一种医用防护服用抗菌透气覆膜无纺布材料及其制备方法与流程
本发明属于非织造材料,涉及一种医用防护服用抗菌透气覆膜无纺布材料及其制备方法。
背景技术:
1、医用防护服是医务人员在易产生感染的复杂环境中的防护性服装,能够隔离病菌、有害超细粉尘、防止酸碱性溶液腐蚀,进而保证人员安全及环境清洁。
2、作为医务人员的常用防护装备,医用防护服不仅需要抗酒精、抗油污、抗血液,还需具备良好的透湿性及透气性,由于在穿着过程中人体产生大量汗液,若无法排出会大大降低舒适感,且容易滋生细菌。其次因医护人员工作环境的特殊性,防护服面料还应具备优异的抗菌性能,能够产生细菌屏障层,阻隔病毒微生物的穿透,避免交叉感染,起到有效的保护作用。
3、目前国内主要有3类医用防护服,即采用普通无纺布、橡胶或涂层面料、闪蒸法一次成型滤材制作的防护服。受制备材料及工艺的限制,其透气性、透湿性、微生物屏蔽及抗菌效果难以做到平衡。仅由无纺布制备的普通无纺布防护服具有优异的透气性,但防护效率只有40%左右,阻隔微生物的性能较差,防护安全系数低,低于国标无纺布防护服的防护效率;橡胶或涂层面料防护服的防护效果好,但透气、透湿性能很差,无法满足工作需求,尤其不适用于夏季酷热条件下穿着使用;闪蒸法一次成型滤材的防护性能好,但其面料的防护均匀性差。而对于医务人员使用最多的防护服为覆膜无纺布制备,其制备工艺为常规的无纺布与透气薄膜复合,所使用的薄膜一般经流延、吹膜工艺制备,需经拉伸产生微孔结构,其孔隙率低,透气透湿性差;其次,传统膜布复合工艺需要经涂胶二次粘合,该工序繁琐且会造成胶堵塞微孔,进而影响材料透气透湿性,舒适性下降。
4、以上这些问题已引起行业人员广泛关注,并逐渐在材料选用及制备工艺上进行改进。例如,发明专利cn113858736b公开了一种防护面料及其制备方法和应用,包括抗菌抗静电改性聚乙烯膜阻隔层、抗静电非织造层、吸湿抗菌非织造布层和单向导湿非织造布层,具有良好的抗菌性和吸湿性,但使用粘合剂复合对其透气性有一定影响,且工艺繁琐,无法一次成型,工业化生产效率低。发明专利cn115074917b公开了一种新型阻菌透气面料及其制备方法,通过表面热轧技术和水刺法加工结合以一次性制得所需材料,无需采用多种不同工艺的材料进行复合或粘合,具有较好的透气性和舒适性,但该面料不具备抗菌功能,微生物屏蔽效果差,防护安全系数低。发明专利cn110105744b公开了一种水性发泡树脂制透气膜,包括以下原料:水性聚氨酯乳液、硬脂酸盐、聚醚改性硅油、氨水、乙醇胺、十二烷基苯磺酸钠、聚乙烯醇、聚乙二醇、乙二醇、催化剂、交联剂、聚乙二醇6000双硬脂酸酯和缔合型增稠剂,采用空气发泡机制得水性发泡树脂,将其涂布在经电晕及涂蜡处理后的聚酯膜上,制得具有防水、透气和透湿功能的水性防水透气膜。透气纺织品包括面布、第一粘结层、微孔水性防水透气膜、第二粘结层和底布共5层结构,该透气膜不具备杀菌抗菌性能,制备工艺繁琐,结构复杂,且需二次涂胶复合,不利于工业化生产。发明专利申请cn107236167a公开了一种高性能聚乙烯透气膜的制备方法,将聚乙烯树脂、改性树脂、发泡剂、加工助剂、成核剂和分散剂共混后挤出造粒,再采用流延法制成薄膜,经单向拉伸制得聚乙烯透气薄膜。该膜孔隙率高、孔径分布均匀、透气率好,其水蒸汽透过率不低于4000g/m2·24h,拉伸强度不小于21/16mpa,断裂伸长率不小于310/350%,既保证了聚乙烯薄膜的微孔透气性,又改善了薄膜自身的力学性能,产品可广泛应用在医疗卫生、个人护理、建筑、农副产品包装等行业领域,但不具备杀菌抗菌性能,且与无纺布复合仍需进行二次工艺复合,无法一次性制备出防护服用面料。