一种蓬松无纺布的制作方法
1.本实用新型为无纺布领域,具体涉及一种蓬松无纺布。
背景技术:
2.无纺布在一次性卫生用品广泛应用,主要应用在面层、底膜、隔边等处,通常的,作为面层材料使用时,用于面层材料一方面需要与皮肤接触,另一方面需要使得体液能够快速的渗透以便于位于面层材料下方的吸收体能够快速吸收和固定体液,因此需要面层材料具有良好的柔软性和吸收性、扩散性能。
3.但是,一方面,现有的无纺布在作为面层使用时在蓬松、柔软等方面仍然无法满足消费者的需要,另一方面,由于运输的需要,供应商需要在一定张力下将材料拉紧打成卷后打包发货,使得无纺布进一步变薄,变硬,膨松度降低,使得后端在使用时,材料进一步缺乏应有的触感,柔软性,同时由于无纺布变薄和变硬进一步降低了吸收性和扩散性。
技术实现要素:
4.为此,本实用新型提供了一种蓬松无纺布以解决上述技术问题。
5.一种蓬松无纺布,包括基层以及位于基层表面的若干第一纤维,所述的第一纤维包括一对端部及位于该一对端部之间的中部,所述的中部凸出于基层表面,且,第一纤维的中部呈褶皱状。
6.进一步的,所述的第一纤维的直径为10-50μm。
7.进一步的,所述的基层包括由热塑性纤维之间交联形成的永久性联结点,所述的热塑性纤维包括第一纤维,所述的第一纤维伸入至基层内,且与相邻的热塑性纤维形成有至少一个永久性联结点。
8.进一步的,所述的基层还包括第二纤维,其中,第二纤维被设置在基层中部,且,第二纤维的直径大于第一纤维。
9.进一步的,所述的第二纤维的直径为40-100μm。
10.进一步的,所述的第一纤维的中部具有一宽度d,若,第一纤维中部的长度为l,则有l/d大于等于1.3。
11.进一步的,所述的基层包括厚度方向的第一表面及第二表面,所述的第一纤维设置在第一表面,所述的第一表面还设置有凹槽。
12.进一步的,所述的凹槽的深度小于等于基层厚度的1/2,且,凹槽在第一表面的投影面积小于等于第一表面面积的1/10。
13.进一步的,所述的第二表面不设置有凹槽。
14.进一步的,所述的第一纤维相对第二纤维具有更短的长度,且,第一纤维具有4-20mm的长度。
15.有益效果:本实用新型实施例提供一种蓬松无纺布,包括基层以及位于基层表面的若干第一纤维,第一纤维包括一对端部及位于该一对端部之间的中部,中部凸出于基层
表面,且,第一纤维的中部呈褶皱状,一方面,第一纤维呈现为褶皱状,使得基层表面具有更佳的触感和柔软度,二方面,基层形成有更大的空腔结构,具有更佳的蓬松度和柔软度,三方面,由于褶皱的第一纤维具有弹性以及基层具有更佳的弹性恢复能力,当从卷曲状态展开时能够较好的恢复触感和柔软性。
附图说明
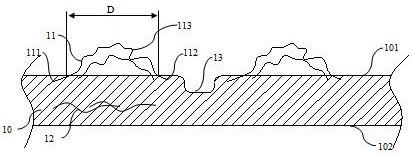
16.图1 本实用新型实施例的蓬松无纺布剖面结构示意图;
17.图2 为图1的蓬松无纺布在热气流处理后的剖面结构示意图;
18.图3 为对基层进行热气流和冷气流交替处理的装置结构示意图;
19.图示元件说明:
20.基层10;第一表面101;第二表面102;第一纤维11;第一端111;第二端112;中部113;第二纤维12;凹槽13;热气流处理装置21;热气流腔体211;托辊212;冷气流处理装置22;冷气流腔体221。
具体实施方式
21.请结合参考图1,本实用新型实施例提供一种蓬松无纺布,具有优异触感及柔软性,下面将参考这些附图对本技术进一步说明。
22.同时,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
23.所述的蓬松无纺布,包括基层10。
24.所述的基层10为热塑性纤维之间交联形成的网络状结构体,所述的交联是指热塑性纤维通过热粘合、机械缠结或粘合剂粘合形成永久性联结点,通过这些联结点使得网络状结构体形成一个整体,并具有合适的抗张强度,所述的网络状结构体呈片状或块状,包括厚度方向的第一表面101及第二表面102,所述的热塑性纤维包括第一纤维11,所述的第一纤维11邻近基层10表面设置,更具体的说,所述的第一纤维11邻近第一表面101或第二表面102,可以理解的,当该蓬松无纺布用作面层时,第一纤维11被设置在朝向皮肤一侧的表面,在本实施例中,将朝向皮肤一侧的表面定义为第一表面101。
