一种用于预制块加工的负压式排气装置的制作方法
1.本实用新型属于预制块加工的排气技术领域,具体涉及一种用于预制块加工的负压式排气装置。
背景技术:
2.目前水口座砖、透气座砖等预制件采用浇注料预制成形的方式生产,因为座砖类预制件体积大,成形高度大(通常400~700mm),此外,所用刚玉基浇注料料态较硬,胀流显著,且浆体粘度很大,因此与普通浇注料相比,此类高纯浇注料预制件在成形过程中排气很困难。
3.在水口座砖和透气座砖成形中,无法顺利排出而残留在材料衬体内部的大气孔会弱化材料结构,诱导外部熔渣侵蚀加剧、诱发热震损伤而断砖等。目前的座砖类预制件成形工艺没有改善排气的考虑和措施,通常采用增加加水量、延长振动排气时间来获得更好的排气效率,但容易引起浇注料偏析、泌水,带来新的问题。发明人基于现有技术中上述缺陷研发了一种用于预制块加工的负压式排气装置,能够很好地解决现有技术中存在的上述问题。
技术实现要素:
4.本实用新型为了解决上述技术问题,提供一种用于预制块加工的负压式排气装置,其设计结构简单、科学合理、对水口座砖和透气座砖成形中的排气效果好;本实用新型能够解决采用增加加水量、延长振动排气时间来获得更好的排气效率容易引起浇注料偏析、泌水的问题。
5.本实用新型所采用的技术方案是:一种用于预制块加工的负压式排气装置,包括底座、震动平台、成型模具;底座固定设置在震动平台的底部位置,所述震动平台包括弹簧,弹簧固定设置在所述底座的四角位置,震动电机固定设置在固定设置在平板的底部位置,所述平板固定设置在所述四个弹簧的上部位置;成型模具固定放置在所述震动平台上,用于浇筑料的成型;升降装置固定设置在所述平板的上部两侧位置,所述升降装置用于使排气装置上下移动;所述排气装置固定设置在所述升降装置的中间位置,排气装置用于将浇筑料成型过程中空气排掉。
6.所述震动电机通过连接导线与电源固定连接,震动电机通过与弹簧的配合使平板产生震动。
7.所述升降装置包括同步电机安装架,同步电机安装架固定设置在所述平板的两侧中间位置,同步电机固定设置在所述同步电机安装架的中间位置,丝杆的下端穿过同步电机安装架的上部延伸至所述同步电机的动力输出轴上部,并与同步电机的动力输出轴固定连接,所述丝杆的上端与固定板的两侧中间位置固定连接;移动滑块固定设置在丝杆上,所述固定板固定设置在丝杆的上部位置。
8.所述同步电机安装架、同步电机、丝杆和移动滑块在平板上呈对称设置。
9.所述同步电机通过连接导线与控制开关固定连接,并同时与电源固定连接。
10.所述同步电机安装架包括安装架本体,安装架本体固定设置在所述平板的两侧中间位置,同步丝孔固定设置在同步电机安装架的上部中间位置;丝杆的下端穿过同步丝孔于同步电机的动力输出轴固定连接。
11.所述移动滑块包括移动滑块本体,移动滑块本体为上下凸起的方形状,移动丝孔固定设置在移动滑块本体的中心位置,丝杆穿过移动丝孔啮合设置。
12.所述移动滑块本体通过移动丝孔与丝杆转动啮合实现移动滑块本体在丝杆上位移。
13.所述固定板包括固定板本体,固定板本体固定设置在对称设置的丝杆的上部位置,丝孔固定设置在固定板本体的两侧中心位置。
14.所述排气装置包括方箱,方箱固定设置在对称设置的移动滑块的内侧壁上,抽气孔固定设置在方箱的上部中心位置,所述抽气孔通过抽气管与抽风机固定连接,通过抽风机对方箱抽气;回型管固定设置在所述方箱的底部位置,排气管均匀设置在回型管上,所述排气管在所述回型管上呈长短交叉设置,排气孔均匀设置在所述排气管的表面;所述回型管与方箱呈联通状。
15.所述每一根排气管的表面自上而下固定包覆有一层棉纱布。
16.这种用于预制块加工的负压式排气装置的使用过程为:当刚玉基浇注料需要在成型模具中成型为水口座砖或透气座砖时,首先将刚玉基浇注料放入到成型模具中,然后开启震动电机使之产生震动,在弹簧的配合下使平板和成型模具产生持续不断的震动;与此同时开启升降装置的两个同步电机,在同步电机的转动下通过动力输出轴传输给丝杆,丝杆在同步电机安装架上的同步丝孔和固定板的丝孔啮合配合下转动,同时丝杆与移动滑块的移动丝孔配合转动,在丝杆的转动作用下,使固定设置在移动滑块本体上的方箱向下移动,与此同时开启抽风机对方箱抽气,回型管和长短不齐的排气管随着移动滑块本体的向下移动,并插入到将要成型的刚玉基浇注料中,利用排气管上的排气孔将刚玉基浇注料在成型模具中所产生的空气抽走,从而达到了排出空气的作用。上述过程就是这种用于预制块加工的负压式排气装置的使用过程。
