无机纤维复合纱混编面料及其加工方法和应用
本发明涉及纺织,尤其涉及一种无机纤维复合纱混编面料及其加工方法和应用。
背景技术:
1、无机纤维包括有玄武岩纤维、氧化铝纤维、碳纤维、无机耐碱玻璃纤维、石英纤维、陶瓷纤维等,具有耐高温、耐腐蚀等共性特征。其中玄武岩是由火山喷发的岩浆冷却形成,原材料纯天然,且产量相对丰富,但是玄武岩纤维的制备难度大、工序流程多,具体生产步骤包括原料准备、熔融、拉丝等。玄武岩纤维属于无机材料,具有轻质高强、耐高温、耐腐蚀、抗氧化、抗冲击、防辐射、绝热隔音、无磁性、透波性等优异性能;但是,玄武岩纤维刚性大、易脆断,断裂伸长率低、弹性小,制成的纱线及其面料手感硬、毛刺多、刺痒大,弯折、摩擦、揉搓时,玄武岩纤维易脆断掉落、稳定性低。尤其玄武岩纤维脆性大、耐磨性差,在成纱的过程中容易断裂,以及在后续加工织造的过程中由于耐磨性较差容易产生毛刺,大幅降低了织造效率及终端面料制品的穿着服用性。因此如何同时高效实现玄武岩纤维纱线及其面料产品的绝热防火、柔韧耐磨、亲肤舒适等特性,不仅市场需求迫切,而且技术难度大。
2、公开号为cn104191737b的专利公开了一种基于阻燃玄武岩纤维的特种复合面料的制备方法,将玄武岩纤维通过机织的方式织造得到平纹或斜纹组织结构的玄武岩纤维面料,再通过有机粘合剂与其他面料进行复合。该发明解决了玄武岩纤维对皮肤产生刺激导致不能穿着的缺陷,实现面料阻燃、绝热保暖、耐磨和防辐射的功能,但是该发明制备的特种复合面料只是采用有机粘合剂进行涂覆,通过面料进行包覆,会导致玄武岩纤维易滑脱,而且特种复合面料加工过程稳定性极差,生产效率低,应用面窄。公开号为cn102154753a的专利公开了一种玄武岩包芯纱,将玄武岩纤维进行直接包芯复合成纱,但由于玄武岩纤维在后续织物使用中,仍然会断裂在纱体内部,依旧有被脱落跑到纱体或织物表面的风险。
3、因此,如何完全克服玄武岩纤维包芯复合纱及其织物多次弯折后,内部玄武岩纤维断裂扭断外露风险、稳定性差、均匀性和强度低等问题,全面高效实现玄武岩纤维复合纱及其面料的绝热防火、柔韧耐磨、亲肤舒适特性,需要对玄武岩纤维的长丝处理、长丝包芯复合纺纱和捻线、混合编织等工序,进行系统化的协同创新。
4、有鉴于此,有必要创建一种普适于高刚度脆性无机纤维复合纱混编面料的加工新方法,以解决上述问题。
技术实现思路
1、针对上述现有技术的缺陷,本发明的目的在于提供一种均匀性、强度和柔软度好、加工稳定性强的无机纤维复合纱混编面料及其加工方法和应用。
2、为实现上述目的,本发明提供了一种无机纤维复合纱混编面料的加工方法,包括以下步骤:
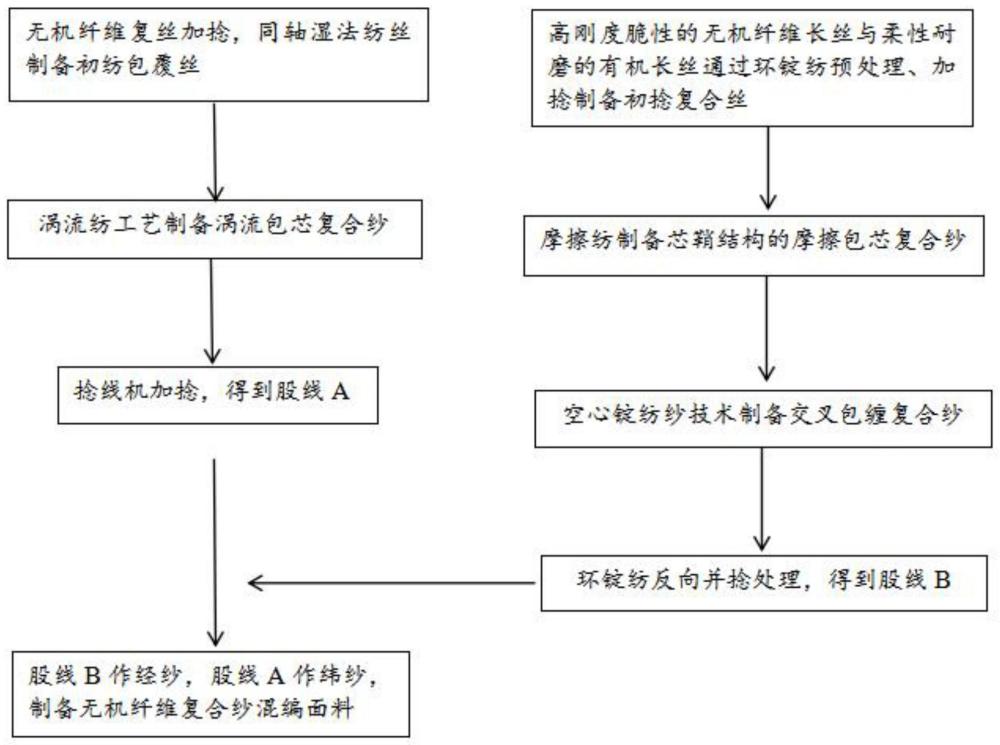
