二吸风机(48)、第二吸风管(49)、活动管(50)和吸嘴(51),所述工作台(1)的一端设置有吸板(41),所述工作台(1)的一端设置有中转板(42),且中转板(42)位于吸板(41)的底端,所述中转板(42)的顶端均匀连接有连接管(43),且连接管(43)的顶端皆与吸板(41)相连接,所述工作台(1)的一端设置有第一吸风机(44),所述第一吸风机(44)的输出端连接有第一吸风管(45),且第一吸风管(45)的一端与中转板(42)相连接,所述工作台(1)的一端设置有吸附仓(46),所述吸附仓(46)的内部设置有分散板(47),所述吸附仓(46)的一端设置有第二吸风机(48),所述第二吸风机(48)的输入端连接有第二吸风管(49),且第二吸风管(49)的一端与吸附仓(46)相连接,所述分散板(47)的顶端连接有活动管(50),所述刀头(5)的一端固定连接有吸嘴(51),且吸嘴(51)的一端与活动管(50)相连接,所述吸嘴(51)的一端靠近于刀头(5)的底端,便于对布料进行固定和对裁切下的废料进行吸附。
11.优选的,所述第一吸风机(44)和第二吸风机(48)的控制端皆通过外接开关与外界电源电性连接,方便用户对本装置进行控制。
12.与现有技术相比,本发明的有益效果是:经向选择用一种纱线,利用穿筘的空筘工艺配合织物的组织变化,纬向也同样通过改变织物组织,再配合织机打纬时特殊空纬功能,由织机生产直接成形,经纱方向和纬纱方向的透孔效果,经向与纬向透孔交叉点呈现出透气、透空、透光的空洞外观,而且经过后道染色,后整理工序处理后,空洞外观风格不变,与现有技术相比,本工艺能够降低生产成本,当使用本装置进行裁切时,用户将布卷放入布料筒(24)的内部,通过第三弹簧(29)和活动辊(28)将布卷的一端夹紧,从而对布卷进行定位,然后将收卷筒放在调节抵件(33)和固定抵件(36)之间,用户通过转动螺纹转杆(34)从而将收卷筒固定在调节抵件(33)和固定抵件(36)之间,然后再将布卷的一端穿过吸板(41)的顶端和两组压件(22)的底端,然后控制电磁铁(15)工作,从而使得抵板(16)不再对锁板(13)进行抵触,此时完成解锁,用户再通过第一电机(9)、传动带(8)和转轮(7)控制滑块(3)、电动推杆(4)和刀头(5)移动,将刀头(5)移动至所需位置,然后再通过电动推杆(4)使得刀头(5)下降,通过刀头(5)预先将布料裁切,用户将分切后的布料分别固定在收卷筒上,此时用户控制第一吸风机(44)、第二吸风机
(48)、第二电机(21)和第三电机(38)工作,通过吸板(41)、中转板(42)和第一吸风机(44)能够将布料吸附在工作台(1)的表面,从而避免布料在工作台(1)的表面移动,能够对布料进行固定和导向,工作的第二吸风机(48)将吸附仓(46)内部的空气吸出,此时通过吸嘴(51)能够将裁切下的废料进行吸走,通过分散板(47)分散在吸附仓(46)内部的水中,从而对废料进行吸收,避免废料分撒在空气中,避免被用户吸入体内,通过第二电机(21)和牵引辊(20)对布料进行牵引,通过第三电机(38)、传动皮带(40)和固定抵件(36)对裁切完毕的布料进行收卷,本装置能够方便对裁切的尺寸进行调节,同时也能够对裁切产生的废料进行收集,避免其分散在空气中被用户吸入体内,从而保证用户工作的安全性,同时通过本工艺能够降低生产成本。
附图说明
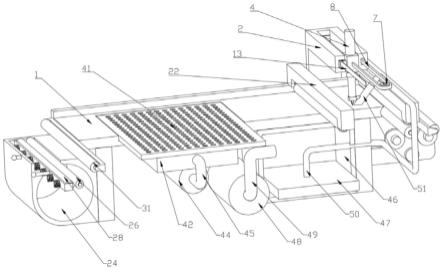