17.所述震动平台包括弹簧,弹簧固定设置在所述底座的四角位置,震动电机固定设置在固定设置在平板的底部位置,所述平板固定设置在所述四个弹簧的上部位置;这样设置的主要目的是:一方面通过震动电机和弹簧的配合使平板和成型模具产生震动,提高了刚玉基浇注料在成型为水口座砖或透气座砖致密性;另一方面通过在成型过程中对刚玉基浇注料震动,促使了刚玉基浇注料中的空气分散在刚玉基浇注料中,为充分抽取空气提供前提条件。
18.所述升降装置包括同步电机安装架,同步电机安装架固定设置在所述平板的两侧中间位置,同步电机固定设置在所述同步电机安装架的中间位置,丝杆的下端穿过同步电机安装架的上部延伸至所述同步电机的动力输出轴上部,并与同步电机的动力输出轴固定连接,所述丝杆的上端与固定板的两侧中间位置固定连接;移动滑块固定设置在丝杆上。这样设置的主要目的是为了让排气装置随着升降装置的升起或下落,使方箱底部的回型管和排气管上下移动,从而将刚玉基浇注料中的空气通过排气管上的排气孔,将空气抽走排出。
19.所述同步电机安装架、同步电机、丝杆和移动滑块在平板上呈对称设置。这样设置
的主要目的是为了提高方箱底部的回型管和排气管上下移动稳定性。
20.所述同步丝孔固定设置在同步电机安装架的上部中间位置;丝杆的下端穿过同步丝孔于同步电机的动力输出轴固定连接;这样设置的主要目的是:一方面为了提高丝杆转动过程中稳定性,提高了丝杆的转动动力;另一方面利用丝杆与同步丝孔的啮合转动,为丝杆提供支撑力,同时减少了丝杆直接对同步电机的竖直支撑力。
21.所述移动滑块本体为上下凸起的方形状,移动丝孔固定设置在移动滑块本体的中心位置,丝杆穿过移动丝孔啮合设置。这样设置的主要目的是通过丝杆的转动,使移动滑动本体上下移动,从而为排气装置的上下移动提供了条件。
22.所述固定板包括固定板本体,固定板本体固定设置在对称设置的丝杆的上部位置,丝孔固定设置在固定板本体的两侧中心位置。这样设置的主要目的是为了配合丝杆形成转动的动力,为移动滑块本体的上下移动提供了动力。
23.所述方箱固定设置在对称设置的移动滑块的内侧壁上,抽气孔固定设置在方箱的上部中心位置,所述抽气孔通过抽气管与抽风机固定连接,通过抽风机对方箱抽气;这样设置的主要目的是通过抽风机对方箱的抽气,使方箱中形成负压状态,为排出刚玉基浇注料成型过程中的空气提高准备条件。
24.所述回型管固定设置在所述方箱的底部位置,排气管均匀设置在回型管上,所述排气管在所述回型管上呈长短交叉设置,排气孔均匀设置在所述排气管的表面;所述回型管与方箱呈联通状。这样设置的主要目的是:一方面使回型管冲形成均匀的负压,另一方面通过长短不齐的排气管与回型管的连接结构,使长短不齐的排气管中负压压力相等,提高了对刚玉基浇注料成型过程中所产生空气的排出效果。
25.所述成型模具可以根据水口座砖和透气座砖不同的形状而设计。成型模具为现有技术中常规的水口座砖和透气座砖成型模具,属于现有技术,在此无需过多描述。
26.所述每一根排气管的表面自上而下固定包覆有一层棉纱布。这样设置的主要目的是:一方面通过棉纱布的包覆防止了刚玉基浇注料浸入到排气管中,堵塞排气管;另一方面,可以提高排气管吸力均匀性,提高了刚玉基浇注料成型过程排气的完全性。
27.本实用新型的有益效果:本实用新型提供一种用于预制块加工的负压式排气装置,其设计结构简单、科学合理、对水口座砖和透气座砖成形中的排气效果好;提高了刚玉基浇注料成型中对空气的排出效果,提高了水口座砖或透气座砖的结构性能,提高了水口座砖或透气座砖的热震稳定性。
附图说明
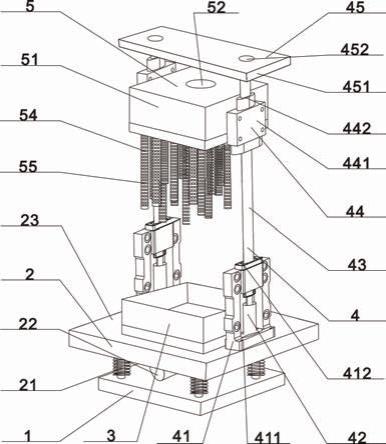
28.图1为本实用新型的结构示意图;
29.图2为本实用新型的升降装置的结构示意图;
30.图3为本实用新型排气装置底部回型管的结构示意图;
