卡扣在一起的管组件和制造方法与流程
卡扣在一起的管组件和制造方法
1.本申请是发明名称为“卡扣在一起的管组件和制造方法”、国际申请日为2017年10月16日的国际申请pct/us2017/056728进入中国国家阶段的中国发明专利申请号201780063983.5的分案申请。
技术领域
2.本发明涉及使用热固拉挤成型技术制造中空管型材。本发明特别有利于生产由玻璃纤维增强的聚合树脂制成的中空管型材。
背景技术:
3.在许多应用(包括制造窗框和门框)中,期望基于拉挤玻璃纤维型材有利的强度、热和材料特性来使用具有一个或多个中空腔的拉挤玻璃纤维型材。然而,对于拉挤基于纤维增强聚合物的型材的当前方法存在明显制造限制,特别是当使用聚氨酯树脂时。为了拉挤具有中空腔的连续型材,拉挤成型成套工具需要仅在拉挤成型工艺的开始阶段得到支撑的细长芯轴。与非中空型材的生产相比,这存在许多技术难题和成本劣势。与非芯轴成套工具相比,芯轴成套工具的设计、制造和设置需要更长的时间,从而成本增加40%﹣100%。芯轴成套工具的产量可能会减少50%﹣75%,这是因为必须降低线速度以减少热量控制。此外,由于芯轴在加工过程中固化和收缩,因此芯轴施加在零件上的拖曳力可能会使工艺拉拔器上的应变增加5到10倍。但最重要的是,由于只在成套工具输入端(通常为90到100英寸长)的前10英寸处支撑芯轴,因此芯轴会承受大幅弯曲并且在液压压力的影响下向下游移动80英寸到90英寸。芯轴的这种弯曲和运动使过程不稳定,这不利地影响壁厚度的一致性和中空型材的一体式尺寸稳定性。因此,拉挤中空型材通常具有比非芯轴/非中空型材更低的部件质量和一致性。
4.因此,需要一种用于生产细长中空型材的改进方法。特别是需要一种改进的方法来使用连续拉挤成型工艺制造细长的玻璃纤维管。
技术实现要素:
5.根据本发明,连续中空型材由两个或更多个组装在一起的非中空拉挤轨道构成。具体地,每条轨道均可以形成有沿着轨道的整个长度延伸的卡扣构件。使用这种卡扣配合布置方案,两个或更多个非中空轨道可沿其长度固定在一起以形成复杂的形状,所述形状包括复杂的中空形状,其具有与由其他材料形成的一体式框架相当的强度。
6.中空型材的强度和可制造性受到卡扣装置的结构的影响。根据第一方面,凸形卡扣构件和凹形卡扣构件具有配合特征,所述配合特征当卡扣在一起时不仅防止轨道被拉开,而且还提供将轨道拉到一起的夹紧力。该特征确保如果在将凸形卡扣构件和凹形卡扣构件组装在一起之前在凸形卡扣构件和凹形卡扣构件之间施加粘合剂,则粘合剂将设立而不需要额外的或外部的夹具来将轨道紧紧保持在一起。凸形构件和凹形构件之间的夹紧力由凸形构件和凹形构件中的一个或两个上的一个或多个倾斜表面产生。具体地,凸形构件
或凹形构件的弹性变形产生施加在另一个卡扣构件上的法向力。当该力施加在成角度表面上时,它产生沿接合方向的分力,该分力迫使凸形构件进一步进入凹形构件,从而将它们夹紧在一起。
7.根据第二方面,凸形卡扣构件和凹形卡扣构件的尺寸精确,使得当完全组装在一起时,每个构件的至少一个外表面与另一构件的外表面齐平。自夹紧功能与这种自对准功能相结合确保了卡扣构件之间的连接非常紧密,从而使其具有单个一体式件的外观。
8.根据第三方面,凸形卡扣构件和凹形卡扣构件协同设计,使得当完全组装在一起时,所述凸形卡扣构件和凹形卡扣构件在它们之间保持小的空间袋状部,多余的粘合剂可以积聚在空间袋状部中而不是从卡扣之间挤出到外部。这消除了去除外表面上多余粘合剂的需要,这提供了更接近于一体式件而不是两件式组件的更整洁外观。
