多层纤维制品蓬松压花装置的制作方法
1.本实用新型涉及纤维制品制造技术领域,尤其涉及一种多层纤维制品蓬松压花装置。
背景技术:
2.目前纤维制品广泛用于日常生活、商业场合、工业场合,尤其是具有压花图案的纤维制品更成为目前使用的主流。
3.为了在纤维制品上形成各式各样的压花图案,一般是将纤维制品通过一压花轮组,将压花轮组上的压花图案压印于纤维制品上,进而在纤维制品上形成压花图案。再者,为了使纤维制品在使用时具有更佳的蓬松感和厚实的手感,可将两个以上的纤维制品在经过上胶和贴合后而制成具有三维效果的压花图案的纤维制品。
4.然而,现有技术中,纤维制品在形成压花图案的制造过程中,容易因为纤维制品的延展性不足而破坏纤维制品的纤维结构。纤维制品也容易因为纤维制品的压花图案的支撑性不足而容易有塌陷、花纹不清晰的状况,因此造成使用者在使用该纤维制品时,会感觉到该现有技术所制成的纤维制品的质感不佳。
5.再者,本领域的从业者为了提高纤维制品所需的蓬松感、厚实手感以及足够的支撑性,往往采用增加纤维材料用量的作法。如此,将在制造该纤维制品时增加纤维材料的成本。
技术实现要素:
6.本实用新型的目的是提供一种多层纤维制品蓬松压花装置,该装置可以生产出具有良好蓬松感、良好支撑性、厚实手感、压花图案不易塌陷、具有清晰压花图案的多层纤维制品。
7.本实用新型所采用的技术方案如下:
8.本实用新型提供一种多层纤维制品蓬松压花装置,包括:
9.一第一纤维制品压花轮组,用以对第一纤维制品形成一第一压花图案,包括:
10.一第一压花胶轮;
11.一第一压花钢轮,与所述第一压花胶轮相邻布置;
12.其中,所述第一纤维制品通过一第一供料路径送至所述第一压花胶轮和所述第一压花钢轮之间,以在所述第一纤维制品上形成所述第一压花图案;
13.一第一加湿装置,设置在所述第一供料路径上,以对所述第一纤维制品在送至所述第一纤维制品压花轮组之前予以加湿;
14.一第二纤维制品压花轮组,位于所述第一纤维制品压花轮组的下方,用以对第二纤维制品形成一第二压花图案,包括:
15.一第二压花胶轮;
16.一第二压花钢轮,与所述第二压花胶轮相邻布置;
17.其中,所述第二纤维制品通过一第二供料路径送至所述第二压花胶轮和所述第二压花钢轮之间,以在所述第二纤维制品上形成所述第二压花图案;
18.一第二加湿装置,设置在所述第二供料路径上,以对所述第二纤维制品在送至所述第二纤维制品压花轮组之前予以加湿;
19.一涂胶装置,与所述第一压花钢轮相邻布置,以对通过所述第一压花钢轮和所述涂胶装置之间的所述第一纤维制品的一表面涂布胶水;
20.一贴合轮,与所述第一压花钢轮相邻布置,使形成所述第一压花图案后的所述第一纤维制品和形成所述第二压花图案后的所述第二纤维制品在通过所述贴合轮和所述第一压花钢轮之间时进行贴合,再由一出料路径送出。
21.如上所述的多层纤维制品蓬松压花装置,较佳地,所述第二纤维制品压花轮组中还包括一导风装置,所述导风装置包括相对应的一对风罩,一对所述风罩罩覆所述第二压花钢轮的至少一部分的轮面,一对所述风罩各具有相对应于所述第二压花钢轮的轮面的凹弧部,所述凹弧部开设有多个通风孔洞。
22.如上所述的多层纤维制品蓬松压花装置,较佳地,所述导风装置包括一热风源,所述导风装置通过该对风罩的多个所述通风孔洞供应吹向所述第二压花钢轮的所述轮面的热风。
