系统集成式多规格医用人体修补材料经编生产线
本申请涉及医用纺织器械生产装备,特别涉及一种系统集成式多规格医用人体修补材料经编生产线。
背景技术:
1、人体修补材料是一类用于治疗、修复或替换人体组织、器官或增进其功能的新型高科技医用纺织材料。主要包括:疝修补网,软组织修补材料,血管支架包覆网管以及心包网等产品。临床使用的产品常见为经编结构,经编修补材料的制备通常有如下特点:原料以聚合物长丝为主,此类原料纱筒多为有边筒子;单个成品尺寸比较小,所以编织和热定型工序要求的幅宽也较小,一般只有普通织物幅宽的三分之一;每个批次产量不大,产品规格变化多;该类材料需要在医疗洁净车间生产。
2、目前,国内医用经编修补材料的制备仍按照整经-编织-热定型的工序进行,机器设备和工艺流程与纺织品生产无差别。然而,生产过程存在如下问题:
3、(1)、成品幅宽小,产量小,导致整经头纹数很少,整经长度也短,但仍须进行整经做成盘头才能上机织造,费时费力;
4、(2)、长丝原料的有边筒子与普通整经机纱架适配性较低,需要对纱架进行改装,定制加装机构等,且整经退绕方式不适合长丝;
5、(3)、纺织热定型设备造价高、体型庞大且能耗较大,对安装空间要求相对较高,且定型织物的幅宽范围和规格受限不适用于小幅宽材料;
6、(4)、织物完成经编下机后,需要打卷和包装,再拆开送入热定型机,结束再打卷包装,存在徒劳与浪费;
7、(5)、三道工序通常在不同厂房进行,无法连续生产,转移运输过程容易造成织物多次污染;
8、(6)、整套流程只能制备一种规格织物,若需要试样或生产多规格产品,需要重复进行全部流程,成本高,生产效率低。
技术实现思路
1、本申请的目的是提供一种系统集成式多规格医用人体修补材料经编生产线,以解决上述现有技术存在的问题。
2、为实现上述目的,本申请采用的技术方案为:
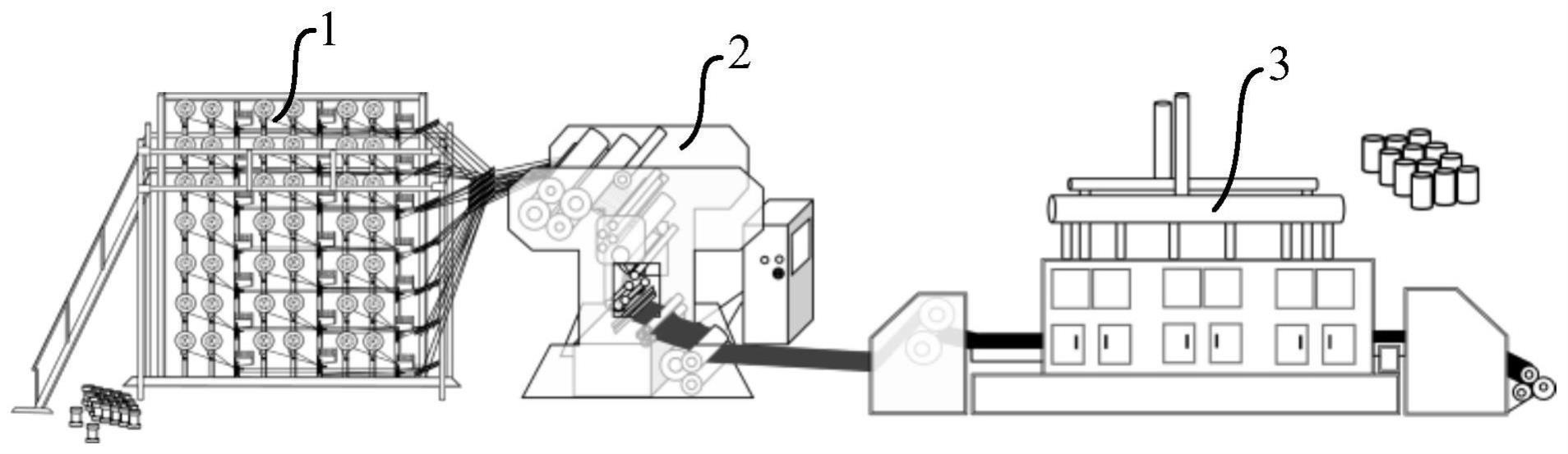
3、第一方面,本申请提供了一种系统集成式多规格医用人体修补材料经编生产线,按照生产工艺顺序依次包括:
4、供纱单元,其用于放置原料和导出长丝,其包括纱架、安装于所述纱架上的多组供纱机构,以及安装于所述纱架的侧面的总分丝板;
5、编织单元,其用于编织不同规格的修补材料坯布,其包括用于引入所述总分丝板导出的长丝的分丝张力辊、用于进行编织的多机号针床、与所述多机号针床的机号配置相对应的沉降片床和导纱梳栉、用于控制所述导纱梳栉横移的横移机构,以及将编织完成的修补材料坯布进行纬向牵拉的第一牵拉机构;
6、定型单元,其包括用于引入修补材料坯布的进布张力辊、用于根据修补材料成品织物所需幅宽来调整牵拉宽度的第二牵拉机构、用于对修补材料坯布进行热定型处理的热定型机构、用于对热定型处理后得到的修补材料成品织物进行降温的冷却机构,以及将修补材料成品织物进行收卷的成品卷绕机构。
