一种长丝无纺布的制造方法与流程
本发明涉及长丝无纺布的制造,具体涉及一种长丝无纺布的制造方法。
背景技术:
1、目前的制造长丝无纺布的方法,俗称纺粘法,基本都是采用以聚合物粒子(如聚酯、聚酰胺、聚丙烯、聚乙烯、聚乳酸等)为原料,在加热、熔融、挤压、计量后通过喷丝板形成连续、均匀熔体,再经冷却、拉伸(机械或气流)、铺网、固结(热轧、针刺、热风、水刺等方法)、卷绕的一步法路线来生产的。其生产效率高,产品已被广泛应用,但是该种技术生产的产品,局限于原材料为可以通过加热熔融的有机材料,不适用于原材料性质为无机矿物质的玄武岩。另外还有一种采用不需熔融纺丝的,采用已成形的长丝饼通过退绕、分丝、成网、固结到卷绕工艺来完成的生产技术,称之为二步法。二步法工艺的原材料适用范围要远大于一步法工艺,但由于玄武岩连续长丝纤维无纺布的使用场景要求与现有的二步法工艺生产出来的产品组织结构不同,所以按现有的二步法生产工艺去生产符合玄武岩连续长丝纤维无纺布使用场景的产品还无法实现。
2、中国专利(申请号:201310292596.2)公开了一种长丝无纺布的制造方法,该专利公开的制造方法采用如下工艺步骤:先利用纱架将长丝纤维退绕下来;长丝纤维包括聚苯硫醚纤维、芳纶纤维、聚四氟乙烯纤维、粘胶纤维、聚酰亚胺纤维或聚丙烯腈纤维、以及碳纤维、玻璃纤维或玄武岩纤维,且长丝纤维是无捻连续长丝,细度为1μm~200μm;再采用超声波洗涤长丝纤维,其后利用单纤维烘干装置干燥长丝纤维;然后将长丝纤维通过调速罗拉和张力器送入管式牵伸器牵伸提速,再通过摆丝器均匀分散长丝纤维,并在成网帘上铺放成长丝纤维网;最后通过针刺、水刺或者热轧的无纺布加工方法将长丝纤维网制成长丝无纺布。
3、中国专利(申请号:97117575.6)专利名称“一种长纤成网装置及长纤不织布之制造方法”,该专利公开了一种长纤成网装置及长纤不织布之制造方法,以长纤作为原料,经由长纤成网装置形成纤维网,所形成之纤维网再经固结工程,从而获得长纤不织布。本发明的方法省略一般纺粘法不织布制程之挤压机及纺丝系统,又省略传统短纤不织布制程之开棉、梳棉及叠棉工程。因此,本发明方法不但简化制程,而且由于原料的选择可多样化,使得本发明方法和适用范围更广。
4、中国专利(申请号:201811108973.1)专利名称“一种以长丝束丝饼为原料的分丝成网生产无纺布的方法”,该专利公开了一种以长丝束丝饼为原料的分丝成网生产无纺布的方法,该方法包括:(1)在纱架上放置长丝束丝饼,并将长丝束从丝饼上退绕下来;(2)通过导丝器将退绕的长丝束引入导丝盘;(3)通过导丝盘将长丝束定量输入分丝器;(4)通过分丝器将长丝束分离成松散的单纤维状;5)通过铺网器将分离后的单纤维状长丝相互叠加,铺成均匀纤维网;(6)将纤维网通过固结法加工成无纺布。该发明目的在于提供一种设备简单,投资少,适用原材料广的以长丝束丝饼为原料的分丝成网生产无纺布的方法。
