纤维水泥板/硅酸钙板生产线预养窑智能监测系统及方法与流程
1.本发明涉及纤维水泥板/硅酸钙板制备中预养工段技术领域,具体涉及一种纤维水泥板/硅酸钙板生产线预养窑智能监测系统及方法。
背景技术:
2.随着经济的快速发展,住宅产业化的需求逐年增加,新型建材行业得到不断发展。纤维水泥板/硅酸钙板作为新型建筑材料中的一员,我国生产纤维水泥板/硅酸钙板的企业有上百家,且市场需求也在不断增加,其生产工艺技术、配套设备、自动化控制水平整体都日趋完善和成熟,但在其生产过程中某些生产环节尚未完全实现自动化控制,目前预养窑部分已做成自动化生产线,但还存在一些不足等需要优化完善的地方,具体如下:
3.预养窑前后无窑门或窑门不能完全密封,使得靠近窑门的坯体养护效果不能最大程度的发挥,有时候甚至需要人工手动去挑拨窑门使其启闭,或者有些企业生产线设置了窑门但未能实现通过相应信号点与程序联控窑门的自动升降,需要特定条件下人工手动控制窑门升降,智能化可进一步提升;
4.在触摸显示屏上,每个板垛在预养窑内没有预养时长的显示,板垛在预养窑内的预养时间是通过夹在混合垛上的生产跟踪单来查询的,需要工人一直关注;
5.在触摸显示屏上,板垛在窑内还没有直观的画面显示各工位处是否有板垛,目前是通过信号显示灯的亮灭或人工观察来判断板垛位置,且根据屏幕显示的组合灯的情况判断。
技术实现要素:
6.鉴于现有技术中存在的技术缺陷和技术弊端,本发明实施例提供克服上述问题或者至少部分地解决上述问题的一种纤维水泥板/硅酸钙板生产线预养窑智能监测系统,具体方案如下:
7.一种纤维水泥板/硅酸钙板生产线预养窑智能监测系统,包括预养窑,还包括板垛、窑前摆渡车、窑后摆渡车以及工控机,所述预养窑前后分别设置有前电动窑门和后电动窑门,所述预养窑内设置有用于输送板垛的第一输送机,所述窑前摆渡车位于所述预养窑前,所述窑前摆渡车上设置有用于与第一输送机的首端衔接的第二输送机,所述窑后摆渡车位于所述预养窑后,所述窑后摆渡车上设置有用于与第一输送机的末端衔接的第三输送机,所述第一输送机、第二输送机和第三输送机上分别设置有用于检测板垛的第一传感器、第二传感器和第三传感器,所述窑前摆渡车、窑后摆渡车、前电动窑门和后电动窑门、第一输送机、第二输送机、第三输送机、第一传感器、第二传感器和第三传感器均与所述工控机电连接;
8.所述工控机用于在第二传感器检测到板垛时,控制前电动窑门开启,使窑前摆渡车上的第二输送机与预养窑的第一输送机衔接,并通过控制第一输送机和第二输送机,使该板垛从窑前摆渡车移动到预养窑内的第一输送机上,在第一传感器检测到板垛时,控制
前电动窑门关闭,并开始对该板垛在预养窑内的养护时间进行计时,当该板垛养护时间达到预设时间时,控制后电动窑门开启,使窑后摆渡车上的第三输送机与预养窑的第一输送机衔接,并通过控制第一输送机和第三输送机,使该板垛从预养窑内的第一输送机移动到窑后摆渡车上第三输送机上,并在第三传感器检测到板垛时,控制后电动窑门关闭。
9.进一步地,所述预养窑内设置有多个前后衔接的第一输送机,最前面的一个第一输送机用于与窑前摆渡车上的第二输送机衔接,最后面的一个第一输送机用于与窑后摆渡车上的第三输送机衔接,每个第一输送机作为一个养护工位,所述工控机还用于当下一个板垛进入预养窑时,控制第一输送机,使预养窑内每个板垛后移一个工位。
10.进一步地,所述系统包括多条预养窑;
11.所述工控机还用于通过第一传感器是否检测到板垛,从而监控每条预养窑是否存在空闲的养护工位;并在第二传感器检测到板垛时,控制窑前摆渡车移动到具有空闲养护工位的预养窑前,使窑前摆渡车上的第二输送机与预养窑的第一输送机衔接,在任一条预养窑存在养护时间达到预设时间的板垛时,控制窑后摆渡车移动到该条预养窑后,使窑后摆渡车上的第三输送机与预养窑的第一输送机衔接,并控制该条预养窑的第一输送机将养护时间达到预设时间的板垛输送到窑后摆渡车上。