7、在一种可能的实现方式中,所述供纱机构包括:
8、可转动的安装于所述纱架上的多组安装支架;
9、套设于多组所述安装支架上的多组纱筒,用于将长丝原料匀速切向退绕;
10、用于控制所述纱筒的转速的转速控制模块;
11、安装于所述纱架上、且用于控制长丝张力的导纱张力器;以及
12、安装于所述纱架上、且设置于所述供纱机构的工艺末端的子分丝板;
13、其中,每两组所述纱筒对应一组所述导纱张力器,所述子分丝板用于将长丝牵引至所述总分丝板。
14、在一种可能的实现方式中,所述安装支架包括:
15、可转动的安装于所述纱架上的轴杆;
16、固定套设于所述轴杆的第一端的圆形滚轮;以及
17、可拆卸的套设于所述轴杆的第二端的锥形塞;
18、其中,所述纱筒套设于所述轴杆上、且位于所述圆形滚轮与所述锥形塞之间,所述圆形滚轮的周向具有用于与所述转速控制模块配合工作的凹槽。
19、在一种可能的实现方式中,所述转速控制模块包括:
20、卷绕于所述凹槽内的砂纸条;
21、与所述砂纸条的第一端相连的压缩弹簧;
22、与所述砂纸条的第二端相连的第一螺栓;以及
23、与所述压缩弹簧远离所述砂纸条的一端相连的第二螺栓;
24、其中,所述第一螺栓和所述第二螺栓固定连接于所述纱架上。
25、在一种可能的实现方式中,所述圆形滚轮接近所述锥形塞的一侧还具有凸起部,所述纱筒的两侧均具有与所述凸起部相适配的六角凹槽,用于使所述纱筒的转速与所述圆形滚轮的转速一致。
26、在一种可能的实现方式中,所述分丝张力辊外周均匀间隔分布有多组橡胶凹槽,用于将所述总分丝板导出的长丝均匀分开,避免长丝相互缠绕打结。
27、在一种可能的实现方式中,所述导纱张力器包括六环陶瓷导纱器和张力控制铁片。
28、第二方面,本申请提供了一种系统集成式多规格医用人体修补材料经编生产线的工作方法,所述方法适用于如上任一所述的系统集成式多规格医用人体修补材料经编生产线,所述方法包括:
29、s1、响应于长丝原料从每组供纱机构的纱筒上切向退绕后,通过导纱张力器控制张力,经子分丝板后汇集到总分丝板上;
30、s2、响应于分丝张力辊将所述总分丝板导出的长丝引入编织单元后,穿入导纱梳栉,经多机号针床编织完成的修补材料坯布由第一牵拉机构进行预牵拉,防止修补材料坯布回缩卷边;
31、s3、响应于进布张力辊将所述修补材料坯布卷绕至第二牵拉机构调整至修补材料成品织物所需的牵拉张力后,所述修补材料坯布依次经过热定型机构和冷却机构进行热定型处理和降温处理,最终由成品卷绕机构将修补材料成品织物打卷、裁切并包装。
32、本申请提供的技术方案带来的有益效果至少包括:
33、在本申请采用的技术方案中,长丝原料从纱筒上匀速稳定地切向退绕,降低了长丝断裂几率,直接上机编织省去了整经制作盘头的工序;多机号针床同时编织不同规格织物,有效加快了试样与生产效率,最大程度缩减了热定型设备大小,减少了占地面积;且本申请提供的生产线,降低原料损耗10%以上,避免了产品的重复打卷和包装,减小了产品在运输过程中二次污染的可能性。
技术特征:
1.一种系统集成式多规格医用人体修补材料经编生产线,其特征在于,按照生产工艺顺序依次包括:
2.根据权利要求1所述的系统集成式多规格医用人体修补材料经编生产线,其特征在于,所述供纱机构12包括:
3.根据权利要求2所述的系统集成式多规格医用人体修补材料经编生产线,其特征在于,所述安装支架121包括:
4.根据权利要求3所述的系统集成式多规格医用人体修补材料经编生产线,其特征在于,所述转速控制模块123包括:
5.根据权利要求3所述的系统集成式多规格医用人体修补材料经编生产线,其特征在于,所述圆形滚轮1212接近所述锥形塞1215的一侧还具有凸起部1214,所述纱筒122的两侧均具有与所述凸起部1214相适配的六角凹槽1221,用于使所述纱筒122的转速与所述圆形滚轮1212的转速一致。
6.根据权利要求1所述的系统集成式多规格医用人体修补材料经编生产线,其特征在于,所述分丝张力辊21外周均匀间隔分布有多组橡胶凹槽,用于将所述总分丝板13导出的长丝均匀分开,避免长丝相互缠绕打结。
7.根据权利要求2所述的系统集成式多规格医用人体修补材料经编生产线,其特征在于,所述导纱张力器124包括六环陶瓷导纱器和张力控制铁片。
8.一种系统集成式多规格医用人体修补材料经编生产线的工作方法,其特征在于,所述方法适用于权利要求1至7任一所述的系统集成式多规格医用人体修补材料经编生产线,所述方法包括:
技术总结
本申请关于一种系统集成式多规格医用人体修补材料经编生产线,涉及医用纺织器械生产装备领域。按照生产工艺顺序依次包括用于放置原料和导出长丝的供纱单元、用于编织不同规格的修补材料坯布的编织单元,以及对修补材料坯布进行热定型处理后得到修补材料成品织物并对修补材料成品织物进行收卷的定型单元。长丝原料从纱筒上匀速稳定地切向退绕,降低了长丝断裂几率,直接上机编织省去了整经制作盘头的工序;多机号针床同时编织不同规格织物,有效加快了试样与生产效率,最大程度缩减了热定型设备大小,减少了占地面积;且本申请提供的生产线,降低原料损耗10%以上,避免了产品的重复打卷和包装,减小了产品在运输过程中二次污染的可能性。
技术研发人员:马丕波,刘乐乐,蒋高明,陈超余,董智佳,丛洪莲
受保护的技术使用者:江南大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!