5、上述三个引用的专利均为二步法生产无纺布工艺,其存在如下问题:(1)虽然可以选择原材料为玄武岩连续长丝纤维,但是玄武岩连续长丝纤维属于无机纤维,其自身无法通过加热的方法进行固结;如果采用针刺法、缝编法或其他方法固结,则可能将玄武岩连续长丝纤维刺断而无法固结;(2)上述引用的专利强调的是将连续长丝束的纤维分散以获得满意的分布效果,但是分散的玄武岩连续长丝纤维所制成的无纺布不是后道工序所需要的。
技术实现思路
1、本发明的目的在于针对上述存在的问题,而提供一种工艺简单、低成本的长丝无纺布的制造方法。
2、本发明是通过如下技术方案实现的:
3、一种长丝无纺布的制造方法,其特征在于,该方法包括如下步骤:
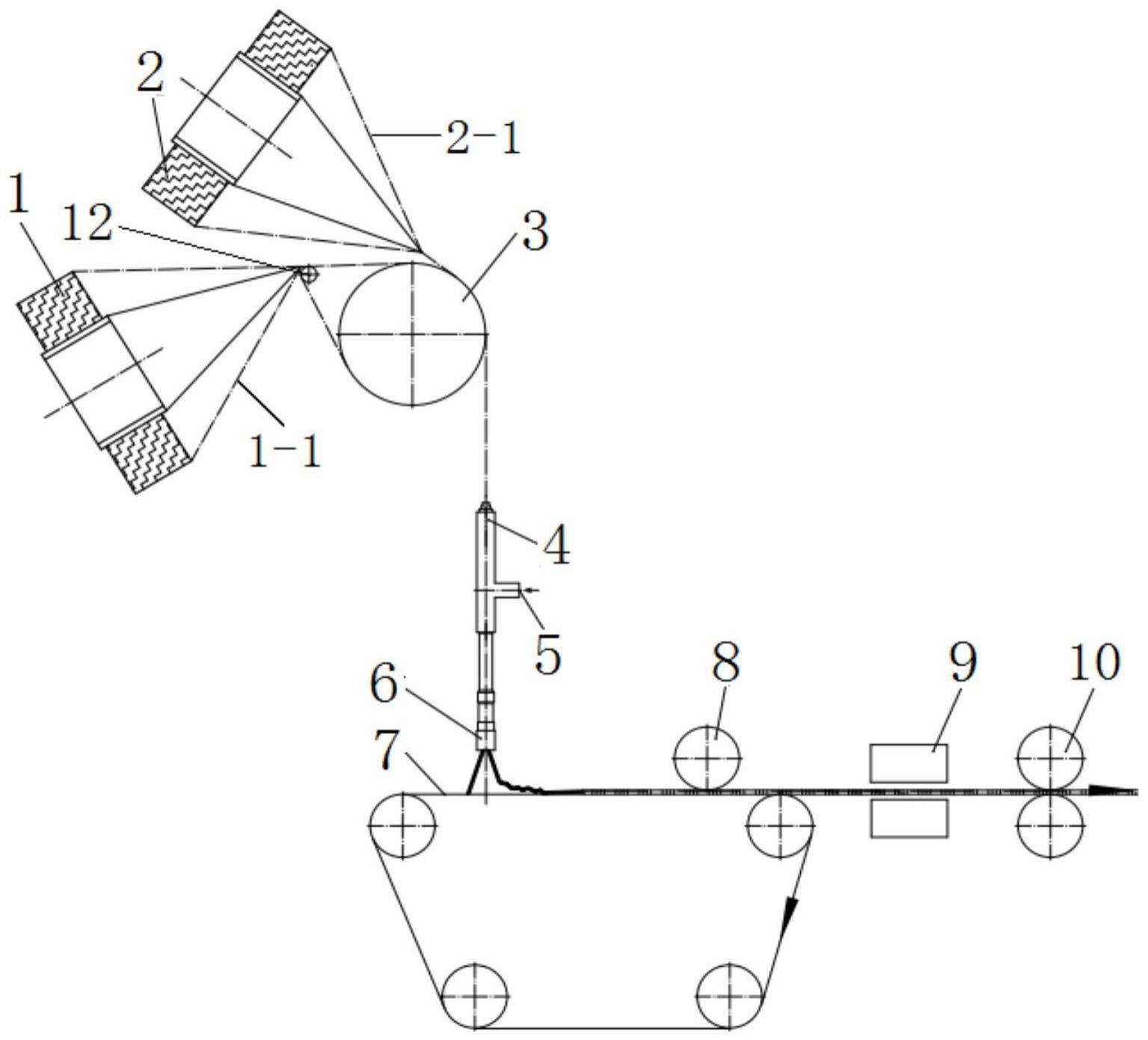
4、s1、在纱架上放置长丝纤维丝饼,并将长丝纤维从丝饼上退绕下来;
5、s2、通过导丝器将退绕下来的长丝纤维引入导丝辊;
6、s3、通过所述导丝辊将所述长丝纤维引入气流喷嘴,所述的气流喷嘴上设置有用于向其内部通入压缩空气的气流入口;
7、s4、通过所述气流喷嘴和经气流入口通入的压缩空气,将所述长丝纤维导入布网装置中,利用所述布网装置将所述长丝纤维分布到运动的输送网帘上,在所述输送网帘上铺成长丝纤维网;
8、s5、将所述的长丝纤维网经压辊压制后,再经过烘箱、热辊进行固结成形,制得长丝无纺布;
9、其中:在该制造方法中使用到添加装置,所述的添加装置用于在制造过程中向所述长丝纤维或长丝纤维网上添加固结材料,以使所述长丝纤维网固结成形。
10、具体的,所述的固结材料可以是热熔长丝纤维,也可以是热熔材料或能够将长丝纤维网固结定形的化学粘结剂。
11、本发明提供的长丝无纺布的制造方法,其特别适用于玄武岩纤维、碳纤维等无机长丝纤维直接制造长丝无纺布;同时本发明的方法也适用于不能直接或很难通过熔体纺粘法生产长丝无纺布的芳纶纤维、高强维尼纶等有机长丝纤维。
12、进一步的,一种长丝无纺布的制造方法:所述的固结材料为热熔长丝纤维;
13、当所述的固结材料为热熔长丝纤维时,其制造方法包括如下步骤:
14、s1、在纱架上放置长丝纤维丝饼,并将长丝纤维从丝饼上退绕下来;
15、s2、在纱架上放置热熔长丝纤维丝饼,并将热熔长丝纤维从丝饼上退绕下来;
16、s3、通过导丝器将退绕下来的长丝纤维引入所述导丝辊中,同时将退绕下来的热熔长丝纤维引入所述导丝辊,使所述长丝纤维与所述热熔长丝纤维合拢,形成合拢丝束;
17、s4、通过所述导丝辊将所述的合拢丝束引入气流喷嘴中,所述气流喷嘴上设置有用于向其内部通入压缩空气的气流入口;
18、s5、通过所述气流喷嘴和经气流入口通入的压缩空气,将所述合拢丝束导入所述布网装置,利用所述布网装置将所述合拢丝束分布到运动的输送网帘上,在所述输送网帘上铺成长丝纤维网;