25.所述的第一纤维11包括一对端部及位于该一对端部之间的中部113,所述的中部113凸出于基层10表面,且,第一纤维11的中部113呈褶皱状,更具体的来说,所述的第一纤维11在其中部113被扭曲收缩呈褶皱状,由于这种扭曲褶皱的第一纤维11具有一定的弹性,使得当其接触皮肤时,具有更柔软的触感,同时,由于第一纤维11的中部113凸出于第一表面101,使得基层10的第一表面101具有更为蓬松的形态。
26.所述的一对端部包括第一端111及第二端112,所述的第一端111及第二端112伸入至基层10内,且,所述的第一纤维11与相邻的纤维至少有一个永久性联结点,以使得第一纤维11不容易从基层10脱离。
27.进一步的,所述的第一纤维11具有相对较细的直径,以使得基层10具有更为良好
的触感,具体来说,所述的第一纤维11的直径为10-50μm,在一些其他实施例中也可以用旦数来描述这些第一纤维11,优选的,第一纤维11的纤度为1-24旦,旦又称旦尼尔,是指在固定回潮率下,9000米纱线或纤维所具有重量的克数。
28.进一步的,所述的基层10还包括第二纤维12,其中,第二纤维12被设置在基层10中部113,且,第二纤维12的直径大于第一纤维11,以通过第二纤维12提供更高的强度。
29.进一步的,所述的第二纤维12具有40-100μm的直径。
30.进一步的,第一纤维11相对第二纤维12具有更短的长度,且,第一纤维11具有4-20mm的长度。
31.进一步的,所述的中部113具有一宽度d,若第一纤维11中部113的长度为l,则有l/d大于等于1.3,我们可以看到,当l/d越大时,第一纤维凸出的部分越容易发生缠结或容易出现断裂等现象,导致使用不适,而当l/d较小时,第一纤维会与基层保持贴合,而柔软性和蓬松度降低,优选的,l/d为1.5-4之间,所述的中部113的宽度是指第一纤维11在第一表面101上的两个端点之间的距离,所述的第一纤维11中部113的长度是指第一纤维11在两个端点之间的部分在展开伸长之后的长度。
32.可以理解的,可以通过将熔融热塑性聚合物通过纺丝板的许多毛细孔挤出成连续丝束,挤出的丝束经部分冷却,然后迅速拉伸,或者利用喷射嘴或其他已知的拉伸机构同时拉伸并冷却,经过拉伸的丝束以无规、各向同性的方式铺在成形表面上,成为稀疏缠结的网络状结构体,可以理解的,这些经过拉伸的丝束即为第一纤维11或第二纤维12。
33.当需要较短的纤维长度时,可以采用将连续丝束切短的形式来形成。
34.另外,所述的熔融热塑性聚合物可以为结晶聚合物、半结晶聚合物和非结晶聚合物,所述的热塑性纤维可以是单组分纤维,也可以是含有由不同的热塑性聚合物构成的两种或更多种聚合物组分的多组分共轭纤维,或者由不同粘度和/或分子量的某一种热塑性聚合物构成的纤维。
35.合适的热塑性纤维包括聚烯烃、聚酰胺、聚酯、丙烯酸类聚合物、聚碳酸酯、含氟聚合物、热塑性弹性体以及上述的共混物和共聚物的纤维,所述的聚烯烃包括聚乙烯,例如高密度聚乙烯、中密度聚乙烯、低密度聚乙烯和线型低密度聚乙烯,在一个具体实施例中,所述的第一纤维11为聚烯烃,更具体的为pp或pe。
36.所述的基层10具有10-100gsm的基重。
37.下面将结合本实用新型提供的蓬松无纺布的制备方法进一步对该蓬松无纺布进行说明。
38.s1:提供基层10。
39.所述的基层10在上述描述中已经进行了说明,在此不再赘述。
40.s2:对基层10进行热气流处理;
41.请参考图3,通过一热气流处理装置21进行热气流处理,所述的热气流处理装置21包括一热风箱,所述的热风箱包括热气流腔体211,在热气流腔体211内,通入热气流,并且,至少一部分热气流穿过基层10厚度方向,在热气流穿过基层10厚度方向时,使得至少一部分第一纤维11的中部113向基层10第一表面101外侧方向凸出,请参考图2,在图2中示出了经过热气流处理后,一部分第一纤维11凸出于第一表面101的形态示意。
42.更具体的,所述的热风箱包括第一壳体,所述的第一壳体围设形成热气流腔体
211,所述的第一壳体包括基层10进口及基层10出口,用于供基层10穿过热气流腔体211,所述的热气流腔体211内设置有若干托辊212,所述的基层10被托辊212托置向下游输送,所述的第一壳体还包括进风口,用于向热气流腔体211内输入热气流,同时,第一壳体还包括出风口,用于承接经热气流腔体211排出的热气流。
43.所述的基层10穿过热气流腔体211的时间为2s-10s,并且,至少一部分热气流沿垂直于基层10厚度的方向穿过基层10。
