立体缝纫控制方法、系统、介质、设备、终端及数据结构与流程
本发明属于机械智能加工和测量领域,包含但不限于缝纫控制领域,尤其涉及一种立体缝纫控制方法、系统、介质、设备、终端及数据结构。
背景技术:
1、目前,缝纫机是用一根或多根缝纫线,在缝料上形成一种或多种线迹,使一层或多层缝料交织或缝合起来的机器。现有缝制技术中,缝纫机械采用缝纫机针和旋梭联动机构完成缝纫动作,其中缝纫机针和旋梭联动机构在空间位置是固定的,手动缝纫动作是依靠送布牙和人工协同,在固定平面上完成人工送料,机针在固定位置与旋梭机械联动实现缝合动作;自动缝纫设备(如花样机、模板机等)是依靠xy平面送料机构也是在固定平面上完成送料动作,机针和旋梭动作与手动缝纫动作一致。自动缝制任务都是处于固定环境下按照预设程序完成二维平面缝制任务。现有的国外立体缝制过程采用工业机器人抓举缝纫机,沿示教轨迹或预定缝纫轨迹按固定针距进行缝纫,无法对被加工件的位姿变化和缝纫目标进行实时识别或无法对线迹进行动态规划和二次生成立体花型数据及并动态缝纫目标调整缝纫动作和轨迹。因此,亟需设计一种新的立体缝纫控制方法。
2、通过上述分析,现有技术存在的问题及缺陷为:现有机械缝纫设备都是在预设好的花型数据或轨迹进行缝纫加工,无法对被加工件的位姿变化和缝纫目标进行实时识别并无法对线迹进行动态规划和二次生成立体花型数据及并动态调整针距。因此对于立体环境下的缝制任务,现有技术严重依赖于工人的技术水平,而人工立体缝纫效率低,容错率低。
3、到目前为止,国内外尚没有可以根据立体缝料工况动态调整缝纫位置;实现自动缝制的加工方法,本发明填补了该方面的技术空白。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种立体缝纫控制方法、系统、介质、设备、终端及数据结构。
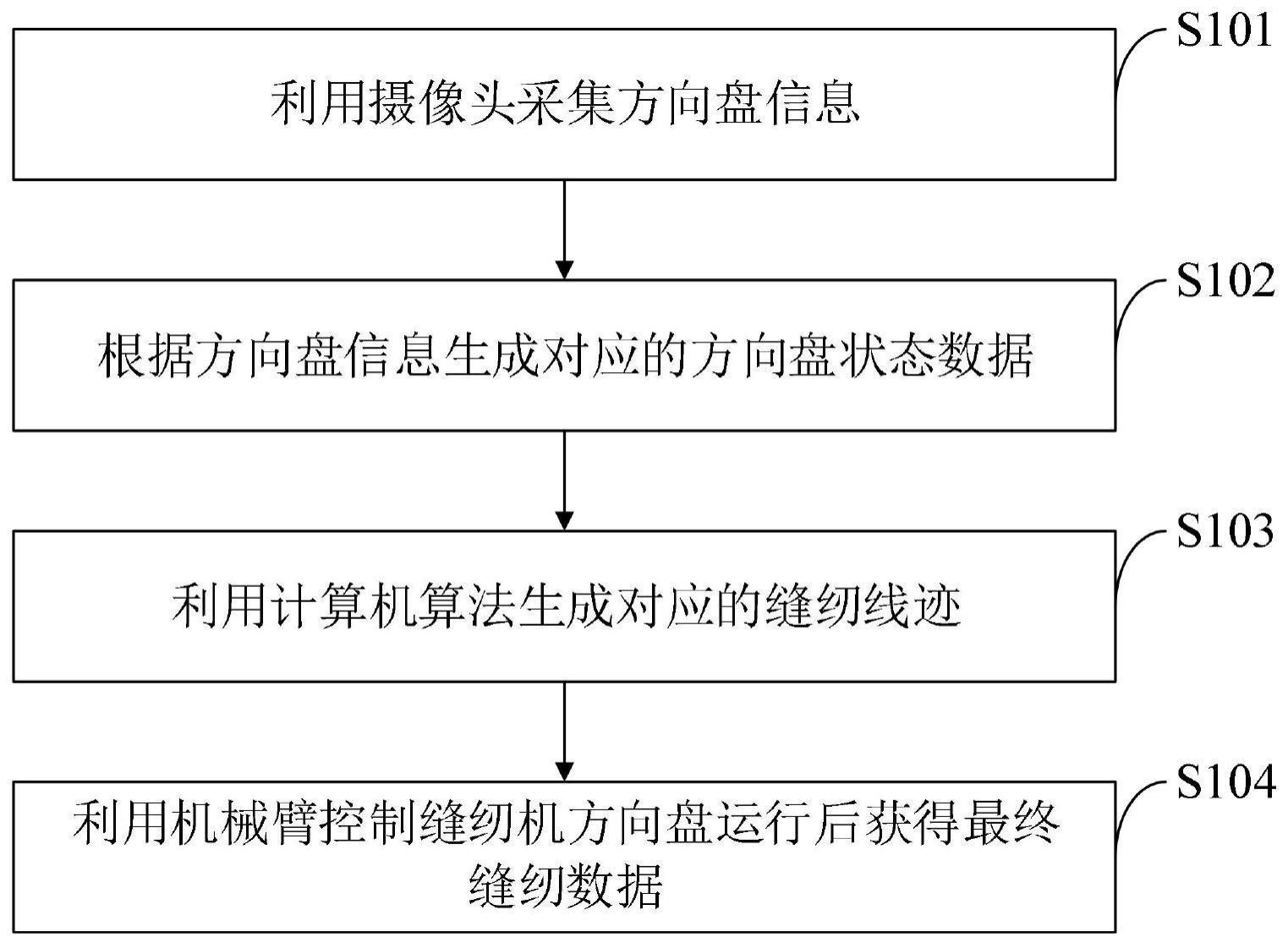
2、本发明是这样实现的,一种立体缝纫控制方法,立体缝纫控制方法包括:利用机械臂固定方向盘后控制方向盘运动,利用摄像头采集方向盘皮套位置和缝纫目标信息,生成方向盘皮套上对应的缝纫目标状态数据;利用计算机算法生成对应的缝纫线迹,利用机械臂控制缝纫机及方向盘运行后获得最终的缝纫运动数据。
3、进一步,方向盘信息的获取包括:运用机器臂将人工缝制方向盘皮套的方式替换成机械臂自动缝制的方式;根据方向盘立体缝制系统组成的机械设备,运用机器人运动学原理,建立设备轴之间的转换关系。