23.如上所述的多层纤维制品蓬松压花装置,较佳地,所述导风装置包括一冷风源,所述导风装置通过该对风罩的多个所述通风孔洞供应吹向所述第二压花钢轮的所述轮面的冷风。
24.如上所述的多层纤维制品蓬松压花装置,较佳地,所述第一纤维制品压花轮组和所述第二纤维制品压花轮组在竖直方向上下配置,其中所述第一压花钢轮竖直排列地位于所述第一压花胶轮的下方,所述第二压花钢轮位于所述第二压花胶轮的上方。
25.如上所述的多层纤维制品蓬松压花装置,较佳地,所述第一供料路径通过所述第一压花胶轮的上方位置,使所述第一纤维制品通过所述第一压花胶轮的上方后再导入至所述第一压花胶轮和所述第一压花钢轮之间;
26.所述第二供料路径通过所述第二压花胶轮的下方位置,使所述第二纤维制品通过所述第二压花胶轮的下方后再导入至所述第二压花胶轮和所述第二压花钢轮之间。
27.如上所述的多层纤维制品蓬松压花装置,较佳地,所述第一压花钢轮、所述第二压花钢轮中各设置一加热装置,以对所述第一压花钢轮、所述第二压花钢轮加热。
28.如上所述的多层纤维制品蓬松压花装置,较佳地,所述第一压花胶轮、所述第二压花胶轮中各设置一加热装置,以对所述第一压花胶轮、所述第二压花胶轮加热。
29.如上所述的多层纤维制品蓬松压花装置,较佳地,所述第一加湿装置包括:
30.一第一压电陶瓷片;
31.一第一超音波喷嘴;
32.一第一供水管,与所述第一超音波喷嘴相连通;
33.一第一驱动电路,电性连接于所述第一压电陶瓷片;
34.其中所述第一驱动电路驱动所述第一压电陶瓷片对通过所述第一供水管的水产生超音波振荡,进而在所述第一超音波喷嘴处产生水雾,以对通过所述第一供料路径的所述第一纤维制品加湿;
35.所述第二加湿装置包括:
36.一第二压电陶瓷片;
37.一第二超音波喷嘴;
38.一第二供水管,与所述第二超音波喷嘴相连通;
39.一第二驱动电路,电性连接于所述第二压电陶瓷片;
40.其中所述第二驱动电路驱动所述第二压电陶瓷片对通过所述第二供水管的水产生超音波振荡,进而在所述第二超音波喷嘴处产生水雾,以对通过所述第二供料路径的所述第二纤维制品加湿。
41.如上所述的多层纤维制品蓬松压花装置,较佳地,所述第一加湿装置包括:
42.一对第一涂布轮,彼此相对应且紧邻接触;
43.一第一沾水轮,紧邻接触于其中一个所述第一涂布轮;
44.一第一水槽,用以贮存水;
45.其中,所述第一纤维制品在通过所述对第一涂布轮之间时,所述第一水槽中的水经由所述第一沾水轮和所述对第一涂布轮而将所述水涂布在第一纤维制品的一表面或是两个表面;
46.所述第二加湿装置包括:
47.一对第二涂布轮,彼此相对应且紧邻接触;
48.一第二沾水轮,紧邻接触于其中一个所述第二涂布轮;
49.一第二水槽,用以贮存水;
50.其中,所述第二纤维制品在通过所述对第二涂布轮之间时,所述第二水槽中的水可经由所述第二沾水轮和所述对第二涂布轮而将所述水涂布在第二纤维制品的一表面或是两个表面。
51.与现有技术相比,本实用新型具有以下特点和优点:
52.首先,通过本实用新型喷湿、烘干、干燥的工序配合不同压花图案尺寸(即大小花纹)和高度(即高低花纹)而制成的多层纤维制品,可以使得使用者在使用时感受到良好的蓬松感、良好的支撑性、厚实的手感。在视觉效果方面,本实用新型的多层纤维制品的压花图案不易塌陷且具有清晰压花图案。
53.其次,由于本实用新型的多层纤维制品具有良好蓬松感、良好支撑性的结构特性,故可减少纤维材料的用量,而达到节约材料成本的效果。
