一种复合纤维发泡无纺布及其制备方法和应用与流程
本发明涉及纤维材料领域,具体地,涉及一种复合纤维发泡无纺布及其制备方法和应用。
背景技术:
1、纤维材料是纤维状物质通过纺织加工工艺形成的结构化材料,通常也被称为纺织材料。目前,纺织材料已在多个领域得到广泛应用,比如:医疗卫生用布,手术衣、防护服、消毒包布、口罩、尿片、贴墙布、台布、床单、床罩、服装衬里、粘合衬、过滤材料、绝缘材料、包装袋、地毯、滤芯、排水和屋面防水材料等等。
2、现有技术中,车用轻量化纤维模压成型零件的原材料多为一定比例的聚丙烯纤维和高熔点涤纶纤维的混合材料或者高低熔点共有的纯涤纶长纤维(pet长纤维)。车用轻量化纤维模压成型零件形成过程为将原材料通过铺网、针刺制成无纺布,而后通过加热模压成型。虽然制备得到的成品具有重量轻的特点,但仍存在力学性能不佳、疏水性不佳以及声学性能弱的问题。
技术实现思路
1、本发明的目的在于提供一种复合纤维发泡无纺布,以改善纤维加热模压材料的力学性能、疏水性和声学性能。
2、为了实现上述目的,本发明的第一方面提供一种复合纤维发泡无纺布,该复合纤维发泡无纺布包括复合纤维材料和填充在所述复合纤维材料孔隙内的空心聚合物微球;所述复合纤维材料与所述空心聚合物微球的重量比为1:0.01~0.3。
3、本发明提供的复合纤维发泡无纺布,在复合纤维材料孔隙内填充空心聚合物微球,能够在纤维之间形成支撑的同时增加吸能面积,大幅提升产品的强度以及声学吸引性能。
4、可选地,所述复合纤维材料与所述空心聚合物微球的重量比为1:0.01~0.15。
5、可选地,所述复合纤维材料为聚丙烯纤维与涤纶纤维的复合材料或高熔点涤纶长纤维与低熔点涤纶长纤维的复合材料;其中,所述高熔点涤纶长纤维为熔点为250~265℃,细度为3~8dtex的涤纶纤维;所述低熔点涤纶长纤维为熔点为200~215℃,细度为3~8dtex的涤纶纤维。
6、可选地,所述,所述空心聚合物微球的填充率为2~30%。
7、可选地,所述空心聚合物微球的直径为40~200μm;所述空心聚合物微球包括聚合物壳体和包裹在所述壳体内的气态烃;所述聚合物壳体含有聚丙烯酸类聚合物。
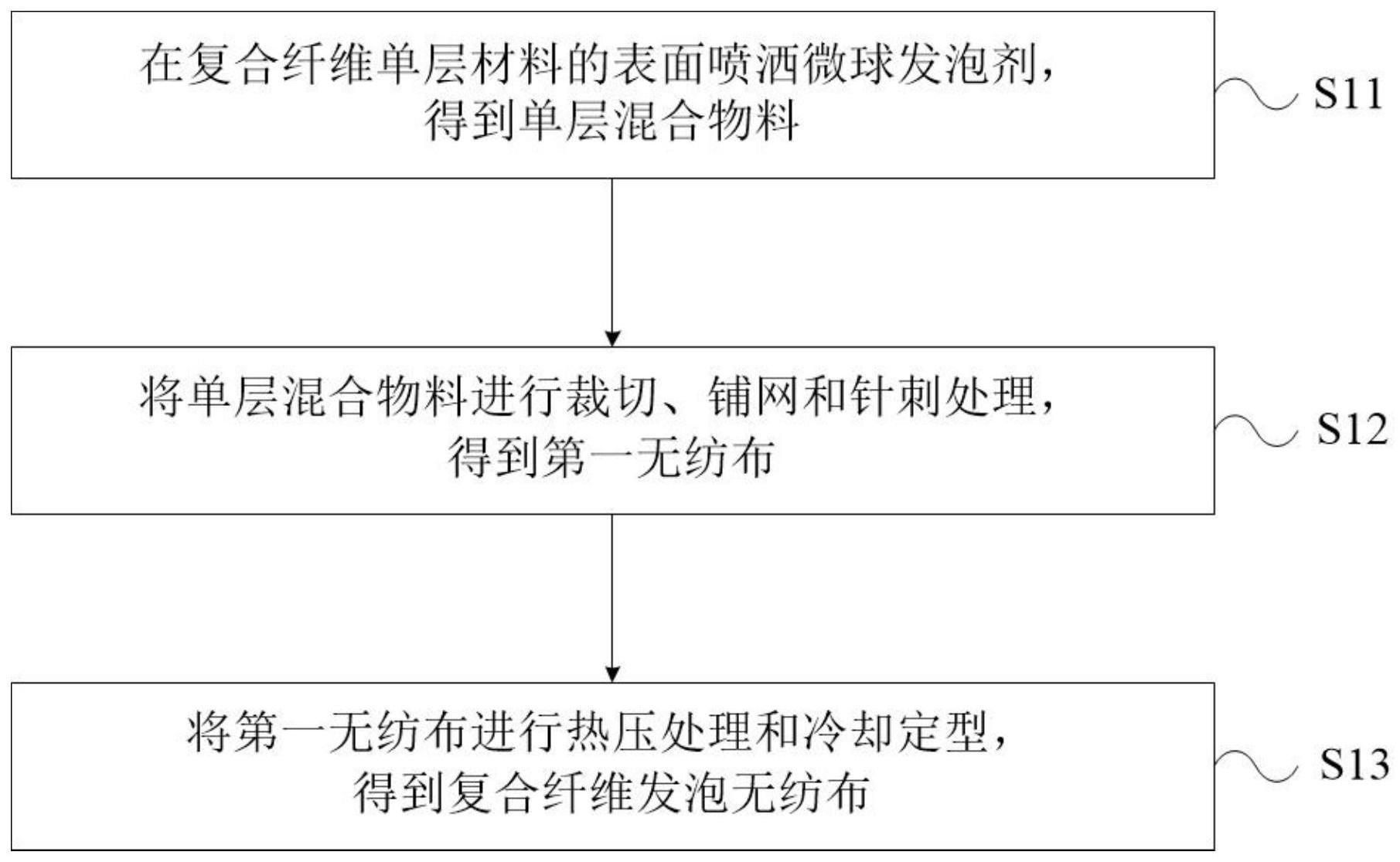