发明专利cn113619207b公开了一种超柔、吸湿排汗的复合弹性面料的制备方法,首先将外层无纺布与热塑性弹性膜通过热压复合,经过拉伸辊进行拉伸后的两层面料经过带有凹凸花型的压花辊对轧,在两层面料上形成均匀密布的透气孔;再将热熔胶喷涂或经过热熔胶辊,在弹性膜的未打孔位置处或者功能无纺布的内层,形成热熔胶网格;最后将三层面料同时经过热压辊,将弹性膜与无纺布粘合在一起,从而将三层面料复合成为复合弹性面料;复合后的三层面料经自然回缩,未粘合区域的功能无纺布隆起形成蓬松立体层。有效提高了透气性和吸水性,功能无纺布在热熔胶网格的间隙处隆起形成褶皱或者泡泡,提高了舒适度。但该方法仍需使用热熔胶,对材料的透湿透气性有一定影响。
5、发明专利申请cn112795171a公开了一种建筑淋膜透气膜及其制备方法和应用,选用邵氏硬度小于等于70a的透气树脂,包括聚氨酯弹性体tpu或热塑性聚酯弹性体tpee中的一种,再与无机填料、润滑剂、抗氧剂共混,通过淋膜工艺在线一次成型制备无纺布/透气膜/无纺布三层结构复合材料,应用于建筑保温材料。该方法无法使用常规聚烯烃树脂制备出透气性能优异的微孔膜,且所制备面料不适用于医用防护服。
6、上述现有技术中存在的问题:①通过拉伸制备的透气膜孔隙率低,复合面料的透气性及透湿性差;②由无纺布复合的防护服面料阻水性、耐水性差,不具备高效的杀菌抗菌性;③制备工艺繁琐,传统覆膜无纺布的复合方式为涂胶粘合,无法一次成型的问题,是未来研究的重点;④无法使用常规聚烯烃通过淋膜工艺制备出含开放式微孔结构的透气膜。
技术实现思路
1、基于此,本发明的目的在于提供了一种用于医用防护服的抗菌透气覆膜无纺布及其制备方法,首先通过优化配方,可以制备出含开放式微孔结构的抗菌透气膜,不仅解决覆膜无纺布面料透气性、透湿性差的问题,而且赋予覆膜无纺布优异的抗菌性及微生物屏蔽性,开发出抗菌且透气的覆膜无纺布;其次通过工艺改进,可以克服现有复合面料使用常规复合工艺如光辊热压、胶粘合的缺陷,使用经独特设计的淋膜设备直接在无纺布表层喷淋一层含开放式微孔结构的透气膜,实现抗菌透气覆膜无纺布的一体成型,减少二次复合的繁琐工序。
2、为实现上述目的,本发明采用以下技术方案:
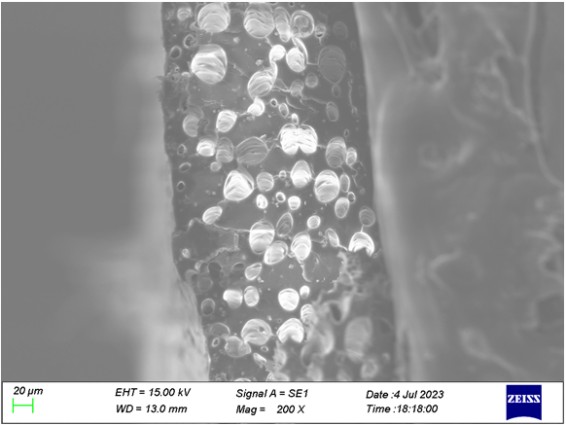
3、一种医用防护服用抗菌透气覆膜无纺布材料,其特征在于,具备双层结构,透气透湿性能优异,其透气率>99%,透湿量>3000g/(m2·d);所述双层结构包括抗菌抗静电无纺布形成的基布层和通过淋膜工艺喷淋于所述基布层上的抗菌透气微孔膜层;所述抗菌透气微孔膜层的内部具有开放连通的微孔结构,表面呈现开孔与闭孔交叉分布的微孔结构,孔隙率为30-65%,克重为25-35g/m2,断裂强力md≥20n、断裂强力cd≥18n。
4、进一步地,所述抗菌透气微孔膜层以成膜树脂70-88份为主要原料,添加发泡剂1-4份、季铵盐抗菌剂0.5-3份、表面活性剂1-3份、成核剂4-10份、分散剂2-6份、抗氧剂0.5-1份和增强剂2-5份制备得到,所述各原料的组分以重量份计。