19、s6、将所述的丝纤维网经压辊压制后,再经过烘箱、热辊进行固结成形,制得长丝无纺布。
20、进一步的,一种长丝无纺布的制造方法:所述的固结材料为热熔材料或者是能够将玄武岩连续长丝纤维网固结定形的化学粘结剂;
21、当所述的固结材料选用热熔材料或者选用能够将玄武岩连续长丝纤维网固结定形的化学粘结剂时,其制造方法包括如下步骤:
22、s1、在纱架上放置长丝纤维丝饼,并将长丝纤维从丝饼上退绕下来;
23、s2、通过导丝器将退绕下来的长丝纤维引入导丝辊;
24、s3、通过所述导丝辊将所述长丝纤维引入气流喷嘴,所述的气流喷嘴上设置有用于向其内部通入压缩空气的气流入口;
25、s4、通过所述气流喷嘴和所述经气流入口通入的压缩空气,将所述气流喷嘴中的长丝纤维导入布网装置中,利用所述布网装置将长丝纤维分布到运动的输送网帘上,在所述输送网帘上铺成长丝纤维网;
26、s5、然后经上料装置将所述固结材料均匀分布于所述长丝纤维网上,接着经压辊压制,再经过烘箱、热辊,将所述固结材料与长丝纤维网固结成形,制得长丝无纺布。
27、进一步的,一种长丝无纺布的制造方法:所述长丝纤维的单丝直径为5~100μm。
28、进一步的,一种长丝无纺布的制造方法:所述的长丝纤维选用单股或多股丝线。
29、进一步的,一种长丝无纺布的制造方法:纤维退绕的形式采用外退绕或内退绕方式。
30、进一步的,一种长丝无纺布的制造方法:纤维退绕的形式采用主动退绕或被动退绕方式。
31、进一步的,一种长丝无纺布的制造方法:所述布网装置的运动轨迹为转动或摆动。
32、进一步的,一种长丝无纺布的制造方法:所述布网装置的运动速度、频率、角度可根据生产需要调节。
33、进一步的,一种长丝无纺布的制造方法:所述的气流喷嘴选用开式或闭式气流喷嘴。
34、本发明的有益效果:
35、(1)本发明所提供的制造方法特别适用于玄武岩纤维、碳纤维等无机长丝纤维直接制造长丝无纺布,同时本发明的方法也适用于不能直接或很难通过熔体纺粘法生产长丝无纺布的芳纶纤维、高强维尼纶等有机长丝纤维。
36、(2)本发明提供的制造方法特别适用于高性能无机纤维和难熔难纺丝的有机纤维通过共混或混抽的方法直接制成长丝无纺布,本发明方法制造的长丝无纺布用于后道加工制造新型高性能复合材料,可有效降低原材料使用量和制造成本,更有利于大面积推广使用高性能复合材料,满足各种需求。
37、(3)本发明提供的制造方法避免了采用针刺法、缝编法或其他方法固结,现有的固结方法会容易造成纤维断裂,而本发明的这种固结方法不会造成玄武岩连续长丝纤维刺断而无法固结的问题。
38、(4)本发明提供的制造方法不会造成连续长丝束的纤维分散,采用本发明方法制造的无纺布能够用于后道工序加工制造新型高性能复合材料。
- 还没有人留言评论。精彩留言会获得点赞!