13.图1为本发明的立体示意图;图2为本发明的剖面立体示意图;图3为本发明中龙门和锁板的剖面立体示意图;图4为本发明中龙门、安全块和锁槽的剖面立体示意图;图5为本发明中工作台和压件的剖面立体示意图;图6为本发明中上料机构的剖面立体示意图;图7为本发明中收卷机构的剖面立体示意图;图8为本发明中辅助机构的剖面立体示意图。
14.图中:1、工作台;2、龙门;3、滑块;4、电动推杆;5、刀头;6、安装槽;7、转轮;8、传动带;9、第一电机;10、移动槽;11、安全块;12、穿槽;13、锁板;14、锁槽;15、电磁铁;16、抵板;17、弹槽;18、第一弹簧;19、驱动槽;20、牵引辊;21、第二电机;22、压件;23、压辊;24、布料筒;25、拉槽;26、固定辊;27、拉板;28、活动辊;29、第三弹簧;30、拉杆;31、导辊;32、第一支板;33、调节抵件;34、螺纹转杆;35、第二支板;36、固定抵件;37、第一转件;38、第三电机;39、第二转件;40、传动皮带;41、吸板;42、中转板;43、连接管;44、第一吸风机;45、第一吸风管;46、吸附仓;47、分散板;48、第二吸风机;49、第二吸风管;50、活动管;51、吸嘴;52、第二弹簧。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.请参阅图1-图8,本发明提供的一种实施例:一种洞洞布生产工艺及其裁切装置,包括牵丝、浆丝、并轴、穿综和织造工序,所述牵丝按照工艺设计要求t50d/72f网筒子,牵丝时筒子只数为1130根,由分批牵丝机进行牵丝,筒子从退绕到卷绕,各区段张力配置,严格按工艺要求执行,在保证每只张力器完好、退绕顺畅的同时,保证各通道部分光洁无毛刺,卷取张力设定10kg,卷绕大经轴表面必须平整,牵丝机车速为280米/分;
所述浆丝的浆料选用聚丙烯酸酯浆料,浆料浓度为11.5—12格(用量糖仪检测),为保证上浆完好和浆膜牢固,织造时,经丝t50/72f不会破股、起毛,烘箱b伸长为:+0.3,退绕张力为10kg,卷取张力为13kg,压浆辊压浆力,低速时
×
高速时为650
×
1000n,浆丝机车速为260米/分;所述并轴要求每轴退绕张力均匀一致,共7轴并,总经8560根,选用的织轴要求,盘板光洁无毛刺无偏心,织轴卷绕平整,尤其是两边无凸起、无凹陷,退绕张力为11kg,卷绕张力为260kg,并轴时车速为60米/分;所述穿综时注意对穿综器材的选择,停经片、 综丝,不能有毛刺和变形,如有变形或毛刺的需要剔除,此实施例中的经丝为,t50d/72f比较细,容易起毛,因此,穿综选用塑料综丝,能够减少综丝对经丝的擦毛引起的断经,实施例的一个穿综组织为12根/花,穿法为:2.1+(3452)*2+1.3 每综1根,穿筘为:4/d*3次+0/d*2次(注,4根/筘*3齿+空筘*2齿);所述织造工序选择在丰田810多臂喷气织机进行此实施例的生产,因为经丝为t50d/72f网长丝,无毛羽,开口清晰,故生产时,织机工艺采用小张力、小开口、迟开口时间的上机工艺,织机张力为120kg,开口时间为320,织机开口动程选择26度动程,织机转速为680转/分;本发明包括一种洞洞布的裁切装置,包括工作台(1)、辅助机构、上料机构、收卷机构和吸附机构,所述工作台(1)的一端固定连接有龙门(2),所述龙门(2)的中部滑动连接有滑块(3),所述滑块(3)的中部设置有电动推杆(4),所述电动推杆(4)的底端固定