44.所述的热气流的风压大于等于1500pa,更优选的大于等于1800pa,更优选的,热气流的风压在2000-4000pa之间,以使得基层10中的纤维能够充分接触热气流,但是又不至于热气流在穿过基层10时,将第一表面101的第一纤维11带离基层10而形成粉尘或造成纤维材料损耗。
45.进一步的,通入热气流腔体211内的热气流的风量大于等于10m
³
/min,更优选的大于等于15m
³
/min。
46.可以理解的,所述的进风口上游还设置有热气流提供系统(未图示),以提供热气流,同时,还设置有气流循环系统(未图示),所述的气流循环系统与出风口管道连接,用于承接经热气流腔体211排出的热气流,并回送至进风口,从而降低能耗,可以理解的,所述的气流循环系统还包括加温装置,用于对出风口排出的热气流加热使得热气流腔体211内保持恒温。
47.可以理解的,所述的热气流的温度应小于热塑性纤维的熔融温度,以避免在基层10与热气流接触的过程中,导致交联的热塑性纤维之间的联结点被解开,降低基层10强度,优选的,所述的热气流的温度为110-180℃,更优选的,所述的热气流的温度为120-135℃。
48.s3:经过热气流处理后的基层10穿过冷气流腔体221,且在冷气流腔体221内通过冷气流对基层快速降温形成蓬松无纺布,所述冷气流温度小于等于20℃,且所述的冷气流腔体221与热气流腔体211之间的间隔小于等于1m。
49.请再一并参考附图3,通过一冷气流处理装置22对基层10及第一纤维11进行降温,所述的冷气流处理装置22包括冷风箱,所述的冷风箱的结构与热风箱大致相同,包括由第二壳体围设的冷气流腔体221,在冷气流腔体221内设置有若干托辊212,所述的第二壳体上设置有冷气流进口及出口,以及供基层10进入和输出的进口和出口。
50.冷气流可沿与基层10运动方向大致平行的方向运动或至少一部分冷气流可以穿过基层10厚度方向的方向运动,以使得第一纤维11快速收缩,优选的,所述的冷气流的温度小于等于20℃,更优选的,小于等于15℃。
51.更进一步的,热气流与冷气流之间的温度差应大于等于90℃,以形成快速冷却定型的效果。
52.同时,所述的基层10通过冷气流腔体221的时间小于等于5s,更优选的为4s,3s,2s或1s。
53.优选的,通入热气流腔体211内的冷气流的风量大于等于40m
³
/min,更优选的大于等于50m
³
/min。
54.可以理解的,热风箱与冷风箱之间的间隔距离尽量短,以使得基层10能够快速转移至冷风箱进行冷却,并使得一部分第一纤维11收缩,优选的,且所述的冷气流腔体221与热气流腔体211之间的间隔小于等于1m,更优选的,小于等于0.8m,更优选的,基层通过冷气
流腔体221与热气流腔体211之间的间隔的时间小于等于4s。
55.申请人研究发现,当通过热气流对基层10进行处理时,一方面,至少一部分热气流穿过基层10厚度方向,使得至少一部分第一纤维11在热气流作用下向外凸出,且,在热气流加热作用下出现伸长,当快速的使得基层10转移到冷气流腔体221并由冷气流进行处理时,第一纤维11收缩而出现褶皱,从而使得基层10表面具有更佳的触感和柔软度,二方面,热气流在对基层10进行处理时,热气流使得基层10形成更大的空腔结构,快速的冷气流再对基层10处理使得基层10结构定型,同时,研究发现,相比未经过热气流和冷气流交替处理的基层10,本实用新型的蓬松无纺布的蓬松度提高20-50%,柔软度提高10-30%,厚度提高80%以上,同时,采用感官测试的方式对手感进行测试,手感优异率提高80%。
56.进一步的,申请人发现,当在基层10表面设置有凹槽13结构时,在形成凹槽13结构的过程中,会对凹槽13结构相邻区域的第一纤维11形成挤压效果,即,使得凹槽13结构周边的第一纤维11会轻微的隆起,当热气流沿一个朝隆起方向流过时,使得隆起部分对应的第一纤维11更加向外伸出,即,更容易形成类似图2的形态,而在冷气流再进行处理时,第一纤维11则快速收缩,从而能够更容易的在中部113形成褶皱,并出现更蓬松效果。
57.进一步的,所述的凹槽13仅设置在第一表面101,且凹槽13自第一表面101向第二表面102方向凹进。
58.进一步的,所述的凹槽13的深度小于等于基层10厚度的1/2,以防止使得基层10过于密实,同时,凹槽13在第一表面101的投影面积小于等于第一表面101面积的1/10。
59.以上所述仅为本实用新型的实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1