5、进一步地,所述成膜树脂包括pe(聚乙烯,cas:9002-88-4;[c2h4]n)、pp(聚丙烯,cas:9003-07-0;c22h42o3)、pp/pe(聚丙烯/聚乙烯)中的任意一种,所述pe包括lldpe(线性低密度聚乙烯)、ldpe(低密度聚乙烯)、lldpe/ldpe(线性低密度聚乙烯/低密度聚乙烯)中的任意一种。
6、进一步地,所述季铵盐抗菌剂包括苯扎氯铵(cas:85409-22-9,c17h30cn)、有机硅(二甲基十八烷基[3-(三甲氧基硅基)丙基]氯化铵,cas:27668-52-6,c26h58cno3si)、十六烷基三甲基溴化铵(cas:57-09-0,c19h42brn)、十六烷基二甲基苄基氯化铵(cas:122-18-9,c25h46cn)、十二烷基二甲基苄基溴化铵(cas:7281-04-1,c21h38brn)中的任意一种。添加具有双亲性的季铵盐抗菌成分,与树脂材料的相容性较好,一方面可以充分发挥其表面活性剂的作用,通过降低孔壁的表面张力,促进泡孔中维持一定的正压,从而控制泡孔的增长和稳定,使微孔不破裂且不塌陷,与发泡剂起协同增效的作用,保证薄膜微孔结构的稳定性及均匀性,进而显著提高微孔膜的透气透湿性;另一方面借助季铵盐通过所携带的阳离子能够与细菌细胞膜表面的阴离子结合,扰乱细菌细胞膜表面的结构,干扰微生物的正常功能,达到抗菌杀菌的目的,所制备透气膜表面不仅有季铵盐,而且能够嵌合到薄膜透气孔的内表面,使得负载季铵盐的微孔膜具备了更加优异的抗菌效果。
7、进一步地,所述抗菌抗静电无纺布可选用4种材料,包括使用纺粘工艺所制备的聚丙烯(pp)单组份纤维、聚乙烯/聚对苯二甲酸乙二醇酯(pe/pet)双组份纤维,或使用水刺工艺所制备的聚对苯二甲酸乙二醇酯(pet)单组份纤维、聚丙烯/聚对苯二甲酸乙二醇酯(pp/pet)双组份纤维中的任意一种;四种纤维分别以pp、pe和pet、pet、pp和pet为树脂基体,添加季铵盐抗菌剂、抗静电剂等功能助剂制备得到。其中,季铵盐抗菌剂同样包括苯扎氯铵(cas:85409-22-9,c17h30cn)、有机硅(二甲基十八烷基[3-(三甲氧基硅基)丙基]氯化铵,cas:27668-52-6,c26h58cno3si)、十六烷基三甲基溴化铵(cas:57-09-0,c19h42brn)、十六烷基二甲基苄基氯化铵(cas:122-18-9,c25h46cn)、十二烷基二甲基苄基溴化铵(cas:7281-04-1,c21h38brn)中的任意一种。抗静电剂包括jl-1f(购于山东聚力防静电科技有限公司)、k520(购于创卓润滑剂有限公司)、lurol asy(购于苏州捷盛新材料科技有限公司)、ac1860(十八胺聚氧乙烯醚,cas:26635-92-7,c26h55no4)中的任意一种。
8、本发明进一步提供了一种制备医用防护服用抗菌透气覆膜无纺布材料的方法,其特征在于,包括如下步骤:
9、s1,喷淋成膜:将成膜树脂、季铵盐抗菌剂、表面活性剂、发泡剂、成核剂、分散剂、抗氧剂、增强剂按比例称重混匀,倒入淋膜设备喂料筒中,输送至螺杆中熔融、塑化,最后输送进入淋膜模头,经口模均匀喷淋在抗菌抗静电无纺布表面形成抗菌透气微孔膜层;所述抗菌抗静电无纺布安装于放卷辊上并通过传送辊传送至口模正下方;
10、s2,加热定型:将s1中喷淋后的无纺布随即穿过一组挤压辊,所述挤压辊包括热压光辊和热压花辊,热压花辊表面均匀分布由加热丝构成的网络结构,且内部通有冷凝水,通过挤压辊的加热及挤压作用,使喷淋后的无纺布的双层结构进一步复合定型;