连接有刀头(5),所述龙门(2)的两端皆开设有安装槽(6),所述安装槽(6)的内部皆设置有转轮(7),且转轮(7)的两端皆通过轴承与安装槽(6)的内壁相连接,所述龙门(2)的一端设置有第一电机(9),且第一电机(9)的输出端与一组转轮(7)固定连接,所述龙门(2)的中部设置有传动带(8),且传动带(8)的两端皆与滑块(3)固定连接,所述传动带(8)的内壁与两组转轮(7)的表面相贴合,所述龙门(2)的中部内壁开设有移动槽(10),所述移动槽(10)的内部滑动连接有安全块(11),且安全块(11)的一端与滑块(3)固定连接,所述安全块(11)的一端开设有穿槽(12),所述移动槽(10)一端的内壁固定连接有锁板(13),且锁板(13)与穿槽(12)滑动连接,所述穿槽(12)的内部开设有锁槽(14),所述锁槽(14)一侧的内壁设置有电磁铁(15),所述电磁铁(15)的输出端固定连接有抵板(16),且抵板(16)的一侧与锁板(13)相贴合,所述锁槽(14)一侧的内壁均匀开设有弹槽(17),所述弹槽(17)一端的内壁皆固定连接有第一弹簧(18),且第一弹簧(18)的一端与抵板(16)固定连接;请参阅图5,本实施例中,所述辅助机构包括驱动槽(19)、牵引辊(20)、第二电机(21)、压件(22)、压辊(23)和第二弹簧(52),所述工作台(1)的一端开设有驱动槽(19),所述工作台(1)的一端设置有第二电机(21),所述驱动槽(19)的内部通过轴承连接有牵引辊(20),且牵引辊(20)的一端与第二电机(21)的输出端固定连接,所述龙门(2)的两侧皆设置有压件(22),且压件(22)皆与工作台(1)固定连接,所述压件(22)的内部皆滑动连接有压辊(23),所述压辊(23)的顶端皆均匀固定练级也第二弹簧(52),且第二弹簧(52)的顶端皆与压件(22)的内壁固定连接,所述牵引辊(20)的顶端与压辊(23)的底端相贴合,所述第二电机(21)的控制端通过外接开关与外界电源电性连接,用户将压辊(23)向上移动,此时压辊(23)在压件(22)的内部滑动,通过向上移动的压辊(23)能够对第二弹簧(52)进行压缩,用户将布料穿过压辊(23)的底端,此时布料位于工作台(1)的表面,通过第二电机(21)和牵引
辊(20)对布料进行牵引,方便为布料的移动提供牵引力;请参阅图2和图6,本实施例中,所述上料机构包括布料筒(24)、拉槽(25)、固定辊(26)、拉板(27)、活动辊(28)、第三弹簧(29)和拉杆(30),所述工作台(1)的一端设置有布料筒(24),所述布料筒(24)的顶端开设有拉槽(25),所述拉槽(25)的一端通过轴承连接有固定辊(26),所述拉槽(25)的另一端滑动连接有拉板(27),所述拉板(27)的内部通过轴承连接有活动辊(28),所述拉板(27)的一侧均匀固定连接有第三弹簧(29),且第三弹簧(29)的一端皆与拉槽(25)的内壁固定连接,所述布料筒(24)的一侧滑动连接有两组拉杆(30),且拉杆(30)的一端皆与拉板(27)固定连接,用户将布卷放入布料筒(24)的内部,用户拉动拉杆(30),拉杆(30)带动拉板(27)在拉槽(25)的内部滑动,通过移动的拉板(27)对第三弹簧(29)进行压缩,然后用户将布卷的一端穿过固定辊(26)和活动辊(28),此时用户再将拉杆(30)松开,在第三弹簧(29)自身回弹力的作用下能够使得活动辊(28)与固定辊(26)抵触,从而通过第三弹簧(29)和活动辊(28