54.最后,在结构配置方面,由于本实用新型中的第一纤维制品压花轮组中的第一压花钢轮与第一压花胶轮为竖直排列。第二纤维制品压花轮组中的第二压花钢轮与第二压花胶轮也为竖直排列。第一纤维制品经第一供料路径通过该第一压花胶轮的上方,再导入至第一压花胶轮和第一压花钢轮之间。第二纤维制品经第二供料路径通过该第二压花胶轮的下方,再导入至第二压花胶轮和第二压花钢轮之间。相较于现有技术的结构,本实用新型不需现有技术中所配置的多个导纸轮以使纤维制品形成相对于压花钢轮所需的包覆角。因此本实用新型具有占地面积小、节省厂房空间的优势。
附图说明
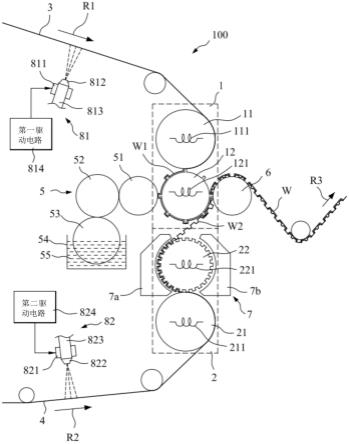
55.图1为本实用新型第一实施例多层纤维制品蓬松压花装置的示意图;
56.图2为图1中的第二压花钢轮的轮面外侧配置导风装置的局部示意图;
57.图3为图2中风罩的立体结构示意图;
58.图4为本实用新型中第一纤维制品和第二纤维制品在经过上下贴合后形成的多层纤维制品的截面示意图;
59.图5为本实用新型第二实施例多层纤维制品蓬松压花装置的示意图。
60.附图标号说明:
61.100:多层纤维制品蓬松压花装置;100a:多层纤维制品蓬松压花装置;1:第一纤维制品压花轮组;11:第一压花胶轮;111:加热装置;12:第一压花钢轮;121:加热装置;2:第二纤维制品压花轮组;21:第二压花胶轮;211:加热装置;22:第二压花钢轮;221:加热装置;3:第一纤维制品;31:大压花区;4:第二纤维制品;41:小压花区;5:涂胶装置;51:上胶轮;52:沾胶轮;53:沾胶轮;54:胶槽;55:胶水;6:贴合轮;7:导风装置;7a:风罩;7b:风罩;71:凹弧部;72:通风孔洞;73:热风源;74:冷风源;81:第一加湿装置;811:第一压电陶瓷片;812:第一超音波喷嘴;813:第一供水管;814:第一驱动电路;82:第二加湿装置;821:第二压电陶瓷片;822:第二超音波喷嘴;823:第二供水管;824:第二驱动电路;91:第一水涂布装置;911:第一涂布轮;912:第一涂布轮;913:第一沾水轮;914:第一水槽;92:第二水涂布装置;921:第二涂布轮;922:第二涂布轮;923:第二沾水轮;924:第二水槽;r1:第一供料路径;r2:第二供料路径;r3:出料路径;w1:第一压花图案;w2:第二压花图案;w:多层纤维制品。
具体实施方式
62.本实用新型所采用的具体技术方案,将通过以下的实施例及附图作进一步说明。
63.如图1所示,本实用新型多层纤维制品蓬松压花装置100包括一第一纤维制品压花轮组1和一第二纤维制品压花轮组2。第一纤维制品压花轮组1和第二纤维制品压花轮组2在竖直方向上下配置。第二纤维制品压花轮组2位于第一纤维制品压花轮组1的下方位置。
64.第一纤维制品压花轮组1包括一第一压花胶轮11和一第一压花钢轮12。第一压花钢轮12与该第一压花胶轮11相邻,并位于第一压花胶轮11的下方位置。
65.第一压花胶轮11的上方位置定义一第一供料路径r1,第一纤维制品3经该第一供料路径r1通过该第一压花胶轮11的上方,再导入至第一压花胶轮11和第一压花钢轮12之间。第一压花钢轮12的表面形成有凹凸结构面,以使第一纤维制品3在通过第一压花胶轮11和第一压花钢轮12之间时因受挤压而在第一纤维制品3上形成第一压花图案w1。