4、进一步,设备轴之间的转换关系如下:
5、(1)方向盘固定设备
6、在方向盘把手上的某一缝纫目标ni,在基坐标系o下的齐次坐标为:
7、
8、式中,
9、初始零点位置时,x运动轴坐标系原点在世界坐标系上的位置;
10、世界坐标系姿态转换到x运动轴坐标系姿态的旋转矩阵,且
11、x:x运动轴的运动量;
12、初始零点位置时,y运动轴坐标系原点在x运动轴坐标系上的位置;
13、x运动轴坐标系姿态转换到y运动轴坐标系姿态的旋转矩阵,且
14、y:y运动轴的运动量;
15、初始零点位置时,z运动轴坐标系原点在y运动轴坐标系上的位置;
16、y运动轴坐标系姿态转换到z运动轴坐标系姿态的旋转矩阵,且
17、z:z运动轴的运动量;
18、初始零点位置时,r旋转轴坐标系原点在z运动轴坐标系上的位置;
19、z运动轴坐标系姿态转换到r旋转轴坐标系姿态后,r旋转轴绕坐标系z轴运动,其运动量为θ,故其旋转矩阵为:
20、初始零点位置时,s旋转轴坐标系原点在r旋转轴坐标系上的位置;
21、r旋转轴坐标系姿态转换s旋转轴坐标系姿态后,s旋转轴绕坐标系z轴运动,其运动量为θ,(θ∈[0,2π]),故其旋转矩阵为:
22、方向盘固定在s旋转轴上,方向盘坐标系原点在s旋转轴坐标系上的位置;
23、s旋转轴坐标系姿态转换到方向盘坐标系姿态的旋转矩阵,且
24、缝纫目标ni在方向盘坐标系上的位置。
25、(2)进针缝纫设备
26、针头在基坐标系o下的齐次坐标为:
27、
28、式中,
29、初始零点位置时,升降台坐标系原点在世界坐标系上的位置;
30、世界坐标系姿态转换到升降台坐标系姿态的旋转矩阵,且
31、u:升降台的运动量;
32、初始零点位置时,方向转台坐标系原点在升降台坐标系上的位置;
33、升降台坐标系姿态转换到方向转台坐标系姿态后,方向转台绕坐标系z轴运动,其运动量为θ,故其旋转矩阵为:
34、初始零点位置时,俯仰转台坐标系原点在方向转台坐标系的位置;
35、方向转台坐标系姿态转换到俯仰转台坐标系姿态后,俯仰转台绕坐标系z轴运动,其运动量为θ,故其旋转矩阵为:
36、初始零点位置时,进针位移台坐标系原点在俯仰转台坐标系的位置;
37、俯仰转台坐标系姿态转换到进针位移台坐标系姿态的旋转矩阵,且
38、i:进针位移台的运动量;
39、l:进针位移台的针长。
40、进一步,立体缝纫控制方法还包括缝纫目标属性定义,具体包括:
41、方向盘皮套上的缝纫目标在方向盘上的位置是相对不变的,而当方向盘放到方向盘固定设备上时,方向盘皮套上的缝纫目标的位置在其他坐标系下是不断变化的,故对缝纫目标进行属性定义,用于保证缝纫目标的唯一性;