)将布卷的一端夹紧,从而对布卷进行定位,便于用户上料工作;请参阅图1和图7,本实施例中,所述收卷机构包括导辊(31)、第一支板(32)、调节抵件(33)、螺纹转杆(34)、第二支板(35)、固定抵件(36)、第一转件(37)、第三电机(38)、第二转件(39)和传动皮带(40),所述工作台(1)的两端皆设置有导辊(31),所述工作台(1)的一端固定连接有第一支板(32),所述第一支板(32)的一侧设置有两组调节抵件(33),所述第一支板(32)的一端通过螺纹连接有两组螺纹转杆(34),且螺纹转杆(34)的一端皆通过轴承与调节抵件(33)的中部相连接,所述工作台(1)的一端固定连接有第二支板(35),所述第二支板(35)的一侧设置有两组固定抵件(36),且固定抵件(36)的一端皆贯穿第二支板(35),所述固定抵件(36)的一端皆固定连接有第一转件(37),所述第二支板(35)的一端设置有第三电机(38),所述第三电机(38)的输出端固定连接有第二转件(39),所述第二支板(35)的一侧设置有传动皮带(40),且传动皮带(40)的内壁与第一转件(37)和第二转件(39)相贴合,用户将收卷筒放在调节抵件(33)和固定抵件(36)之间,用户通过转动螺纹转杆(34)从而将收卷筒固定在调节抵件(33)和固定抵件(36)之间,用户将分切后的布料分别固定在收卷筒上,通过第三电机(38)、传动皮带(40)和固定抵件(36)对裁切完毕的布料进行收卷,方便用户的收卷工作;请参阅图2和图8,本实施例中,所述吸附机构包括吸板(41)、中转板(42)、连接管(43)、第一吸风机(44)、第一吸风管(45)、吸附仓(46)、分散板(47)、第二吸风机(48)、第二吸风管(49)、活动管(50)和吸嘴(51),所述工作台(1)的一端设置有吸板(41),所述工作台(1)的一端设置有中转板(42),且中转板(42)位于吸板(41)的底端,所述中转板(42)的顶端均匀连接有连接管(43),且连接管(43)的顶端皆与吸板(41)相连接,所述工作台(1)的一端设置有第一吸风机(44),所述第一吸风机(44)的输出端连接有第一吸风管(45),且第一吸风管(45)的一端与中转板(42)相连接,所述工作台(1)的一端设置有吸附仓(46),所述吸附仓(46)的内部设置有分散板(47),所述吸附仓(46)的一端设置有第二吸风机(48),所述第二吸风机(48)的输入端连接有第二吸风管(49),且第二吸风管(49)的一端与吸附仓(46)相连接,所述分散板(47)的顶端连接有活动管(50),所述刀头(5)的一端固定连接有吸嘴(51),且吸嘴(51)的一端与活动管(50)相连接,所述吸嘴(51)的一端靠近于刀头(5)的底端,通过吸板(41)、中转板(42)和第一吸风机(44)能够将布料吸附在工作台(1)的表面,从
而避免布料在工作台(1)的表面移动,能够对布料进行固定和导向,工作的第二吸风机(48)将吸附仓(46)内部的空气吸出,此时通过吸嘴(51)能够将裁切下的废料进行吸走,通过分散板(47)分散在吸附仓(46)内部的水中,从而对废料进行吸收,避免废料分撒在空气中,避免被用户吸入体内,便于对布料进行固定和对裁切下的废料进行吸附;需要说明的是,所述第一电机(9)和电磁铁(15)的控制端皆通过外接开关与外界电源电性连接,便于用户控制本装置进行工作,所述第三电机(38)的控制端通过外接开关与外界电源电性连接,方便用户控制本装置进行工作,所述第一吸风机(44)和第二吸风机(48)的控制端皆通过外接开关与外界电源电性连接,方便用户对本装置进行控制。