66.第二纤维制品压花轮组2包括一第二压花胶轮21和一第二压花钢轮22。第二压花钢轮22与该第二压花胶轮21相邻,并位于第二压花胶轮21的上方位置。
67.第二压花胶轮21的下方位置定义一第二供料路径r2,第二纤维制品4经该第二供料路径r2通过该第二压花胶轮21的下方,再导入至第二压花胶轮21和第二压花钢轮22之间。第二压花钢轮22的表面形成有凹凸结构面,以使第二纤维制品4在通过第二压花胶轮21和第二压花钢轮22之间时因挤受压而在第二纤维制品4上形成第二压花图案w2。
68.本实用新型较佳实施例中,第一压花胶轮11、第一压花钢轮12、第二压花胶轮21、第二压花钢轮22中可选择性地分别设置加热装置111、加热装置121、加热装置211、以及加热装置221,以对该第一压花胶轮11、第一压花钢轮12、第二压花胶轮21、第二压花钢轮22分别加热。该加热装置111、加热装置121、加热装置211、以及加热装置221可为电热棒、蒸汽通
道、热油通道或其它等效的加热装置。
69.一涂胶装置5设置在与第一压花钢轮12相邻的位置上。涂胶装置5包括一对应于第一压花钢轮12的上胶轮51。该上胶轮51转动时,可经由沾胶轮52、沾胶轮53由一胶槽54取得胶水55,以使第一纤维制品3在通过第一压花钢轮12和涂胶装置5之间时,由上胶轮51将适量的胶水55涂布在第一纤维制品3的一表面。
70.一贴合轮6与第一压花钢轮12相邻并与该涂胶装置5相对。第一纤维制品3和第二纤维制品4在分别经过第一纤维制品压花轮组1和第二纤维制品压花轮组2压制形成第一压花图案w1和第二压花图案w2之后,会通过第一压花钢轮12和贴合轮6之间,以使第一纤维制品3和第二纤维制品4对应贴合,再由一出料路径r3送出。
71.图2为本实用新型在第二压花钢轮22的轮面外侧配置导风装置7的局部示意图,图3为导风装置中的一风罩的立体结构示意图。导风装置7包括可罩覆于第二压花钢轮22的至少一部分轮面的风罩。例如,导风装置7包括一对风罩,也即风罩7a和风罩7b,二者分别罩覆在第二压花钢轮22的左右两相对轮面的外侧。以其中一风罩7a为例,该风罩7a具有相对应于该第二压花钢轮22的轮面的凹弧部71。该凹弧部71距离该第二压花钢轮22的轮面有一定的间距,且在该凹弧部71开设多个通风孔洞72,多个通风孔洞72对应于该第二压花钢轮22的轮面。
72.导风装置7的风罩7a、风罩7b可内置或通过连通管连接一热风源73或一冷风源74。依实际制造工艺的需要,导风装置7可将热风源73的热风或冷风源74的冷风经由通风孔洞72吹向第二压花钢轮22的轮面。当导风装置7的通风孔洞72向第二压花钢轮22吹热风时,可帮助位于第二压花钢轮22上的第二纤维制品4进行干燥,而当导风装置7的通风孔洞72向第二压花钢轮22吹冷风时,可帮助位于第二压花钢轮22上的第二纤维制品4进行冷却。
73.本实用新型包括一第一加湿装置81,设置在第一供料路径r1的邻近位置,以对第一纤维制品3在送至第一纤维制品压花轮组1的第一压花胶轮11之前予以加湿。第一纤维制品3在经过第一加湿装置81的适当加湿后,使其纤维延展性增加,再送至第一压花胶轮11和第一压花钢轮12之间进行花纹压制(塑形)形成第一压花图案w1。第一纤维制品3在形成第一压花图案w1之后,通过第一压花钢轮12进行烘干,再由涂胶装置5在第一纤维制品3的一表面选定位置涂布胶水55,使第一纤维制品3变得较硬挺,提供成品更好的蓬松感及厚实手感。
