一种组合式路缘石快装快卸模具的制作方法
1.本发明涉及一种组合式路缘石快装快卸模具。
背景技术:
2.现有的路缘石模具存在的问题有:1.现有模具均为塑料模具,生产过程中容易出线变形,从而导致路缘石外观尺寸质量控制较难;2.塑料模具生产过程中在震动模台上难以固定,从而导致在混凝土振捣过程中出线移动等情况,存在质量完全隐患;3.塑料模具采用平打工艺,在构件拆模时需大量人工,人力生产较大,效率低,且在构件拆模、翻转过程中容易出现安全事故,另外现有模具为单个模具,一个模具一次仅能生产一个路缘石,效率较低,而且精度较差不能保证良好的一致性。
技术实现要素:
3.本发明所要解决的技术问题是提供一种组合式路缘石快装快卸模具,其采用金属材料制成,精度高,拆装方便,一套模具一次可以加工多个路缘石,效率高。
4.为解决上述技术问题,本发明提供了一种组合式路缘石快装快卸模具;
5.包括两个竖直布置且长度方向为左右走向的长边边模立板,两个长边边模立板前后相对布置,设两个长边边模立板沿前后向相靠近的一侧为内、相远离的一侧为外,每个长边边模立板的下侧均设有水平向外延伸的长边边模底板,每个长边边模立板的外侧面均设有若干沿左右向等距间隔布置的第一加强筋板,第一加强筋板为前后走向的竖直板体,第一加强筋板下侧与长边边模底板相连;
6.两个长边边模立板的内侧之间设有两个水平布置且长度方向为前后走向的坡口成型工装垫块,两个坡口成型工装垫块沿左右向相对布置,设两个坡口成型工装垫块沿左右向相靠近的一侧为内、相远离的一侧为外,两个坡口成型工装垫块的上侧面均为内侧低、外侧高的斜面,两个坡口成型工装垫块前后两端均与对应一侧的长边边模立板螺栓连接;
7.两个长边边模立板的外侧均设有竖直布置且长度方向为前后走向共用边模立板,共用边模立板的前后两端与坡口成型工装垫块前后两端对应平齐,共用边模立板上侧超出坡口成型工装垫块,且共用边模立板与坡口成型工装垫块通过螺栓连接,设两个共用边模立板沿左右向相靠近的一侧为内、相远离的一侧为外,每个共用边模立板的下侧均设有水平向外延伸的共用边模底板,每个共用边模立板的外侧面均设有若干沿前后向等距间隔布置的第二加强筋板,第二加强筋板为左右走向的竖直板体,第二加强筋板下侧与共用边模底板相连,对于任意一个共用边模立板,其上位于最前侧和最后侧的第二加强筋板均设于共用边模立板前后向对应一侧的端部,且位于共用边模立板前后向端部的第二加强筋板均与对应一侧的长边边模立板螺栓连接,每个共用边模立板的内侧面上均设有2n+1个沿前后向等距间隔布置的竖向插槽,2n+1个竖向插槽将共用边模立板沿前后向分割成2n+2等份,且两个共用边模立板上的插槽呈一一对应的位置关系,每个共用边模立板下侧均设有水平向外延伸的共用边模底板;
8.两个共用边模立板之间设有沿前后向交替布置的n+1个倒角共用面板和n个平齐共用面板,所述的平齐共用面板和倒角共用面板均为竖直布置且长度方向为左右走向的板体,平齐共用面板和倒角共用面板与两个共用边模立板对应的插槽插接,平齐共用面板和倒角共用面板下侧位置上对应坡口成型工装垫块处均设有与坡口成型工装垫块相匹配的让位槽,其中倒角共用面板上侧设有左右走向且纵截面为等腰三角形的三棱柱,所述的三棱柱上侧为平面且纵截面等腰三角形的顶角向下布置,三棱柱长度方向两端均超出倒角共用面板,共用边模立板位置上对应每个三棱柱处均设有与三棱柱相匹配的三角形凹槽,所述的三棱柱均对应掸置在三角形凹槽内;
9.长边边模立板、第一加强筋板、长边边模底板、坡口成型工装垫块、共用边模立板、共用边模底板、第二加强筋板、平齐共用面板和倒角共用面板均为金属材料制成。
10.为简单说明问题起见,以下对本发明所述的一种组合式路缘石快装快卸模具均简称为本模具。
11.本模具的使用方法为:在操作模台上按照上述结构安装对应螺栓将模具进行拼接,并将其与模台通过压杆、磁盒或螺栓进行连接,确保生产过程中不会出线位移,松动等情况,然后进行混凝土浇筑,浇筑完毕后待混凝土固化成型即可拆除螺丝进行脱模,然后将本模具周转循环使用。
12.本模具的优点:
13.1.本模具主要采用金属材料制成,并且各组件本身采用焊接,折弯等技术工艺制作,有良好的强度,各组件之间采用螺栓连接或插接,方便组装和拆卸,周转率高,且生产过程中不会出线因模具变形导致构件生产外观尺寸质量难控制、不合格等情况;
14.2.本模具与生产操作模台通过压杆、磁盒或螺栓将其与模具底边模有效固定,从而在混凝土振捣过程中不会出线移动、偏位等情况,有效解决了生产过程中存下的安全隐患等问题;
15.3.本模具主要采用正打工艺,生产成品后不会存在二次翻转、拆模难等情况,提高了生产效率;
16.4.本模具生产路缘石可一次生产一组路缘石,有效提高的生产工作效率,提高了生产产能;