12.进一步地,所述窑前摆渡车和窑后摆渡车上均设置有用于定位锁死所述窑前摆渡车和窑后摆渡车的定位锁死装置,所述工控机还用于在窑前摆渡车或窑后摆渡车到达指定位置时,控制所述定位锁死装置将窑前摆渡车或窑后摆渡车定位锁死,防止其滑移。
13.进一步地,所述系统还包括智能显示平台,所述智能显示平台与所述工控机电连接,所述智能显示平台用于可视化显示每条预养窑上的每个养护工位上有无板垛、每个板垛在预养窑中的具体养护工位、养护时间以及每条预养窑的预设养护时间。
14.进一步地,所述预养窑内还设置有多个温度和湿度传感器,所述温度和湿度传感器与所述工控机电连接,多个温度和湿度传感器分别用于监控预养窑内多个区域的温度和湿度,所述智能显示平台还用于显示各条预养窑内多个区域的温度和湿度。
15.进一步地,所述第一输送机、第二输送机和第三输送机均为辊道传输机。
16.作为本发明的第二方面,提供一种纤维水泥板/硅酸钙板生产线预养窑监测方法,所述方法包括:
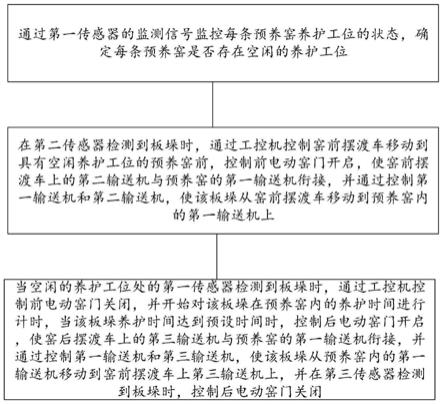
17.通过第一传感器的监测信号监控每条预养窑养护工位的状态,确定每条预养窑是否存在空闲的养护工位;
18.在第二传感器检测到板垛时,通过工控机控制窑前摆渡车移动到具有空闲养护工位的预养窑前,控制前电动窑门开启,使窑前摆渡车上的第二输送机与预养窑的第一输送机衔接,并通过控制第一输送机和第二输送机,使该板垛从窑前摆渡车移动到预养窑内的第一输送机上;
19.当空闲的养护工位处的第一传感器检测到板垛时,通过工控机控制前电动窑门关闭,并开始对该板垛在预养窑内的养护时间进行计时,当该板垛养护时间达到预设时间时,控制后电动窑门开启,使窑后摆渡车上的第三输送机与预养窑的第一输送机衔接,并通过控制第一输送机和第三输送机,使该板垛从预养窑内的第一输送机移动到窑后摆渡车上第三输送机上,并在第三传感器检测到板垛时,控制后电动窑门关闭。
20.进一步地,所有预养窑为多条,每条预养窑内设置有多个前后衔接的第一输送机,
最前面的一个第一输送机用于与窑前摆渡车上的第二输送机衔接,最后面的一个第一输送机用于与窑后摆渡车上的第三输送机衔接,每个第一输送机作为一个养护工位,当下一个板垛进入预养窑时,工控机控制第一输送机,使预养窑内原有的每个板垛后移一个工位;
21.工控机通过预养窑内每个养护工位上的第一传感器传回的监测信号,监控每条预养窑是否存在空闲的养护工位,通过第二传感器传回的监测信号判断窑前摆渡车上是否有板垛,当窑前摆渡车存在板垛时,控制窑前摆渡车移动到具有空闲养护工位的预养窑前,使窑前摆渡车上的第二输送机与预养窑的第一输送机衔接,将板垛输送到对应预养窑内。
22.进一步地,所述方法还包括:通过智能显示平台可视化显示每条预养窑上的每个养护工位上有无板垛、每个板垛在预养窑中的具体养护工位、养护时间以及每条预养窑的预设养护时间。
23.本发明具有以下有益效果:
24.本发明应用到生产线实际生产中,可将预养窑自动化智能化得到进一步的提升,预养效果也能得到增强,同时简化了车间工作人员的相关操作工作,提高了工作效率。
附图说明
25.图1为本发明实施例提供的一种纤维水泥板/硅酸钙板生产线预养窑监测系统的预养窑系统图;
26.图2为本发明实施例提供的智能显示平台预养窑内画面;
27.图3
‑
4为本发明实施例提供的plc程序总览;
28.图5为本发明实施例提供的窑前摆渡车控制画面示意图,窑后摆渡车控制画面与其相同,主要控制摆渡车的横移和输送,并兼顾自动和手动调节;
29.图6
‑
9为本发明实施例提供的一种纤维水泥板/硅酸钙板生产线预养窑监测系统的部分plc程序模拟图;