74.第一加湿装置81可采用超音波水雾喷湿器,其包括一第一压电陶瓷片811、一第一超音波喷嘴812、一与该第一超音波喷嘴812相连通的第一供水管813。一第一驱动电路814驱动该第一压电陶瓷片811对通过第一供水管813的水产生超音波振荡,进而在第一超音波喷嘴812处产生水雾,以对通过第一供料路径r1的第一纤维制品3达到加湿的目的。
75.本实用新型还包括一第二加湿装置82,设置在第二供料路径r2的邻近位置,以对第二纤维制品4在送至第二纤维制品压花轮组2的第二压花胶轮21之前予以加湿。第二纤维制品4在经过第二加湿装置82的适当加湿后,使其纤维延展性增加,再送至第二压花胶轮21和第二压花钢轮22之间进行花纹压制(塑形)形成第二压花图案w2。第二纤维制品4在形成第二压花图案w2之后,通过第二压花钢轮22进行烘干和导风装置7进行干燥。
76.第二加湿装置82可采用超音波水雾喷湿器,其包括一第二压电陶瓷片821、一第二超音波喷嘴822、一与该第二超音波喷嘴822相连通的第二供水管823。一第二驱动电路824
驱动该第二压电陶瓷片821对通过第二供水管823的水产生超音波振荡,进而在第二超音波喷嘴822处产生水雾,以对通过第二供料路径r2的第二纤维制品4达到加湿的目的。
77.图4为第一纤维制品3和第二纤维制品4在经过上下贴合后而构成一多层纤维制品w的截面示意图。如图4所示,第一纤维制品3在经过第一纤维制品压花轮组1压制后,即形成由多个大压花区31所构成的第一压花图案w1。同样地,第二纤维制品4在经过第二纤维制品压花轮组2压制后,即形成由多个小压花区41所构成的第二压花图案w2。
78.第一纤维制品3和第二纤维制品4之间在选定区域以胶水55黏着,再经贴合轮予以上下贴合后,即形成本实用新型的多层纤维制品。较佳实施例中,一个大压花区31可对应地含盖两个或两个以上的小压花区41。
79.图5为本实用新型第二实施例的剖视图。本实施例的组成构件与前述第一实施例大致相同,因此相同元件标示相同的元件编号。在本实施例的多层纤维制品蓬松压花装置100a中,第一供料路径r1设置一第一水涂布装置91,以对第一纤维制品3在送至第一纤维制品压花轮组1的第一压花胶轮11之前予以加湿,在第二供料路径r2则设置一第二水涂布装置92,以对第二纤维制品4在送至第二纤维制品压花轮组2的第二压花胶轮21之前予以加湿。
80.第一水涂布装置91包括一相对应紧邻接触的第一涂布轮911、第一涂布轮912,且其中一个第一涂布轮912紧邻接触一第一沾水轮913。第一纤维制品3在通过转动的第一涂布轮911、第一涂布轮912之间时,第一水槽914中的水可经由第一沾水轮913再经第一涂布轮911、第一涂布轮912将适量的水涂布在第一纤维制品3的一表面或是两个表面。
81.第二水涂布装置92包括一相对应紧邻接触的第二涂布轮921、第二涂布轮922,且其中一个第二涂布轮922紧邻接触一第二沾水轮923。第二纤维制品4在通过转动的第二涂布轮921、第二涂布轮922之间时,第二水槽924中的水可经由第二沾水轮923再经第二涂布轮921、第二涂布轮922而将适量的水涂布在第二纤维制品4的一表面或是两个表面。
82.以上所举实施例仅用以说明本实用新型,并非用以限制本实用新型的保护范围,凡其它未脱离本实用新型的保护范围而完成的等效修饰或置换,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1