一种带视觉系统的自动包边机的制作方法
1.本实用新型涉及包边机产品技术领域,特指一种带视觉系统的自动包边机。
背景技术:
2.因现有对臂章肩章等产品进行的包边工艺,都通过人工进行操作,在人工操作过程中,由于整个过程都没有很精确的固定位置直接进行包边,其加工成型后的产品包边均匀度很差,外表看起来不美观,由于全靠人工操作,加工成本高,加工步骤繁琐,且劳动强度大,工作效率低下,不符合当今社会所提倡的自动化生产需求。
3.本发明人致力于研发包边机,用于解决上述技术问题,并进行申请专利,例如授权公告号为cn108866843b的发明专利公开的一种全自动包边机,该全自动包边机能够解决上述的技术问题,并达到以下技术效果:本发明结构精密且实用性强,其结合自动送料、自动包边、自动剪线及自动收料于一体,并为全自动化生产,替代传统的人工包边工艺,极大地提高了产品的生产精度,使加工成型后的产品包边均匀度极好,外形美观,并能保证产品品质的一致性,还可降低劳动强度,有效提高生产效率,降低加工成本,令本发明具有极强的市场竞争力。
4.本发明人在不断研发包边机的过程中,发现了以下问题:对一种形状的臂章肩章等产品进行包边时,需要预先通过人工操作选择对应的程序,如更换不同形状的产品时,则需要再次通过人工操作选择对应的程序,才可控制机器自动完成包边工作,其操作繁琐,并且自动化程度不够理想;另外,包边机在对臂章肩章等产品进行取料时,无法实现自动对位及定位,导致产品包边质量得不到保障;也无法精准确定包边的起针点,导致后期缝线不美观,影响产品品质。
5.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
6.本实用新型的目的在于克服现有技术的不足,提供一种带视觉系统的自动包边机。
7.为了解决上述技术问题,本实用新型采用了下述技术方案:该带视觉系统的自动包边机包括机座、安装于机座上的工作台、安装于该机座上的储料上料装置、用于将储料上料装置中送出的产品搬运至工作台上并对产品进行预定位的送料定位装置、用于对产品进行包边的包边装置以及用于将定位好的产品吸取或抓取并传送到包边装置处且驱使产品旋转以配合包边装置进行包边的搬送料装置,所述机座上还设置有操作机台,该操作机台上至少设置有显示屏、输入设备以及用于对产品进行拍照以确定产品形状、或确定包边的起针点、或用对产品进行坐标定位的视觉系统,该机座设置有总控制器,该视觉系统及显示屏和输入设备均与总控制器电性连接。
8.进一步而言,上述技术方案中,所述视觉系统包括有安装于该操作机台外侧的ccd相机和与ccd相机配合的led光源,该led光源及ccd相机均朝向工作台。
9.进一步而言,上述技术方案中,所述led光源呈环形,其分布于ccd相机下端外围。
10.进一步而言,上述技术方案中,所述led光源通过直板状安装片以可调节相对位置的方式安装于该操作机台上,并伸出于该操作机台外侧;所述ccd相机通过l字形安装片以可调节相对位置的方式安装于该操作机台上,并伸出于该操作机台外侧;且该l字形安装片叠合安装于该直板状安装片上,且该ccd相机下端还穿过该直板状安装片的孔位伸出于该直板状安装片下端外。
11.进一步而言,上述技术方案中,所述直板状安装片后端设置有若干第一条形孔;所述l字形安装片包括有主体板以及弯折90
°
形成于该主体板前端的立板,该主体板后端设置有若干第二条形孔,该主体板贴合在直板状安装片上,且该第二条形孔与第一条形孔对应,第一螺丝由上向下依次穿过第二条形孔、第一条形孔后与操作机台螺旋固定;所述立板上设置有若干第三条形孔,第二螺丝穿过该第三条形孔后与ccd相机螺旋固定。
12.进一步而言,上述技术方案中,所述输入设备至少包括有键盘和鼠标。
13.进一步而言,上述技术方案中,所述储料上料装置包括有用于存储产品的储料框架、设置于储料框架中的上料顶板和用于驱动该上料顶板升降的升降驱动模组。