11、s3,冷却定型:将s2中进一步复合定型后的材料继续穿过一组冷却光辊,在冷却辊的降温及定型作用下,使所述抗菌透气微孔膜层的内部及表面所形成的开放连通微孔结构更加稳定;经收卷辊7收卷,制备得到医用防护服用抗菌透气覆膜无纺布材料。
12、进一步地,s1中所述喷淋参数包括:淋膜速度为25-35m/min、淋膜宽度为160-230cm;所述料筒加热区温度包括:一区为150℃-165℃、二区为170℃-185℃、三区为190℃-205℃、四区为210℃-230℃、五区为220℃-240℃、六区为225℃-240℃、七区为230℃-250℃,模头温度为240℃-260℃。
13、进一步地,s2中所述挤压辊宽度为160-230cm,挤压辊压力为0.6-1.2mpa,所述网络结构由彼此相连的加热丝组成,与加热电源连接,加热温度在60-120℃,所述加热丝宽度为0.5-3mm,加热丝构成的每个网络结构的面积为1-16mm2,通过在所述热压花辊内部通冷凝水,使所述网络结构发挥冷却定型作用,冷却温度控制在10-30℃;s3中所述冷却光辊的压力为0.7-1.2mpa,冷却温度控制在10-30℃。
14、进一步地,s1中所述发泡剂为ac-21(偶氮二甲酰胺,cas:123-77-3, c2h4n4o2)、发泡剂bsh(苯磺酰肼,cas:80-17-1,c6h8n2o2s)、发泡剂obsh(4,4'-氧代双苯磺酰肼,cas:80-51-3, c12h14n4o5s2)、发泡剂h(n,n-二亚硝基五次甲基四胺,cas: 101-25-7,c5h10n6o2)中的任意一种。
15、进一步地,s1中所述表面活性剂包括十二烷基硫酸钠(cas:151-21-3,c12h25nao4s)、十二烷基苯磺酸钠(cas:25155-30-0,c18h29nao3s)中的任意一种;所述增强剂包括活性陶土、纳米二氧化硅、纳米二氧化钛中的至少一种。添加阳离子表面活性剂,在熔融挤出过程中,由于表面活性剂的张力与淋膜挤出口模的模具表面张力差别较大,导致模具表面的熔体中的气泡结构破裂,进而促使透气膜表面形成开放式微孔结构。其次,表面活性剂还可以发挥其额外的抗静电作用,通过增加材料表面的润滑性,降低摩擦系数,从而抑制或减少电荷的产生,消除薄膜表面的静电,提高医护人员的穿着舒适度。
16、进一步地,s1中所述成核剂为滑石粉、碳酸钙、4a沸石中的任意一种;所述分散剂为pe蜡(cas:9002-88-4);所述抗氧剂为抗氧剂1076(十八烷基-3,5-双(1,1-二甲基乙基)-4-羟基苯丙酸酯,cas:2082-79-3)、抗氧剂1010(季戊四醇四(双-t-丁基羟基氢化肉桂酸)酯,cas:6683-19-8)、抗氧剂168(亚磷酸三(2,4-二叔丁苯基)酯,cas:31570-04-4)中的任意一种。添加成核剂不仅在结晶过程中起到异相成核作用,促进材料形成气泡核,利用其膨胀性能与聚合物的膨胀性能存在差异,当与聚合物一起加热挤出时,聚合物熔体出模口后因膨胀而温度下降,但成核剂没有膨胀,仍处于高温形成热点,即“热点成核机理”,进而促使材料产生更多微小泡孔;而且成核剂的加入还能够改善材料的机械性能,通过促进分子的结晶过程,加快结晶速度,使分子具有更加完善、受力更均匀的微晶结构,从而增强聚合体的表面强度,提高薄膜的拉伸强度及抗冲击强度。滑石粉发挥成核作用能够降低薄膜材料的成型收缩率,提高薄膜表面的平整度和尺寸的稳定性;还可以改变材料的弯曲模量,提升材料的拉伸强度,赋予薄膜较高的机械性能。