30.图10为本发明实施例提供的一种纤维水泥板/硅酸钙板生产线预养窑监测方法流程图。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
32.作为本发明的第一实施例,提供一种纤维水泥板/硅酸钙板生产线预养窑监测系统,包括预养窑,其特征在于,还包括板垛、窑前摆渡车、窑后摆渡车以及工控机,所述预养窑前后分别设置有前电动窑门和后电动窑门,所述预养窑内设置有用于输送板垛的第一输送机,所述窑前摆渡车位于所述预养窑前,所述窑前摆渡车上设置有用于与第一输送机的首端衔接的第二输送机,所述窑后摆渡车位于所述预养窑后,所述窑后摆渡车上设置有用于与第一输送机的末端衔接的第三输送机,所述第一输送机、第二输送机和第三输送机上分别设置有用于检测板垛的第一传感器、第二传感器和第三传感器,所述窑前摆渡车、窑后摆渡车、前电动窑门和后电动窑门、第一输送机、第二输送机、第三输送机、第一传感器、第
二传感器和第三传感器均与所述工控机电连接;
33.所述工控机用于在第二传感器检测到板垛时,控制前电动窑门开启,使窑前摆渡车上的第二输送机与预养窑的第一输送机衔接,并通过控制第一输送机和第二输送机,使该板垛从窑前摆渡车移动到预养窑内的第一输送机上,在第一传感器检测到板垛时,控制前电动窑门关闭,并开始对该板垛在预养窑内的养护时间进行计时,当该板垛养护时间达到预设时间时,控制后电动窑门开启,使窑后摆渡车上的第三输送机与预养窑的第一输送机衔接,并通过控制第一输送机和第三输送机,使该板垛从预养窑内的第一输送机移动到窑后摆渡车上第三输送机上,并在第三传感器检测到板垛时,控制后电动窑门关闭;
34.其中,所述预养窑内设置有多个前后衔接的第一输送机,最前面的一个第一输送机用于与窑前摆渡车上的第二输送机衔接,最后面的一个第一输送机用于与窑后摆渡车上的第三输送机衔接,每个第一输送机作为一个养护工位,所述工控机还用于当下一个板垛进入预养窑时,控制第一输送机,使预养窑内每个板垛后移一个工位;
35.其中,所述系统包括多条预养窑,所述工控机还用于通过第一传感器是否检测到板垛,从而监控每条预养窑是否存在空闲的养护工位;并在第二传感器检测到板垛时,控制窑前摆渡车移动到具有空闲养护工位的预养窑前,使窑前摆渡车上的第二输送机与预养窑的第一输送机衔接,在任一条预养窑存在养护时间达到预设时间的板垛时,控制窑后摆渡车移动到该条预养窑后,使窑后摆渡车上的第三输送机与预养窑的第一输送机衔接,并控制该条预养窑的第一输送机将养护时间达到预设时间的板垛输送到窑后摆渡车上。
36.其中,所述窑前摆渡车和窑后摆渡车上均设置有用于定位锁死所述窑前摆渡车和窑后摆渡车的定位锁死装置,所述工控机还用于在窑前摆渡车或窑后摆渡车到达指定位置时,控制所述定位锁死装置将窑前摆渡车或窑后摆渡车定位锁死,防止其滑移,当窑前摆渡车到达指定位置并定位锁死后,工控机控制前电动窑门开启,使板垛从窑前摆渡车移动到预养窑内的第一输送机上,当窑后摆渡车到达指定位置并定位锁死后,工控机控制后电动窑门开启,使板垛从预养窑内的第一输送机移动到窑后摆渡车上第三输送机上。
37.其中,所述系统还包括智能显示平台,所述智能显示平台与所述工控机电连接,所述智能显示平台用于可视化显示每条预养窑上的每个养护工位上有无板垛、每个板垛在预养窑中的具体养护工位、养护时间以及每条预养窑的预设养护时间;
38.其中,所述预养窑内还设置有多个温度和湿度传感器,所述温度和湿度传感器与所述工控机电连接,多个温度和湿度传感器分别用于监控预养窑内多个区域的温度和湿度,所述智能显示平台还用于显示各条预养窑内多个区域的温度和湿度。