17.5.本模具及相应的生产工艺,可采用叉车进行转运,可取消传统生产过程中使用托盘转运,从而提高构件在厂区内周转转运的工作效率。
附图说明
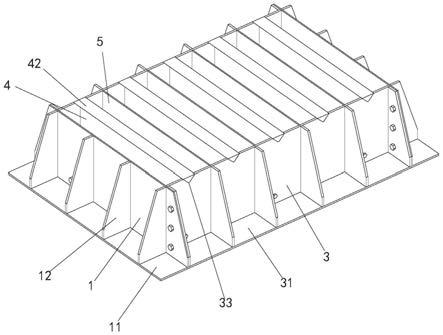
18.图1是本模具的结构示意图。
19.图2是本模具的爆炸视图。
具体实施方式
20.参见图1、图2,一种组合式路缘石快装快卸模具;
21.包括两个竖直布置且长度方向为左右走向的长边边模立板1,两个长边边模立板1前后相对布置,设两个长边边模立板1沿前后向相靠近的一侧为内、相远离的一侧为外,每个长边边模立板1的下侧均设有水平向外延伸的长边边模底板11,每个长边边模立板1的外
侧面均设有若干沿左右向等距间隔布置的第一加强筋板12,第一加强筋板12为前后走向的竖直板体,第一加强筋板12下侧与长边边模底板11相连;
22.两个长边边模立板1的内侧之间设有两个水平布置且长度方向为前后走向的坡口成型工装垫块2,两个坡口成型工装垫块2沿左右向相对布置,设两个坡口成型工装垫块2沿左右向相靠近的一侧为内、相远离的一侧为外,两个坡口成型工装垫块2的上侧面均为内侧低、外侧高的斜面,两个坡口成型工装垫块2前后两端均与对应一侧的长边边模立板1螺栓连接;
23.两个长边边模立板1的外侧均设有竖直布置且长度方向为前后走向共用边模立板3,共用边模立板3的前后两端与坡口成型工装垫块2前后两端对应平齐,共用边模立板3上侧超出坡口成型工装垫块2,且共用边模立板3与坡口成型工装垫块2通过螺栓连接,设两个共用边模立板3沿左右向相靠近的一侧为内、相远离的一侧为外,每个共用边模立板的下侧均设有水平向外延伸的共用边模底板31,每个共用边模立板3的外侧面均设有若干沿前后向等距间隔布置的第二加强筋板32,第二加强筋板32为左右走向的竖直板体,第二加强筋板32下侧与共用边模底板31相连,对于任意一个共用边模立板3,其上位于最前侧和最后侧的第二加强筋板32均设于共用边模立板3前后向对应一侧的端部,且位于共用边模立板3前后向端部的第二加强筋板32均与对应一侧的长边边模立板1螺栓连接,每个共用边模立板3的内侧面上均设有2n+1个沿前后向等距间隔布置的竖向插槽34,2n+1个竖向插槽34将共用边模立板3沿前后向分割成2n+2等份,且两个共用边模立板3上的插槽34呈一一对应的位置关系,每个共用边模立板3下侧均设有水平向外延伸的共用边模底板31;
24.两个共用边模立板3之间设有沿前后向交替布置的n+1个倒角共用面板4和n个平齐共用面板5,所述的平齐共用面板5和倒角共用面板4均为竖直布置且长度方向为左右走向的板体,平齐共用面板5和倒角共用面板4与两个共用边模立板3对应的插槽34插接,平齐共用面板5和倒角共用面板4下侧位置上对应坡口成型工装垫块2处均设有与坡口成型工装垫块2相匹配的让位槽41,其中倒角共用面板4上侧设有左右走向且纵截面为等腰三角形的三棱柱42,所述的三棱柱42上侧为平面且纵截面等腰三角形的顶角向下布置,三棱柱42长度方向两端均超出倒角共用面板4,共用边模立板3位置上对应每个三棱柱42处均设有与三棱柱42相匹配的三角形凹槽33,所述的三棱柱42均对应掸置在三角形凹槽33内;
25.长边边模立板1、第一加强筋板12、长边边模底板11、坡口成型工装垫块2、共用边模立板3、共用边模底板31、第二加强筋板32、平齐共用面板5和倒角共用面板4均为q235钢板制成。
26.本模具的使用方法为:在操作模台上按照上述结构安装对应螺栓将模具进行拼接,并将其与模台通过压杆、磁盒或螺栓进行连接,确保生产过程中不会出线位移,松动等情况,然后进行混凝土浇筑,浇筑完毕后待混凝土固化成型即可拆除螺丝进行脱模,然后将本模具周转循环使用。
27.本模具的优点:
28.1.本模具主要采用q235钢板制成,并且各组件本身采用焊接,折弯等技术工艺制作,有良好的强度,各组件之间采用螺栓连接或插接,方便组装和拆卸,周转率高,且生产过程中不会出线因模具变形导致构件生产外观尺寸质量难控制、不合格等情况;
29.2.本模具与生产操作模台通过压杆、磁盒或螺栓将其与模具底边模有效固定,从
而在混凝土振捣过程中不会出线移动、偏位等情况,有效解决了生产过程中存下的安全隐患等问题;
30.3.本模具主要采用正打工艺,生产成品后不会存在二次翻转、拆模难等情况,提高了生产效率;
31.4.本模具生产路缘石可一次生产一组路缘石,有效提高的生产工作效率,提高了生产产能;
32.5.本模具及相应的生产工艺,可采用叉车进行转运,可取消传统生产过程中使用托盘转运,从而提高构件在厂区内周转转运的工作效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1