31.图中标记:1、底座,2、震动平台,21、弹簧,22、震动电机,23、平板,3、成型模具,4、升降装置,41、同步电机安装架,411、安装架本体,412、同步丝孔,42、同步电机,43、丝杆,44、移动滑块,441、移动滑块本体,442、移动丝孔,45、固定板,451、固定板本体,452、丝孔,5、排气装置,51、方箱,52、抽气孔,53、回型管,54、排气管,55、排气孔。
具体实施方式
32.以下结合附图对本实用新型的具体实施方式做进一步的详细说明。
33.如图所示,一种用于预制块加工的负压式排气装置,包括底座1、震动平台2、成型模具3;底座1固定设置在震动平台2的底部位置,所述震动平台2包括弹簧21,弹簧21固定设置在所述底座1的四角位置,震动电机22固定设置在固定设置在平板23的底部位置,所述平板23固定设置在所述四个弹簧21的上部位置;成型模具3固定放置在所述震动平台2上,用于浇筑料的成型;升降装置4固定设置在所述平板23的上部两侧位置,所述升降装置4用于使排气装置5上下移动;所述排气装置5固定设置在所述升降装置4的中间位置,排气装置5用于将浇筑料成型过程中空气排掉。
34.所述震动电机22通过连接导线与电源固定连接,震动电机22通过与弹簧21的配合使平板23产生震动。
35.所述升降装置4包括同步电机安装架41,同步电机安装架41固定设置在所述平板23的两侧中间位置,同步电机42固定设置在所述同步电机安装架41的中间位置,丝杆43的下端穿过同步电机安装架41的上部延伸至所述同步电机42的动力输出轴上部,并与同步电机42的动力输出轴固定连接,所述丝杆43的上端与固定板45的两侧中间位置固定连接;移动滑块44固定设置在丝杆43上,所述固定板45固定设置在丝杆的上部位置。
36.所述同步电机安装架41、同步电机42、丝杆43和移动滑块44在平板23上呈对称设置。
37.所述同步电机42通过连接导线与控制开关固定连接,并同时与电源固定连接。
38.所述同步电机安装架41包括安装架本体411,安装架本体411固定设置在所述平板23的两侧中间位置,同步丝孔412固定设置在同步电机安装架41的上部中间位置;丝杆43的下端穿过同步丝孔412于同步电机42的动力输出轴固定连接。
39.所述移动滑块44包括移动滑块本体441,移动滑块本体441为上下凸起的方形状,移动丝孔442固定设置在移动滑块本体441的中心位置,丝杆43穿过移动丝孔442啮合设置。
40.所述移动滑块本体441通过移动丝孔442与丝杆43转动啮合实现移动滑块本体441在丝杆43上位移。
41.所述固定板45包括固定板本体451,固定板本体451固定设置在对称设置的丝杆43的上部位置,丝孔452固定设置在固定板本体451的两侧中心位置。
42.所述排气装置5包括方箱51,方箱51固定设置在对称设置的移动滑块44的内侧壁上,抽气孔52固定设置在方箱51的上部中心位置,所述抽气孔52通过抽气管与抽风机固定连接,通过抽风机对方箱51抽气;回型管53固定设置在所述方箱51的底部位置,排气管54均匀设置在回型管53上,所述排气管54在所述回型管53上呈长短交叉设置,排气孔55均匀设置在所述排气管51的表面;所述回型管53与方箱51呈联通状。
43.所述每一根排气管54的表面自上而下固定包覆有一层棉纱布。
44.这种用于预制块加工的负压式排气装置的使用过程为:当刚玉基浇注料需要在成型模具3中成型为水口座砖或透气座砖时,首先将刚玉基浇注料放入到成型模具3中,然后开启震动电机22使之产生震动,在弹簧21的配合下使平板23和成型模具3产生持续不断的震动;与此同时开启升降装置4的两个同步电机42,在同步电机42的转动下通过动力输出轴传输给丝杆43,丝杆43在同步电机安装架41上的同步丝孔412和固定板45的丝孔452啮合配
合下转动,同时丝杆43与移动滑块44的移动丝孔442配合转动,在丝杆43的转动作用下,使固定设置在移动滑块本体441上的方箱51向下移动,与此同时开启抽风机对方箱51抽气,回型管53和长短不齐的排气管54随着移动滑块本体441的向下移动,并插入到将要成型的刚玉基浇注料中,利用排气管54上的排气孔55将刚玉基浇注料在成型模具3中所产生的空气抽走,从而达到了排出空气的作用。上述过程就是这种用于预制块加工的负压式排气装置的使用过程。
45.对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1