一种高品质空心砖生产系统的制作方法
1.本发明属于涉及空心砖生产设备领域,尤其涉及一种高品质空心砖生产系统。
背景技术:
2.空心砖是建筑行业常用的墙体主材,由于质轻、消耗原材少等优势,已经成为国家建筑部门首先推荐的产品,和实心砖相比,可节省大量的土地用土和烧砖燃料,减轻运输重量;减轻制砖和砌筑时的劳动强度,加快施工进度;减轻建筑物自重,加高建筑层数,降低造价;
3.目前的免烧空心砖一般采用机器压制,但压制过程中由于压力问题难免在上表面产生不规则面,而压制前的材料投入容易在人工以及机器的作用下抖落造成资源浪费,同时大多机器比较笨重不方便移动,需要消耗人力物力将材料运送至固定地点。
技术实现要素:
4.本发明的目的是针对现有中技术存在的上述问题,提出了一种能够用移动使用并且在空心砖压制完成后对上表面进行刮平和压实以及多余原料回收的高品质空心砖生产系统。
5.为了实现上述目的,本发明采用以下技术方案:
6.一种高品质空心砖生产系统,包括承载板,所述承载板上方设置有液压机构,所述承载板两侧下方固定有左支板和右支板,所述左支板和右支板下方分别固定有左滚轮座和右滚轮座,所述左滚轮座两侧分别设置有四个左滚轮,所述右滚轮座两侧分别设置有四个右滚轮,所述左滚轮座和右滚轮座中间设置有成品支座,所述成品支座上方设置有成品凝结板;
7.压制模具,所述压制模具设置在成品凝结板上方,所述压制模具上方设置有余料斗,所述压制模具内部设置有右模具凸起和左模具凸起,所述右模具凸起和左模具凸起两侧分别设置有左连接件和右连接件,所述右模具凸起和左模具凸起通过左连接件和右连接件固定在压制模具内壁;所述压制模具内壁底部两侧分别设置有刮刀滑道;所述压制模具前侧外壁设置有振动机壳,所述振动机壳上方两侧设置有固定螺母,并通过固定螺母固定在压制模具外壁,所述振动机壳内设置有振动机。
8.优选的,所述压制模具两侧分别设置有左齿柱座和右齿柱座,所述左齿柱座上方固定有左升降齿柱,所述右齿柱座上方固定有右升降齿柱,所述拉绳轮和右升降齿柱分别贯通承载板。
9.优选的,所述液压机构下方设置有左液压柱、中液压柱和右液压柱,所述左液压柱、中液压柱和右液压柱分别贯通承载板;所述左液压柱下方固定有左压制块,且所述左压制块呈“匚”型,开口朝向中液压柱;所述中液压柱下方固定有中压制块,且所述中压制块呈“工”型;所述右液压柱下方固定有右压制块,且所述左升降齿柱呈“匚”型,开口朝向中液压柱。
10.优选的,所述左支板和右支板相对一面分别通过转动连接设置有左升降齿轮轴和右升降齿轮轴,所述左升降齿轮轴靠近左支板一端外侧设置有转动感应器,所述左升降齿轮轴远离左支板一端固定有左升降齿轮,所述左升降齿轮前侧与左升降齿柱啮合连接;所述右升降齿轮轴远离右支板一端固定有右升降齿轮,所述右升降齿轮前侧与右升降齿柱啮合连接;所述左升降齿轮轴中段后侧设置有左转动杆,所述右升降齿轮轴中段后侧设置有右转动杆,所述左转动杆和右转动杆末端设置有手握杆。
11.优选的,所述右模具凸起和左模具凸起内分别设置有一个空腔,所述空腔内固定有第一固定轴,所述第一固定轴外分别套设有重力柱拉绳轮;所述空腔下方设置有重力柱,所述重力柱外套设有重力柱弹簧,所述重力柱与重力柱拉绳轮之间设置有重力柱拉绳。
12.优选的,所述压制模具后壁滑槽内部设置有后重力板,所述后重力板靠近右模具凸起一面上方两侧分别设置有凸起,所述后重力板在两凸起中间下方设置有凹槽,所述凹槽内设置有后转动压板,所述后转动压板下方固定有后压板转轴,所述后压板转轴通过转动连接设置在后重力板内部,所述后重力板与左模具凸起间设置有后刮板拉绳,所述后刮板拉绳贯通后重力板并连接左模具凸起内部拉绳轮;