9.根据又一方面,本公开提供了一种制造管组件的方法,所述方法包括以下步骤:拉挤至少一条具有凸形卡扣构件的细长轨道,所述凸形卡扣构件沿所述具有凸形卡扣构件的细长轨道的长度延伸,所述凸形卡扣构件具有带成角度表面的槽;拉挤至少一条具有凹形卡扣构件的细长轨道,所述凹形卡扣构件沿所述具有凹形卡扣构件的细长轨道的长度延伸,所述凹形卡扣构件包括第一支腿和第二支腿,所述第一支腿是柔性的并且具有突出的脚部,所述脚部构造成被接收在相应的凸形卡扣构件的槽内并在所述槽的成角度表面上施加力;和将细长轨道中的每一条卡扣在一起以形成中空管组件;其中,拉挤至少一条具有凸形卡扣构件的细长轨道的步骤和拉挤至少一条具有凹形卡扣构件的细长轨道的步骤同时进行,并且其中,在拉挤至少一条具有凸形卡扣构件的细长轨道的步骤和拉挤至少一条具有凹形卡扣构件的细长轨道的步骤仍在进行时,启动将所述细长轨道中的每一条的已拉挤部分卡扣在一起的步骤。
10.优选地,每条细长轨道均由纤维增强聚合物制成。
11.优选地,所述方法还包括在将细长轨道中的每一条的已拉挤部分卡扣在一起的步骤之前,将粘合剂施加到已拉挤部分的所述凸形卡扣构件和所述凹形卡扣构件中的至少一个上的步骤。
12.优选地,通过将所述凸形卡扣构件沿第一方向插入所述凹形卡扣构件的第一支腿和第二支腿之间,将具有凸形卡扣构件的细长轨道与具有凹形卡扣构件的细长轨道卡扣在一起,其中,所述凸形卡扣构件的槽的成角度表面既不平行也不垂直于所述第一方向。
附图说明
13.图1示出了细长的一体式中空管的横截面;
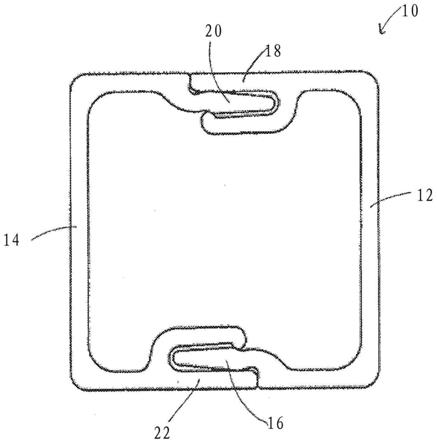
14.图2是根据本发明的自夹式卡扣管的一个实施例的剖视图;
15.图3是组装前的卡扣管的第二实施例的剖视图;
16.图4示出了组装后的图3的卡扣管;
17.图5是在组装之前的卡扣管的第三实施例的剖视图;
18.图6是卡扣管组件的第四实施例的剖视图;
19.图7是根据本发明的卡扣构件的第一实施例的剖视图;
20.图8是根据本发明的卡扣构件的第二实施例的剖视图;和
21.图9是根据本发明的卡扣构件的第三实施例的剖视图。
具体实施方式
22.已知如图1所示的一体式中空管型材。细长管可具有如图所示的方形横截面、圆形横截面或任何复杂的中空轮廓。中空型材可以通过挤出、拉挤成型或其他已知的制造工艺制造而成。另外,中空管型材可以由多种已知的建筑材料中的任何一种制成。然而,使用拉挤成型生产纤维增强的中空型材存在制造障碍。本发明通过如下方法克服了这些障碍:拉挤纤维增强的非中空轨道,然后可以将它们组装成复杂的中空形状,所述复杂的中空形状具有与一体式部件相同的强度和稳定性。
23.图2描绘了根据本发明一个实施例的细长卡扣管10的横截面。中空管由细长的第一轨道12和细长的第二轨道14形成。第一轨道12分别形成有凸形卡扣构件16和凹形卡扣构件18,所述凸形卡扣构件和凹形卡扣构件16和18沿着轨道的整个长度延伸。第二轨道14同样具有沿轨道的整个长度延伸的凸形卡扣构件20和凹形卡扣构件22,所述第二轨道14与第一轨道12相同并且可以使用与第一轨道相同的拉挤成型成套工具制造。当第一轨道12和第二轨道14配合在一起时,形成细长的中空管结构。当然,图2中所示的方管仅是一个实施例。如图3﹣6所示,可以使用该方法形成其他中空型材,包括复杂的中空形状。