39.其中,所述第一传感器、第二传感器和第三传感器可以为接触开关,预养窑前后摆渡车与窑内的辊道输送机均使用接近开关作为信号点与plc电气程序联控,工控机通过接触开关传回的信号检测对应位置是否有板垛,其中,所述第一输送机、第二输送机和第三输送机均为辊道输送机,预养窑每条窑互相独立,分开自动化控制,预养时窑门关闭避免蒸汽外露,以达到更好的预养效果。
40.本发明通过plc电气程序对板垛进出预养窑与电动窑门进行连锁控制,同时将板垛在预养窑内的整个动态过程直观地显示在车间工人工作的工控机显示屏上,包括板垛进入预养窑的时间点显示,进入预养窑开始预养的时间段显示,板垛在预养窑内的具体位置显示,智能化监测具体实现方法包括以下具体内容,结合说明书附图图1
‑
5进行详细阐述:
41.(1)窑门的自动开启和关闭与板垛进出预养窑的动作通过电气plc程序相关联,从而达到自动化控制,如图1所示,板垛从压机后输送到预养窑前摆渡车上后,通过选择预养窑通道标号1#,2#,3#,4#,同时窑前摆渡车行走到通道相应标号的窑前工位,定位锁死装置锁死后窑门可自动开启,板垛可输送进预养窑,待板垛行走至每条窑的养护工位1处两个接触开关均有反应后,窑门自动下降关闭。设定预养时间,预养时间达到后,选择预养窑通道1#,2#,3#,4#,同时窑后摆渡车行走至相应通道的工位锁死后,对应窑门可自动升起,板垛可出窑,窑门下降可采用延时来控制自动关闭。
42.(2)养护窑内的各个养护工位的状态(有无板垛、预养时间显示等) 可实现自动化监测,待板垛完全进入预养窑,即每条窑养护工位1处两个接触开关均有反应后,开始记录进入预养窑的时间点和预养时间段计时,同时在智能显示平台上直观显示板垛在预养窑内停放位置,如图2所示,板垛停放规律:板垛进入依次停放在1#窑养护工位4,养护工位3,养护工位2,养护工位1,2#窑养护工位4,养护工位3,养护工位2,养护工位1,3#窑养护工位4,养护工位3,养护工位2,养护工位1....依次类推,先进入预养窑达到预养时间的板垛按时出窑,不影响进窑停放规律。
43.(3)如图3
‑
5所示,设定好plc电气程序后,从进入预养窑前到脱模工段前的整个预养窑系统实现电动窑门与窑内养护工位监测的一体化智能控制,实现智能选择预养窑通道,智能到达特定工位,智能完成预养工作并出窑,精简车间工作人员的相关操作工作,提高工作效率。
44.如图6
‑
9所示,本实施例也对预养窑内某一次生产的板垛进行了程序上的模拟。从图中可看出,以4#预养窑为例,进入第一车板垛开始显示其预养时间并计数,待第二车板垛通过摆渡车送至4#预养窑内时,之前进入的第一车板垛由辊道输送机往前输送,同时第二车板垛也开始显示其预养时间并计数,以此类推,后面板垛进入时,以同样的方式进行计时。
45.如图10所示,作为本发明的第二方面,提供一种纤维水泥板/硅酸钙板生产线预养窑监测方法,所述方法包括:
46.通过第一传感器的监测信号监控每条预养窑养护工位的状态,确定每条预养窑是否存在空闲的养护工位;
47.在第二传感器检测到板垛时,通过工控机控制窑前摆渡车移动到具有空闲养护工位的预养窑前,控制前电动窑门开启,使窑前摆渡车上的第二输送机与预养窑的第一输送机衔接,并通过控制第一输送机和第二输送机,使该板垛从窑前摆渡车移动到预养窑内的第一输送机上;
48.当空闲的养护工位处的第一传感器检测到板垛时,通过工控机控制前电动窑门关闭,并开始对该板垛在预养窑内的养护时间进行计时,当该板垛养护时间达到预设时间时,控制后电动窑门开启,控制窑后摆渡车移动到对应预养窑末端,使窑后摆渡车上的第三输送机与预养窑的第一输送机衔接,并通过控制第一输送机和第三输送机,使该板垛从预养窑内的第一输送机移动到窑后摆渡车上第三输送机上,并在第三传感器检测到板垛时,控制后电动窑门关闭。
49.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1