13.优选的,所述压制模具前后壁内部对称设置有滑槽,所述前壁滑槽内部设置有前重力板,所述前重力板靠近右模具凸起一面上方两侧分别设置有凸起,所述前重力板在两凸起中间下方设置有凹槽,所述凹槽内设置有前转动压板,所述前转动压板下方固定有前压板转轴,所述前压板转轴通过转动连接设置在前重力板内部,所述前转动压板与右模具凸起间设置有前转动压板拉绳,所述前转动压板拉绳贯通前重力板并连接右模具凸起内部拉绳轮;
14.优选的,所述压制模具后壁滑槽靠近右模具凸起一侧下方设置有刮刀结构,所述刮刀结构上方设置有刮刀压块,所述刮刀压块靠近右模具凸起一端设置有压块弹簧,所述压块弹簧上方设置有锁扣压块,所述锁扣压块可上下移动;所述压制模具后壁位于锁扣压块下方开设有刮刀槽,所述刮刀槽内部设置有刮刀,所述刮刀靠近后压板转轴一侧固定有刮刀弹簧,所述刮刀两侧设置有凸起,且凸起设置在刮刀滑道内;所述压制模具前壁下方对称设置有刮刀结构。
15.有益效果
16.1.能够在设备对空心砖原料进行压制前的上料过程中造成的多余原料掉落的浪费以及压制完成后位于该设备压制面由于压力带起的掉落原料进行回收,提高了资源的利用率;
17.2.通过下方的滚轮设计,使得该设备能够通过少量的人力消耗达到移动使用的目的,降低了对于使用环境的要求同时减少了对于运送原料所需人力物力的消耗;
18.3.通过底部刮刀结构的设计,使得该设备模具抬起后能够对压制的空心砖上表面进行修边抹平操作,提高成品美观程度同时对未能压制入空心砖内的原料以及该设备压制面上掉落的多余原料进行回收利用,提高资源利用率;
附图说明
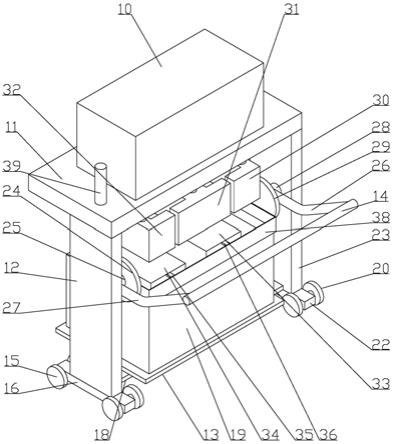
19.图1为本发明结构示意图;
20.图2为本发明后视图;
型,开口朝向中液压柱。
30.进一步的结合附图3,所述左支板和右支板相对一面分别通过转动连接设置有左升降齿轮轴和右升降齿轮轴,所述左升降齿轮轴靠近左支板一端外侧设置有转动感应器,所述左升降齿轮轴远离左支板一端固定有左升降齿轮,所述左升降齿轮前侧与左升降齿柱啮合连接;所述右升降齿轮轴远离右支板一端固定有右升降齿轮,所述右升降齿轮前侧与右升降齿柱啮合连接;所述左升降齿轮轴中段后侧设置有左转动杆,所述右升降齿轮轴中段后侧设置有右转动杆,所述左转动杆和右转动杆末端设置有手握杆。
31.进一步的结合附图3,所述右模具凸起和左模具凸起内分别设置有一个空腔,所述空腔内固定有第一固定轴,所述第一固定轴外分别套设有重力柱拉绳轮;所述空腔下方设置有重力柱,所述重力柱外套设有重力柱弹簧,所述重力柱与重力柱拉绳轮之间设置有重力柱拉绳。
32.进一步的结合附图3,所述压制模具后壁滑槽内部设置有后重力板,所述后重力板靠近右模具凸起一面上方两侧分别设置有凸起,所述后重力板在两凸起中间下方设置有凹槽,所述凹槽内设置有后转动压板,所述后转动压板下方固定有后压板转轴,所述后压板转轴通过转动连接设置在后重力板内部,所述后重力板与左模具凸起间设置有后刮板拉绳,所述后刮板拉绳贯通后重力板并连接左模具凸起内部拉绳轮;
33.进一步的结合附图3,所述压制模具前后壁内部对称设置有滑槽,所述前壁滑槽内部设置有前重力板,所述前重力板靠近右模具凸起一面上方两侧分别设置有凸起,所述前重力板在两凸起中间下方设置有凹槽,所述凹槽内设置有前转动压板,所述前转动压板下方固定有前压板转轴,所述前压板转轴通过转动连接设置在前重力板内部,所述前转动压板与右模具凸起间设置有前转动压板拉绳,所述前转动压板拉绳贯通前重力板并连接右模具凸起内部拉绳轮;
