一种无机非金属纤维织物热定形装置的制作方法
1.本实用新型涉及一种定形装置,具体涉及一种无机非金属纤维织物热定形装置,属于纤维材料加工技术领域。
背景技术:
2.无机非金属纤维复合材料因其具有轻质量、高比强度、可设计性强以及良好的生物相容性,已广泛应有于航天航空、车辆、医疗器械等领域。然而,碳纤维复合材料的热处理过程中存在:1)预制体为各向异性,热处理时各方向热膨胀系数不同,各自尺寸随温度变化的程度不同,从而造成变形;2)预制体中碳纤维丝表面残留高分子胶体(起固化作用),热处理时挥发后预制体变软,在没有工装的情况下因自重而变形。以上因素会使其变形遗留到复合材料中,给无机非金属纤维复合材料的组装、配套使用带来一定的困难,如果变形超出装配的容差则会导致装配失效、构建报废。因此,需要通过一定的技术手段来解决非金属纤维织物热处理变形的问题。
技术实现要素:
3.针对现有技术存在的缺陷,本实用新型的目的是在于提供一种无机非金属纤维织物热定形装置,该装置用于无机非金属纤维织物的热处理过程,能够有效降低织物形变,解决无机非金属织物在热处理过程中易于变形导致成品率较低的技术问题,且该装置结构简单,实用性强,有利于推广应用。
4.为实现上述技术目的,本实用新型提供了一种无机非金属纤维织物热定形装置,其包括底座、压条和限位板组件;所述限位板组件包括两块限位板,两块限位板平行固定在底座上,且两块限位板之间放置压条。
5.本实用新型提供的热定形装置由底座和两块限位板配合使用,利用限位板在底座上的固定使得限位板与限位板之间形成一个空间,该空间为固定无机非金属纤维织物提供容纳空间,且在该容纳空间设置压条,通过压条的垂直重力作用,以减少纤维织物热处理过程中的形变。
6.作为一个优选的方案,底座、压条和限位板均为长方形,且底座与压条和限位板的长度均相同,底座的宽度与压条的宽度和限位板的宽度之和的比为3/2~2/3。压条的宽度根据无机非金属织物的宽度尺寸来进行相应设计,底座、压条和限位板的长度根据无机非金属织物的长度尺寸来进行相应设计。
7.作为一个优选的方案,所述底座在长度方向的两端均设有两组定位孔i,四组定位孔i沿底座呈中心对称分布,且每组定位孔i包含1~2排定位孔i,每排定位孔i包含3~5个定位孔i,各排定位孔i均平行于底座的长度方向分布。作为一个较优选的方案,任意一排定位孔i中相邻两个定位孔i之间的间距为2~10mm。作为一个较优选的方案,任意一组定位孔i包含两排定位孔i时,两排定位孔之间的间距离为3~25mm。底座两端每组定位孔i包含的排数越多,相应能够调控两块限位板之间的空间尺寸越多,从而有利于一套热定形装置适
应不同尺寸无机非金属织物的热处理过程。
8.作为一个优选的方案,所述限位板在长度方向的两端均设有一组定位孔ii,两组定位孔ii沿限位板中心截面对称分布,且每组定位孔ii包含2~3排定位孔ii,每排定位孔i包含3~5个定位孔ii,各排定位孔ii连接成z型或v型分布。作为一个较优选的方案,任意一组定位孔ii中任意相邻两个定位孔ii之间的间距沿限位板长度方向为2~10mm,沿限位板宽度方向为1~5mm。限位板上的定位孔ii按照z型或v型排布,可以利用之间相邻两个定位孔ii之间的水平距离来调节两块限位板之间的空间尺寸,调节尺寸的精确度变高,可以调节的尺寸大小更多,从而有利于一套热定形装置适应不同尺寸无机非金属织物的热处理过程。
9.作为一个优选的方案,底座两端任意一排定位孔i的定位孔i数量与限位板两端任意一排定位孔ii的定位孔ii数量一致,且底座和限位板相同一端的任意一排定位孔i和任意一排定位孔ii均存在与端面直线距离相同的定位孔i和定位孔ii,当限位板两端的定位孔ii与底座两端的定位孔i存在至少两个重合时,在重合的定位孔中插入定位销实现限位板在底座上的固定。两块平行限位板之间的距离是可以调节的,利用两块平行限位板向两侧平移或向中心位置平移,利用限位板两端的定位孔ii与底座两端不同位置的定位孔i重合,并在重合的定位孔中插入定位销,可以调节两块平行限位板之间的距离。