3、步骤1、将无机纤维复丝进行加捻,得到无机纤维初捻丝,将无机纤维初捻丝作为同轴纺丝的芯线,置于湿法纺丝设备的同轴针的内轴,有机纺丝液置于同轴针的外轴;无机纤维初捻丝穿过同轴针的内轴通过收卷装置牵引出,有机纺丝液通过同轴纺丝针头的外轴挤出,并在凝固浴中凝固,形成无机有机复合的初纺包覆丝;
4、步骤2、将短纤维经梳棉工序梳理后,经喇叭口集束,得到生条;将生条经二道并条,得到熟条,然后将步骤1制备的初纺包覆丝作为芯纱,熟条作为外包纤维,采用涡流纺工艺制备得到涡流包芯复合纱;
5、步骤3、将步骤2制备的涡流包芯复合纱采用捻线机加捻,得到股线a;
6、步骤4、将高刚度脆性的无机纤维长丝与柔性耐磨的有机长丝间隔平行喂入环锭细纱机的前钳口,正向加捻得到无机有机复合并捻的初捻复合丝;
7、步骤5、将步骤4中得到的初捻复合丝以恒定张力状态进入由一对摩擦辊构成的摩擦纺楔形区中,同时,外包短纤维条经由喂入罗拉和喂入胶辊组成的喂入罗拉钳口,进入摩擦纺的罗拉牵伸机构,在摩擦辊吸力和回转摩擦力的作用下,外包短纤维须条凝聚并有序包覆在初捻复合丝外层,形成芯鞘结构的摩擦包芯复合纱;
8、步骤6、将步骤5中所述的芯鞘结构的摩擦包芯复合纱经牵伸装置从前罗拉输出,分别穿过上、下两个空心锭,通过上、下两个空心锭的转动使得卷绕在空心锭的包缠长丝退绕下来,从而将包缠长丝包覆于步骤5中具有芯鞘结构的摩擦包芯复合纱上,依次通过正向与反向包缠,得到交叉包缠复合纱,将所述交叉包缠复合纱卷绕至并线筒管上,形成并线筒管卷装;
9、步骤7、将步骤6中得到的所述并线筒管卷装置于环锭细纱机上进行反向并捻处理,得到股线b;
10、步骤8、采用机织工艺,将步骤7制备的股线b当作经纱,步骤3制备的股线a当作纬纱进行织造,得到无机纤维复合纱混编面料。
11、作为本发明的进一步改进,在步骤1中,所述无机纤维复丝为10~300根无机纤维组成,单根无机纤维的直径为7~11μm,加捻捻度为20~50捻/10cm;所述的无机纤维为玄武岩纤维、氧化铝纤维、碳纤维、无机耐碱玻璃纤维、石英纤维、陶瓷纤维中的一种;制备的所述初纺包覆丝中无机纤维占初纺包覆丝质量的30~70%。
12、进一步的,所述有机纺丝液的制备方法如下:将聚合物加入到溶剂中以转速100~1000rmp搅拌1~30h,制成纺丝液;所述聚合物为醋酸纤维素、聚氨酯、聚丙烯酸、聚偏氟乙烯、聚丙烯腈、聚甲基丙烯酸、聚丙烯醛、聚丙烯酰胺、聚丙烯亚胺、聚丙烯酸羟酯、聚丙烯酸酯丁烯腈、聚苯乙烯、聚四氟乙烯中的一种或几种;所述溶剂为n,n-二甲基乙酰胺、四氢呋喃中的一种或两种;聚合物在有机纺丝液中的质量为7~30wt%;所述凝固浴为水。
13、作为本发明的进一步改进,在步骤2中,所述短纤维为棉纤维、海藻纤维、阻燃芳纶纤维、阻燃粘胶纤维、阻燃腈纶、阻燃涤纶、阻燃锦纶中的一种或几种,熟条定量为15~20g/5m;所述涡流纺工艺中控制喂入比为0.85~0.98,牵伸倍数为210~230,喷嘴气压控制在0.4~0.6mpa、喷嘴引出压力0.2~0.3mpa;制备的所述涡流包芯复合纱中初纺包覆丝占涡流包芯复合纱质量的20~60%;所述涡流包芯复合纱的支数为10~30s。