14.进一步而言,上述技术方案中,所述送料定位装置包括有架设于工作台上的架体、固定安装于该架体上端的旋转气缸以及安装于该旋转气缸上并由该旋转气缸驱动以实现旋转的摆臂、安装于该摆臂末端的取料气缸和安装于该取料气缸下端并由该取料气缸驱动以实现升降并用于吸取产品的吸头,该工作台下端设置有抽真空装置,且该工作台上端设置有与抽真空装置适配并用于对产品进行吸附定位的真空孔。
15.进一步而言,上述技术方案中,所述送料定位装置还包括有安装于工作台上表面的铲刀和用于驱动该铲刀水平移动的定位气缸。
16.进一步而言,上述技术方案中,所述架体架设于该定位气缸上方。
17.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型增设了操作机台、显示屏、输入设备及视觉系统,该视觉系统用于对产品进行拍照,以此确定产品形状,可自动匹配选用与之对应程序实现对产品进行包边,无需人工操作,其操作简易,并且智能、自动化程度高;另外,包边机在对臂章肩章等产品进行取料时,该视觉系统用于对产品进行拍照,以对产品进行坐标定位,实现随意放料,也可准确对位抓产品,以保证后期产品包边质量;该视觉系统用于对产品进行拍照,以此确定包边的起针点,可替代铲刀定位,保证后期缝线美观,提高产品品质。
18.附图说明:
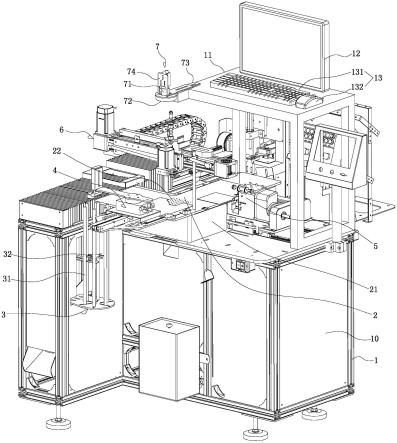
19.图1是本实用新型的立体图;
20.图2是本实用新型中视觉系统的装配图;
21.图3是本实用新型中送料定位装置与工作台的装配图。
22.具体实施方式:
23.下面结合具体实施例和附图对本实用新型进一步说明。
24.见图1-3所示,为一种带视觉系统的自动包边机,其包括机座1、工作台2、储料上料装置3、送料定位装置4、包边装置5、搬送料装置6和视觉系统7。
25.所述工作台2安装于机座1上,该工作台2下端设置有抽真空装置21,且该工作台2上端设置有与抽真空装置21适配并用于对产品进行吸附定位的真空孔22,该真空孔22之间
形成真空吸附区域,当产品被放置于该真空吸附区域上后,该真空孔22产生负压,以吸附该产品。
26.所述机座1上还设置有操作机台11,该操作机台11上至少设置有显示屏12、输入设备13以及用于对产品进行拍照以确定产品形状、或确定包边的起针点、或用对产品进行坐标定位的视觉系统7,该机座1设置有总控制器10,该视觉系统7及显示屏12和输入设备13均与总控制器10电性连接,视觉系统7对产品进行拍照后,相机软件处理拍照素材生成坐标信息反馈到总控制器10内,总控制器10接受到相机软件反馈的数据,进行相应的动作处理。本实用新型增设了操作机台11、显示屏12、输入设备13及视觉系统7,该视觉系统7用于对产品进行拍照,以此确定产品形状,可自动匹配选用与之对应程序实现对产品进行包边,无需人工操作,其操作简易,并且智能、自动化程度高;另外,包边机在对臂章肩章等产品进行取料时,该视觉系统7用于对产品进行拍照,以对产品进行坐标定位,实现随意放料,也可准确对位抓产品,以保证后期产品包边质量;该视觉系统7用于对产品进行拍照,以此确定包边的起针点,可替代铲刀定位,保证后期缝线美观,提高产品品质。所述输入设备13至少包括有键盘131和鼠标132。
27.所述储料上料装置3安装于该机座1上。其中,所述储料上料装置3包括有用于存储产品的储料框架31、设置于储料框架31中的上料顶板32和用于驱动该上料顶板32升降的升降驱动模组。