碳酸钙能够诱导树脂迅速结晶,促使晶核增多,微晶数量增加,提高结晶度,降低晶体微粒尺寸大小,使发泡时成核点分布更加均匀,从而使材料的泡孔结构更细密均匀,提高材料的孔隙率。4a沸石具有异相成核作用,导致晶核数目增多,球晶生长速度加快。4a沸石还能够提升薄膜的透湿量,首先基于其自身较强的表面效应,可以增大与聚合物之间的相互作用,从而引起膜中微孔孔径变大,导致膜通量的增加;其次由于4a沸石粒子表面有较多的界面孔穴,且表面大量羟基的存在有助于改善膜的亲水性,进一步提升水蒸气的透过率。而4a沸石与聚合物形成网状结构,具起到物理交联作用,能够提高聚合物的结晶度和力学性能。其次由于4a沸石比表面积大、热稳定性高以及吸附能力强,在促进成孔的过程中还能够结合季铵盐抗菌成分,进一步提高材料的抗菌性能。
17、添加增强剂,选用活性陶土、纳米二氧化硅、纳米二氧化钛其中的任意一种,能够使材料在熔融过程中形成三维网络立体结构,促进淋膜过程中薄膜微孔的形成,进而提高膜的透气性及透湿性。
18、本发明的有益效果是:
19、1、本发明提供的医用防护服用抗菌透气覆膜无纺布材料的制备方法,结合的是化学发泡技术原理,对透气膜配方进行优化,通过添加发泡剂,借助其在高温状态下分解为气体逸出后留下开放式微孔,同时加入季铵盐抗菌剂、表面活性剂、成核剂等助剂,能够进一步促使材料内部及表面形成均匀稳定的开放式微孔结构,既充分发挥各成分的优点,又相互补充,相互促进,成孔性好,孔隙率高。
20、2、本发明提供的医用防护服用抗菌透气覆膜无纺布材料的制备方法,其中透气膜中季铵盐抗菌剂具有的表面活性作用使材料在熔融状态挤出时的表面张力与模头张力不同,促进膜表面形成稳定的开孔结构,同时季铵盐抗菌成分还可以牢固的嵌合于微孔内表面,其自身具有的阳离子可以与细菌细胞膜表面的阴离子结合,扰乱细菌细胞膜表面的结构,干扰细菌细胞膜的正常功能,达到杀菌消毒的目的,进而使透气膜具有优异的透气透湿性能,还赋予了显著的抗菌性能,高效隔离病毒微生物。
21、3、本发明提供的医用防护服用抗菌透气覆膜无纺布材料的制备方法,其中重点对透气膜制备工艺进行优化,创造性的对淋膜挤压辊进行改造,热压花辊表面均匀分布由加热丝构成的网络结构,使抗菌透气微孔膜的表面呈现开孔与闭孔交叉分布的微孔结构,通过压辊的加热功能延长熔体冷却时间,促进膜与无纺布层纤维的粘接,增强贴合牢固度;其次压辊内部通有冷凝水,可以使网格内的淋膜层迅速冷却,固定所形成的微孔结构,避免因热粘合产生堵孔问题,能够有效提高成孔率,同时还可以避免材料的收缩和扭曲,从而抚平表面粗糙纤维,提高面料的平滑度。
22、4、本发明提供的医用防护服用抗菌透气覆膜无纺布材料的制备方法,使用淋膜设备一次性完成透气膜的制备与复合,打破覆膜无纺布需二次复合的传统工艺,能够做到一次成型,工艺及操作简单,节约生产成本。
23、5、本发明提供的医用防护服用抗菌透气覆膜无纺布材料的制备方法,使用淋膜设备制备透气膜无需拉伸工序,所生产透气膜材料无固定取向,薄膜厚度大,耐磨损且力学性能优异。
24、6、本发明提供的医用防护服用抗菌透气覆膜无纺布材料,具备双层结构,透气透湿性能优异,其透气率>99%,透湿量>3000g/(m2·d);透气膜成孔性好,其孔隙率为30-65%,机械性能高且较耐磨损,其断裂强力md≥20n、断裂强力cd≥18n。
- 还没有人留言评论。精彩留言会获得点赞!