14、作为本发明的进一步改进,在步骤3中,加捻采用的捻线机的车速为20~50r/min,捻向为z捻,加捻捻度为10~40捻/10cm。
15、作为本发明的进一步改进,在步骤4中,所述高刚度脆性的无机纤维长丝是玄武岩长丝、碳纤维长丝、玻璃纤维长丝、硼纤维长丝中的一种或几种;所述柔性耐磨的有机长丝是超高分子聚乙烯长丝、芳纶长丝、涤纶长丝、锦纶长丝中的一种或几种;柔性耐磨的有机长丝与高刚度脆性的无机纤维长丝所加捻的捻度为10~40捻/10cm,正向加捻捻向为z捻。
16、作为本发明的进一步改进,在步骤5中,所述外包短纤维条是聚酰亚胺纤维、芳纶1414纤维、阻燃混纤维和芳砜纶纤维中的一种或几种;摩擦纺的相关参数为分梳辊转数为3800r/min;摩擦辊转数为3500r/min;喂入速度为0.5m/min;输出速度为10.0m/min;卷取速度为12m/min。
17、作为本发明的进一步改进,在步骤6中,空心锭的包缠长丝是芳纶长丝、超高分子量聚乙烯长丝和涤纶长丝中的一种或几种;上空心锭转速为2000r/min,下空心锭转速为4000r/min,输出罗拉速度为5m/min。
18、作为本发明的进一步改进,在步骤8中,所述无机纤维复合纱混编面料的经密为100~140根/10cm,纬密为120~160根/10cm。
19、本发明还提供了一种无机纤维复合纱混编面料,由上述无机纤维复合纱混编面料的加工方法制得。
20、所述无机纤维复合纱混编面料用于帐篷、床单、沙发套、消防服、防火毯、灭火毯、防火窗帘。
21、本发明的有益效果是:
22、(1)本发明提供的无机纤维复合纱混编面料及其加工方法和应用,通过同轴纺丝技术和涡流纺工艺制备纬纱,摩擦纺和空心锭包缠技术制备经纱,采用机织工艺进行织造,得到无机纤维复合纱混编面料。本发明的加工方法生产效率高,制备的无机纤维复合纱混编面料性能更加优良,适合用于高品质和功能化的纺织品制造。
23、(2)本发明制备的无机纤维复合纱混编面料,纬纱为包芯纱,条干均匀,采用同轴纺丝技术进行初捻包覆丝的制备,芯线和纺丝液的流速可以分别控制,实现纤维直径的精确控制,从而得到更加均匀的初捻包覆丝;由于高刚度脆性无机纤维的刚性较大,普通加工方式难以有效包覆无机纤维,同轴纺丝技术对无机纤维的包覆较好,完全不漏丝,并且由于同轴纺丝技术可以实现纤维的拉伸,有机纺丝液在挤出时会受到牵引力而形成拉伸,有机纺丝液采用功能材料能得到具有相应特征的初捻包覆丝,彻底解决了玄武岩等无机纤维包芯复合纱及其织物多次弯折后,内部玄武岩等无机纤维断裂扭断外露风险、稳定性差、均匀性和强度低等问题,增强高刚度脆性无机纤维在纱线和面料方面的可加工性,扩大应用范围。