8、本发明的第二方面提供一种复合纤维发泡无纺布的制备方法,该方法包括:在复合纤维单层材料表面喷洒微球发泡剂,得到单层混合物料;将所述单层混合物料进行铺网和针刺处理,得到第一无纺布;将所述第一无纺布进行热压处理和冷却定型,得到复合纤维发泡无纺布;其中,所述单层混合物料中,所述复合纤维材料与所述微球发泡剂的重量比为1:0.01~0.3。
9、可选地,所述单层混合物料中,所述复合纤维单层材料与所述微球发泡剂的重量比为1:0.01~0.15。
10、可选地,所述复合纤维单层材料的制备步骤包括:将聚丙烯纤维和涤纶纤维进行混纺得到混纺丝束;或者,将熔化后的高熔点涤纶长纤维和低熔点涤纶长纤维置于纺丝箱体进行喷丝处理得到复合丝束;其中,所述高熔点涤纶长纤维为熔点为250~265℃,细度为3~8dtex的涤纶纤维;所述低熔点涤纶长纤维为熔点为200~215℃,细度为3~8dtex的涤纶纤维。
11、可选地,所述微球发泡剂的起始发泡温度为158~178℃,最高发泡温度为215~235℃;所述微球发泡剂包括热塑性聚合物壳体和包裹在所述壳体内的液态烃;所述热塑性聚合物为聚丙烯酸类聚合物。
12、可选地,所述热压处理的条件包括:温度为180~210℃,时间为30~90s。
13、可选地,所述铺网前还包括对所述单层混合物料进行裁切处理。
14、本发明的第三方面提供前述的复合纤维发泡无纺布或者由前述的方法制备得到的复合纤维发泡无纺布在车用纤维模压成型零件中的应用。
15、本发明的第四方面提供一种车身底护板,该车身底护板中包括前述的复合纤维发泡无纺布或者由前述的方法制备得到的复合纤维发泡无纺布。
16、本发明的第五方面提供一种车轮罩,该车轮罩中包括前述的复合纤维发泡无纺布或者由前述的方法制备得到的复合纤维发泡无纺布。
17、本发明的第六方面提供一种地毯基布,该地毯基布中包括前述的复合纤维发泡无纺布或者由前述的方法制备得到的复合纤维发泡无纺布。
18、通过上述技术方案,本发明提供的复合纤维发泡无纺布,在实现轻量化的同时,具有显著提升的力学性能、疏水性和声学性能。
19、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
技术特征:
1.一种复合纤维发泡无纺布,其特征在于,该复合纤维发泡无纺布包括复合纤维材料和填充在所述复合纤维材料孔隙内的空心聚合物微球;
2.根据权利要求1所述的复合纤维发泡无纺布,其特征在于,所述复合纤维材料与所述空心聚合物微球的重量比为1:0.01~0.15。
3.根据权利要求1所述的复合纤维发泡无纺布,其特征在于,所述复合纤维材料为聚丙烯纤维与涤纶纤维的复合材料或高低熔点涤纶复合连续长纤维材料;