24.尽管图2中所示的实施例由两个相同的轨道构成、且每个轨道都具有凸形构件和凹形构件,但是在其他实施例中,如图3和4所示,每个非中空轨道可以仅具有凸形构件或仅具有凹形构件。另外,在现在示出的其他实施例中,中空型材可以由三个或更多个连接在一起的轨道形成。
25.优选地,每个轨道构件通过连续拉挤成型工艺形成,所述连续拉挤成型工艺将玻璃纤维连续股线或垫包封在聚合树脂(例如聚氨酯、聚酯、乙烯基酯或环氧树脂)内。如本文所用,“玻璃纤维”不仅包括玻璃纤维,还包括碳纤维、玄武岩纤维和其他增强纤维,例如kevlar。其他材料和制造工艺也可用于生产非中空轨道。根据一个实施例,两个或更多条轨道构件可以同时拉挤出来,并且在拉挤成型正在进行的同时,以连续直线方式卡扣在一起,以产生成品或接近完成的中空管组件。
26.根据功能规范所要求的结构完整性水平,可以在有粘合剂的情况下或没有粘合剂的情况下完成卡扣轨道的组装。然而,无论是否使用粘合剂,组装的卡扣管必须起到一个中空形状的作用,这需要在卡扣接头上具有显着的强度和稳定性。根据本发明的另一方面,采用新的卡扣几何形状,以提供足够的强度和其他有价值的益处。
27.参见图7﹣9,公开了三种卡扣构造。每个卡扣构造均包括配合的凸形构件和凹形构件。参见图7和9,凹形构件是柔性的并且必须弹性变形以与凸形构件接合。参见图8,凸形构件是柔性的并且弹性地偏转以与凹形构件接合。
28.参照图7,凸形卡扣构件30沿一侧具有槽32,所述槽32提供成角度的表面,原因如下所述。在图7所示的实施例中,槽32是沿着凸形卡扣构件30的长度延伸的圆形凹部。在未示出的其他实施例中,槽32可以是具有平坦侧边的有角度形状。然而,在每个实施例中,槽32提供成角度表面,该表面既不垂直也不平行于从凸形卡扣构件的基部延伸到末端的轴线。另外,成角度表面既不垂直也不平行于一个凸形卡扣构件30插入凹形卡扣构件40的方向。
29.凹形卡扣构件40具有两条支腿:用于对准两个组装的轨道的外表面的直对准支腿42;包括接收在凸形卡扣构件的槽32中的脚部46的压缩支腿44。当凹形卡扣构件44的压缩
支腿44压入凸形卡扣构件30时,压缩支腿产生将相关的轨道拉到一起的夹紧力。具体地,压缩支腿44的弹性变形导致由脚部46施加在槽32中的法向力。当该力施加在槽32中的成角度表面上时,该力产生沿着接合方向的分力,该分力促使凸形卡扣构件30进一步进入凹形卡扣构件40,从而将它们夹在一起。新型卡扣几何结构的这种自动夹紧特征使得当在卡扣接头中使用粘合剂时的制造过程中无需额外的外部夹紧。
30.仍然参考图7,第一间隙48和第二间隙50设置在凸形卡扣构件和凹形卡扣构件之间,即使在完全组装时也是如此,多余的粘合剂可以积聚而不是从卡扣部之间挤出到外部。这提供了接近一体式件而不是两件式组件的更整洁外观。在一些实施例中,可以仅使用单个间隙。在其他实施例中,可以使用两个以上的间隙。如图7所示,至少一个间隙可以设置成紧邻凹形卡扣构件的直对准支腿42、在粘合剂最可能被迫离开接头的位置处。
31.现在参照图9,根据另一个实施例,凸形卡扣构件60和凹形卡扣构件62在它们接合时限定内部空间64。当该空间被任何会硬化的物质(例如粘合剂)填充时,它将形成楔形物或塞子,使得接头或多或少地永久连接。该构造相对于仅粘附在一起的接头提供了额外的机械强度和保持力。
32.已经详细描述了本发明并参考了其优选实施例,显而易见的是,在不脱离由所附权利要求限定的本发明的范围的情况下,可以进行修改和变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1