24、(3)采用涡流纺工艺制备无机纤维包芯复合纱,可以使纤维在包覆过程中更加均匀地分布,在加工过程中得到更加紧密、有弹性的纱线和面料,从而提高纤维的强度和耐久性。涡流纺工艺可以实现连续生产,且生产效率较高,适合大规模生产。
25、在涡流纺工艺中,有机纤维会受到涡流的作用而均匀混合,从而得到条干较好的有机纤维包裹无机纤维的包芯复合纱;并且芯部的无机纤维会受到牵伸和挤压的作用,使得无机纤维的排列更加有序,提高了纤维的强度,得到稳定的包芯复合纱。
26、包芯纱的结构是将玄武岩等无机纤维复合纱线作为芯纱,有机短纤维作为外包纤维进行涡流纺制备而成,由于短纤维具有柔软、高强度、阻燃和耐磨等性能,和玄武岩等无机纤维的高温耐火性能相结合,通过结构和成分的合理设计,优化了包芯纱的毛羽条干性能和提高了无机纤维面料的质量和可加工性能。
27、(4)采用并合加捻工艺进行纱线加工,可以使复合纱更加紧密、牢固且柔软,从而提高纱线的稳定性和耐久性,减少纱线的断裂和起毛起球等问题,提高复合单纱的强度和耐磨性。本发明适量的加捻可以使纱线柔软度更好,使其更适合用于衣物等贴身服饰上。
28、(5)采用摩擦纺和空心锭包缠技术相结合,纺出的纱线具有很好的多级包覆无机纤维芯丝的效果,同时降低摩擦复合包芯纱的多毛羽缺陷,提高了玄武岩等无机纤维复合纱混编面料织物的耐磨性。
29、本发明制备的经纱是通过环锭纺将一根耐磨有机长丝与高刚度脆性无机纤维长丝复合加捻,在可以保存高刚度脆性的无机纤维长丝性能的前提条件下,增强高刚度脆性的无机纤维纱线的强力、耐磨性,同时可提高后续加工的可纺性;通过空心锭纺纱技术,利用加捻器的回转作用可将外包有机长丝纱无捻均匀包缠于纱线外层,且通过上、下空心锭的不同捻向的回转可以制备出交叉包缠的包缠纱,以此提高成纱的耐磨性以及耐久性;所纺的交叉包缠的纱线与摩擦纺所纺的短纤维包芯纱相比毛羽明显减少,条干均匀度增加,消除了摩擦纺的纱线毛羽多、条干差的缺陷。
30、(6)本发明通过传统简单的环锭纺、摩擦纺和空心锭纺纱技术可以大规模生产,通过短纤维的包覆和柔性长丝的包缠,改善了高刚度脆性的无机纤维长丝织造易脆断、产生毛刺和纯摩擦纺包覆无法提高纱线强力及耐磨等缺陷。
31、(7)本发明的加工方法生产效率高,采用同轴纺丝技术和涡流纺工艺可以实现连续生产,且生产效率较高,而且加捻工艺设备可以实现自动化生产,全流程协同作用,从而提高了整个生产过程的效率。
32、(8)本发明制备的无机纤维复合纱混编面料能更加优良,初捻包覆丝制备和包芯纱加工过程中的优化,使得无机纤维复合纱混编面料具有更好的均匀性、强度和柔软度,更适合用于高品质和功能化的纺织品制造,比如高级衣物和家居、户外、消防用品等。
- 还没有人留言评论。精彩留言会获得点赞!