4.根据权利要求1所述的复合纤维发泡无纺布,其特征在于,所述空心聚合物微球的填充率为2~30%。
5.根据权利要求1所述的复合纤维发泡无纺布,其特征在于,所述空心聚合物微球的直径为40~200μm;
6.一种复合纤维发泡无纺布的制备方法,其特征在于,该方法包括:
7.根据权利要求6所述的制备方法,其特征在于,所述单层混合物料中,所述复合纤维单层材料与所述微球发泡剂的重量比为1:0.01~0.15。
8.根据权利要求6所述的制备方法,其特征在于,所述复合纤维单层材料的制备步骤包括:
9.根据权利要求6所述的制备方法,其特征在于,所述微球发泡剂的起始发泡温度为158~178℃,最高发泡温度为215~235℃;
10.根据权利要求6或9所述的制备方法,其特征在于,所述热压处理的条件包括:温度为180~210℃,时间为30~90s。
11.根据权利要求6所述的制备方法,其特征在于,所述铺网前还包括对所述单层混合物料进行裁切处理。
12.权利要求1-5任意一项所述的复合纤维发泡无纺布或者由权利要求6-11任意一项所述的方法制备得到的复合纤维发泡无纺布在车用纤维模压成型零件中的应用。
13.一种车身底护板,其特征在于,该车身底护板中包括权利要求1-5任意一项所述的复合纤维发泡无纺布或者由权利要求6-11任意一项所述的方法制备得到的复合纤维发泡无纺布。
14.一种车轮罩,其特征在于,该车轮罩中包括权利要求1-5任意一项所述的复合纤维发泡无纺布或者由权利要求6-11任意一项所述的方法制备得到的复合纤维发泡无纺布。
15.一种地毯基布,其特征在于,该地毯基布中包括权利要求1-5任意一项所述的复合纤维发泡无纺布或者由权利要求6-11任意一项所述的方法制备得到的复合纤维发泡无纺布。
技术总结
本发明涉及一种复合纤维发泡无纺布及其制备方法和应用,该复合纤维发泡无纺布包括复合纤维材料和填充在所述复合纤维材料孔隙内的空心聚合物微球;所述复合纤维材料与所述空心聚合物微球的重量比为1:0.01~0.3。本发明的复合纤维发泡无纺布,在复合纤维材料孔隙内填充空心聚合物微球,能够在纤维之间形成支撑的同时增加吸能面积,大幅提升产品的力学强度以及声学吸音性能。
技术研发人员:潘峻俊,蔡伟,卢跃,廖平纬
受保护的技术使用者:小米汽车科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!