42、stichi={space,gesture};
43、式中,space代表空间位置,gesture代表姿态。
44、进一步,space代表缝纫目标在方向盘坐标系下的三维空间位置,其在方向盘坐标系中的位置表示为(wpx,wpy,wpz),使得方向盘上缝纫目标与缝纫目标之间相对位置不变,进而唯一标识方向盘上的目标;gesture代表缝纫目标进入深度相机视觉范围内、进针缝纫设备的针头前方时,方向盘固定设备的各轴姿态,用于标记缝纫目标位置以及配合缝纫任务。
45、本发明的另一目的在于提供一种应用所述的立体缝纫控制方法的立体缝纫控制系统,立体缝纫控制系统包括:
46、方向盘皮套信息采集模块,用于利用摄像头采集方向盘皮套信息;
47、缝纫目标状态数据生成模块,用于生成方向盘皮套上对应的缝纫目标状态数据;
48、缝纫线迹生成模块,用于利用计算机算法生成对应的缝纫线迹;
49、缝纫数据获取模块,用于利用机械臂控制缝纫机及方向盘运行后获得最终的缝纫运动数据。
50、本发明的另一目的在于提供一种数据结构,数据结构由所述的立体缝纫控制方法获取到的方向盘皮套目标数据和缝纫轨迹规划结果构造得到,具体的数据结构是一条树形链表,链表的节点由序列号和stichi属性组成;在缝纫数据获取模块,机械缝针根据此数据结构得到缝纫运动的前后顺序、以及起始和终止的位置。方向盘皮套目标数据是两条空间位置有序的内外侧数据链表,链表节点由stichi属性组成,其中外侧数据链表是靠近缝纫针头那一侧的方向盘皮套缝纫目标数据,内侧数据链表则是远离的那一侧,在缝纫目标状态数据生成模块得到。
51、本发明的另一目的在于提供一种计算机设备,计算机设备包括存储器和处理器,存储器存储有计算机程序,计算机程序被处理器执行时,使得处理器执行所述的立体缝纫控制方法的步骤。
52、本发明的另一目的在于提供一种计算机可读存储介质,存储有计算机程序,计算机程序被处理器执行时,使得处理器执行所述的立体缝纫控制方法的步骤。
53、本发明的另一目的在于提供一种信息数据处理终端,信息数据处理终端用于实现所述的立体缝纫控制系统。
54、结合上述的技术方案和解决的技术问题,本发明所要保护的技术方案所具备的优点及积极效果为:
55、第一,针对上述现有技术存在的技术问题以及解决该问题的难度,紧密结合本发明的所要保护的技术方案以及研发过程中结果和数据等,详细、深刻地分析本发明技术方案如何解决的技术问题,解决问题之后带来的一些具备创造性的技术效果。具体描述如下:
56、本发明提供的基于机械臂的立体缝纫控制方法,设计了一整套控制机械缝纫机的相关设备,实现了缝纫针的三维运动控制。通过摄像头采集的数据,运用计算机视觉技术获取到缝纫目标数据,根据所有缝纫目标数据及对应的属性对缝纫轨迹进行规划,得到相应目标的数据结构,然后利用机械臂控制缝纫机及方向盘得到最终的缝纫运动数据。通过本发明提供的立体缝纫控制方法,可实现由机器替代人工缝纫的过程,从而解决严重依赖于工人技术的问题,并且也解决了因人工重复性缝制的枯燥而导致的工人流失的问题。同时,针对方向盘皮套的立体缝纫控制方法,现阶段国内外尚未出现过相关的实质性应用技术。
57、第二,把技术方案看做一个整体或者从产品的角度,本发明所要保护的技术方案具备的技术效果和优点,具体描述如下:
58、本发明提供的立体缝纫控制方法解决了现有机械缝纫针控制技术依赖工人的技术水平,导致人工立体缝纫效率低、容错率低的技术问题,解决了因人工重复性缝制的枯燥而导致的工人流失的问题,可实现机械自动且智能完成缝制任务的需求。
59、第三,作为本发明的权利要求的创造性辅助证据,还体现在以下几个重要方面:
60、(1)本发明的技术方案转化后的预期收益和商业价值为:目前我国轿车月产超过2百万辆,国内平均水平每人每日加工12~18个,国外平均水平每人每日10~15个,方向盘缝制加工工艺每月产值需求三千万以上。方向盘缝制只是立体缝制需求的一种,且具有代表性工艺。目前随着人民生活水平的提高,劳动密集型行业招工难的问题日益突出,方向盘缝制人工加工速度慢、效率低、重复性缝制枯燥,而导致加工人员的流失和招工难,最终将导致产业流失东南亚。本发明是实现方向盘自动缝制的关键技术之一。
61、(2)本发明的技术方案填补了国内外技术空白:目前立体缝制在国内尚属空白,现有的国外立体缝制过程均采用工业机器人抓举缝纫机,沿示教轨迹或预定缝纫轨迹按固定针距进行缝纫。与本发明的不同点在于:原方法无法对被加工件的位姿变化和缝纫目标进行实时识别或无法对线迹进行动态规划和动态生成立体花型数据,从而实现动态调整缝纫动作和轨迹。本发明填补了国内外在该技术上的空白。
62、(3)本发明的技术方案为解决立体缝制问题奠定了基础,长期以来缝制技术都是平面加工技术实现立体缝制只是人类的愿望;本发明解决了服装的立体加工,及相关立体制造领域提供了技术基础,是解决无人缝制的技术基础
- 还没有人留言评论。精彩留言会获得点赞!