28.所述送料定位装置4安装于该机座1上,并用于将储料上料装置3中送出的产品搬运至工作台2上并对产品进行预定位。具体而言,所述送料定位装置4包括有架设于工作台2上的架体41、固定安装于该架体41上端的旋转气缸42以及安装于该旋转气缸42上并由该旋转气缸42驱动以实现旋转的摆臂43、安装于该摆臂43末端的取料气缸44和安装于该取料气缸44下端并由该取料气缸44驱动以实现升降并用于吸取产品的吸头45、安装于工作台2上表面的铲刀46和用于驱动该铲刀46水平移动的定位气缸47。工作时,由该旋转气缸42驱动摆臂43旋转以驱使该吸头45移动至储料框架31上方,再由取料气缸44驱动该吸头45下降以吸取储料框架31顶上来的产品,然后,该取料气缸44驱动该吸头45上升,并由旋转气缸42驱动摆臂43旋转以驱使该吸头45移动至工作台2上方,取料气缸44驱动该吸头45下降以将产品放置于工作台2上,然后由真空孔22产生负压,以吸附该产品,实现预定位,然后由视觉系统7进行对产品进行拍照定位。另外,还可以定位气缸47用于驱动该铲刀46水平移动以驱使产品移动至预定位置,从而实现定位,以此实现两种不同方式的定位,在具体实施过程中,采用其中一种方式即可。其中,视觉系统7进行对产品进行拍照定位,这种方式一般只能对规则的产品(如圆形、方形产品)定位找原点,以对产品进行坐标定位,可在一定程度上能够替代铲刀进行定位,而对于不规则的产品定位效果不够理想;而采用铲刀46推动产品移动至预定位置,这种方式能够对非规则的产品也可以实现稳定定位。且本实用新型采用旋转气缸42配合摆臂43搬运产品,其结构更加简单,并且采用占用空间更小,使用起来更加方便。
29.所述架体41架设于该定位气缸47上方,其结构更加紧凑,占用空间更小。
30.所述包边装置5用于对产品进行包边,并安装于该机座1上。
31.所述搬送料装置6安装于机座1上,并用于将定位好的产品吸取或抓取并传送到包边装置5处且驱使产品旋转以配合包边装置5进行包边。
32.所述视觉系统7包括有安装于该操作机台11外侧的ccd相机71和与ccd相机71配合的led光源72,该led光源72及ccd相机71均朝向工作台2。
33.所述led光源72呈环形,其分布于ccd相机71下端外围。
34.所述led光源72通过直板状安装片73以可调节相对位置的方式安装于该操作机台11上,并伸出于该操作机台11外侧;所述ccd相机71通过l字形安装片74以可调节相对位置的方式安装于该操作机台11上,并伸出于该操作机台11外侧;且该l字形安装片74叠合安装于该直板状安装片73上,且该ccd相机71下端还穿过该直板状安装片73的孔位730伸出于该直板状安装片73下端外,其装配结构简单,并且安装方便,成本低,并且方便调试,使用起来更加方便。
35.所述直板状安装片73后端设置有若干第一条形孔731;所述l字形安装片74包括有主体板741以及弯折90
°
形成于该主体板741前端的立板742,该主体板741后端设置有若干第二条形孔743,该主体板741贴合在直板状安装片73上,且该第二条形孔743与第一条形孔731对应,第一螺丝由上向下依次穿过第二条形孔743、第一条形孔731后与操作机台11螺旋固定,当需要调节相对位置时,松开第一螺丝,调整第二条形孔743或第一条形孔731相对第一螺丝的位置,再锁紧第一螺丝即可,实现水平方向的位置的调节,操作起来方便。所述立板742上设置有若干第三条形孔701,第二螺丝穿过该第三条形孔701后与ccd相机71螺旋固定。当需要调节相对位置时,松开第二螺丝,调整第三条形孔701相对第二螺丝的位置,再锁紧第二螺丝即可,操作起来方便,实现竖直方向的位置的调节。
36.综上所述,本实用新型增设了操作机台11、显示屏12、输入设备13及视觉系统7,该视觉系统7用于对产品进行拍照,以此确定产品形状,可自动匹配选用与之对应程序实现对产品进行包边,无需人工操作,其操作简易,并且智能、自动化程度高;另外,包边机在对臂章肩章等产品进行取料时,该视觉系统7用于对产品进行拍照,以对产品进行坐标定位,实现随意放料,也可准确对位抓产品,以保证后期产品包边质量;该视觉系统7用于对产品进行拍照,以此确定包边的起针点,可替代铲刀定位,保证后期缝线美观,提高产品品质。
37.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1