10.本发明的热定形装置中底座、限位板、压条均可以采用金属或碳基材料,定位销为金属材料。
11.相对现有技术,本实用新型带来的有益技术效果:
12.本实用新型提供的热定形装置用于无机非金属纤维织物的热处理过程,能够有效降低织物形变,解决无机非金属织物在热处理过程中易于变形导致成品率较低的技术问题。
13.本实用新型提供的热定形装置易于调节尺寸,满足不同尺寸无机非金属纤维织物的热处理过程。
14.本实用新型提供的热定形装置的结构简单,实用性强,有利于推广应用。
附图说明
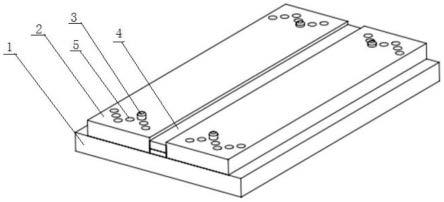
15.图1为热定形装置主体外观图;
16.图2为热定形装置界面图;
17.图3为热定形装置底座上定位孔i的和限位板上的定位孔ii分布示意图;
18.其中,1为底座,2为限位板,3为定位销,4为压条,5为定位孔ii,6为无机非金属纤维织物,7为定位孔i。
具体实施方式
19.以下结合附图对本实用新型进行具体说明,而不是对权利要求保护范围的限定。
20.本实用新型提供的热定形装置具体结构如图1~3所示。热定形装置包括底座1、压条4和限位板组件,限位板组件包括两块限位板2,两块限位板平行固定在底座上,且两块限位板之间放置压条4。底座、压条和限位板均为长方形,且底座与压条和限位板的长度均相同,底座的宽度与压条的宽度和限位板的宽度之和的比为3/2~2/3。底座在长度方向的两
端均设有两组定位孔i,底座上的四组定位孔i沿底座呈中心对称分布,且每组定位孔i由1排或2排定位孔i组成,每排定位孔i由3~5个定位孔i,各排定位孔i均平行于底座的长度方向分布;且任意一排定位孔i中相邻两个定位孔i之间的间距为2~10mm;任意一组定位孔i包含两排定位孔i时,两排定位孔之间的间距离为3~25mm。所述限位板在长度方向的两端均设有一组定位孔ii,两组定位孔ii沿限位板中心截面对称分布,且每组定位孔ii包含2~3排定位孔ii,每排定位孔ii包含3~5个定位孔ii,各排定位孔ii连接成z型或v型分布(任意两排定位孔ii连接时,端点定位孔ii叠合),任意一组定位孔ii中任意相邻两个定位孔ii之间的间距沿限位板长度方向为2~10mm,沿限位板宽度方向为1~5mm。底座两端任意一排定位孔i的定位孔i数量与限位板两端任意一排定位孔ii的定位孔ii数量一致,且底座和限位板相同一端的任意一排定位孔i和任意一排定位孔ii均存在与端面直线距离相同的定位孔i和定位孔ii,当限位板两端的定位孔ii与底座两端的定位孔i存在至少两个重合时,在重合的定位孔中插入定位销实现限位板在底座上的固定。
21.以下例举一种具体的热定形装置结构进行说明:热定形装置的底座为200mm
×
300mm
×
10mm的金属方板,底座长度方向每端均设置2组定位孔i,每组由2排定位孔i构成,排内相邻定位孔i间距为3mm,排间距离为3mm。最外定位孔i的孔中心与边距离为6mm。底座相同端的两组定位孔i与中轴线呈对称设置,且内排定位孔i与中轴线的距离为20mm。
22.热定形装置的两块限位板均为80mm
×
300mm
×
10mm的金属方板,限位板两端均包含3排定位孔ii,三排定位孔ii连接呈“z”字形排列,每行3个定位孔ii(端点定位孔ii重合),相邻定位孔ii间隔沿长度方向的距离为3mm,其沿宽度方向的水平距离为2mm,最外孔中心与边距离为6mm。
23.且定位孔ii和定位孔i的直径均为1mm,定位销的外径为1mm
24.热定形装置用于热处理无机非金属织物的方法:根据无机非金属纤维织物的尺寸大小,将两块限位板之间的宽度进行调节,然后通过定位销插入底座和限位板重合的定位孔ii和定位孔i,实现底座和限位板的固定,两块限位板之间形成空槽,然后把无机非金属纤维织物放入两限位板之间的空槽处,再放入压条,即可进行热定型处理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1