17.工作原理:工艺方案:经向选择用一种纱线,利用穿筘的空筘工艺配合织物的组织变化,纬向也同样通过改变织物组织,再配合织机打纬时特殊空纬功能,由织机生产直接成形,经纱方向和纬纱方向的透孔效果,经向与纬向透孔交叉点呈现出透气、透空、透光的空洞外观,而且经过后道染色,后整理工序处理后,空洞外观风格不变,与现有技术相比,本工艺能够降低生产成本;当使用本装置进行裁切时,用户将布卷放入布料筒(24)的内部,用户拉动拉杆(30),拉杆(30)带动拉板(27)在拉槽(25)的内部滑动,通过移动的拉板(27)对第三弹簧(29)进行压缩,然后用户将布卷的一端穿过固定辊(26)和活动辊(28),此时用户再将拉杆(30)松开,在第三弹簧(29)自身回弹力的作用下能够使得活动辊(28)与固定辊(26)抵触,从而通过第三弹簧(29)和活动辊(28)将布卷的一端夹紧,从而对布卷进行定位,然后将收卷筒放在调节抵件(33)和固定抵件(36)之间,用户通过转动螺纹转杆(34)从而将收卷筒固定在调节抵件(33)和固定抵件(36)之间,然后再将布卷的一端穿过吸板(41)的顶端,用户将压辊(23)向上移动,此时压辊(23)在压件(22)的内部滑动,通过向上移动的压辊(23)能够对第二弹簧(52)进行压缩,用户将布料穿过压辊(23)的底端,此时布料位于工作台(1)的表面,然后用户控制电磁铁(15)工作,电磁铁(15)的输出端带动抵板(16)移动,此时抵板(16)不再对锁板(13)进行抵触,同时抵板(16)对第一弹簧(18)进行压缩,此时完成解锁,用户再控制第一电机(9)工作,第一电机(9)的输出端带动一组转轮(7)转动,转轮(7)带动传动带(8)移动,通过移动的传动带(8)带动滑块(3)在龙门(2)的中部滑动,滑块(3)带动电动推杆(4)、刀头(5)和安全块(11)移动,安全块(11)在移动槽(10)的内部滑动,同时锁板(13)在穿槽(12)的内部滑动,当用户将刀头(5)移动至所需位置后,此时用户关闭第一电机(9),再关闭电磁铁(15),此时在第一弹簧(18)自身回弹力的作用下使得抵板(16)与锁板(13)抵触,从而完成锁定工作,然后再用户通过控制电动推杆(4)使得刀头(5)下降,通过刀头(5)预先将布料裁切,用户将分切后的布料分别固定在收卷筒上,此时用户控制第一吸风机(44)、第二吸风机(48)、第二电机(21)和第三电机(38)工作,通过吸板(41)、中转板(42)和第一吸风机(44)能够将布料吸附在工作台(1)的表面,从而避免布料在工作台(1)的表面移动,能够对布料进行固定和导向,工作的第二吸风机(48)将吸附仓(46)内部的空气吸出,此时通过吸嘴(51)能够将裁切下的废料进行吸走,通过分散板(47)分散在吸附仓(46)内部的水中,从而对废料进行吸收,避免废料分撒在空气中,避免被用户吸入体内,通过第二电机(21)和牵引辊(20)对布料进行牵引,通过第三电机(38)、传动皮带(40)和固定抵件(36)对裁切完毕的布料进行收卷,本装置能够方便对裁切的尺寸进行调节,同时也能够对裁切产生的废料进行收集,避免其分散在空气中被用户吸入体内,从而保证用户工作的安全性,同
时通过本工艺能够降低生产成本。
18.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1