34.进一步的结合附图3、附图4,所述压制模具后壁滑槽靠近右模具凸起一侧下方设置有刮刀结构,所述刮刀结构上方设置有刮刀压块,所述刮刀压块靠近右模具凸起一端设置有压块弹簧,所述压块弹簧上方设置有锁扣压块,所述锁扣压块可上下移动;所述压制模具后壁位于锁扣压块下方开设有刮刀槽,所述刮刀槽内部设置有刮刀,所述刮刀靠近后压板转轴一侧固定有刮刀弹簧,所述刮刀两侧设置有凸起,且凸起设置在刮刀滑道内;所述压制模具前壁下方对称设置有刮刀结构。
35.工作原理
36.首先由施工人员将成品凝结板13放置在成品支座18上方,随后启动振动机51,当振动机51启动后,设备在振动机51的作用下开始抖动,此时由施工人员向压制模具19中加入生产空心砖的材料并注意摊平;
37.当压制模具19内装满时,关停振动机51,启动上方的液压机构 10,位于下方的左液压柱43、中液压柱42和右液压柱41在压制模具19的作用下分别向下推动左压制块32、中压制块31和右压制块 30并对位于压制模具19内的原料进行压制成型;
38.压制完成后,液压机构10停止运行,此时由操作人员向下按动手握杆14,手握杆14带动位于两侧的右转动杆26和左转动杆27转动,右转动杆26和左转动杆27的转动分别带动与其相连的右升降齿轮轴28和左升降齿轮轴25转动,并使位于同一轴上的右升降齿轮 29和左升降齿轮24转动,右升降齿轮29和左升降齿轮24的转动则使右升降齿柱40和左升降齿
柱39分别向上运动使压制模具19上升,同时左升降齿轮轴25的转动使位于其一端的转动感应器44发送信号使液压机构10反向运行将左压制块32、中压制块31和右压制块30 向上拉起;
39.随着压制模具19的抬起,位于压制模具19内部的重力柱48在重力的作用下逐渐与压制模具19下底面错开并拉动重力柱拉绳72,在重力柱拉绳72的作用下第一固定轴50逆时针转动并带动与其相连的拉绳轮49转动并开始蓄能,同时使得拉绳轮49表面缠绕的后转动压板拉绳74和前转动压板拉绳73放松,因此后重力板54和前重力板75下沉,当后重力板54和前重力板75下沉到一定距离后,压迫位于压制模具19内壁的刮刀压块66,刮刀压块66的回缩则压迫位于刮刀压块66上方的锁扣压块68,使得锁扣压块68上升,因此位于锁扣压块68下方的刮刀71解锁并弹出,使刮刀71沿着刮刀滑道 56向中间运动并蓄能,同时对压制完成的空心砖进行表面平整刮除;
40.随后位于后重力板54和前重力板75内的后转动压板58和前转动压板76到达刮刀71下方并分别向中间倒下,对压制完成的空心砖再次压实表面;
41.此时重力柱48和后转动压板58到达极限位置不再下降,在位于重力柱48外的重力柱弹簧77以及拉绳轮49的作用下重力柱48开始回弹,后转动压板58和前转动压板76则在后转动压板拉绳74和前转动压板拉绳73的作用下首先回收,随后后重力板54和前重力板 75回缩并通过后刮板拉绳78和前刮板拉绳79将两侧的刮刀71拉回,此时因为刮刀压块66不再受到压迫,因此刮刀71会被锁在初始位置;
42.随后由操作人员取出成品凝结板13即可完成一次空心砖压制;
43.以上所述仅为本发明的实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1