一种焊接空心球节点的加固方法
1.本发明涉及大跨空间网格结构技术领域,特别涉及一种焊接空心球节点的加固方法。
背景技术:
2.焊接空心球节点是大跨空间网格结构中常用的连接形式之一,大跨空间网格结构在几十年前经历了大规模的建造,这些结构大多数都会受到不同程度的腐蚀,理想焊接空心球节点的结论已经不适用于腐蚀焊接空心球节点。在此背景下,许多研究学者对腐蚀的焊接空心球节点力学性能进行研究,例如,赵中伟等人的研究表明腐蚀焊接空心球节点的失效位置主要发生在钢管与焊接空心球的连接处,降低了腐蚀焊接空心球节点的承载能力,影响了大跨空间网格结构的稳定性。由于网格结构加固空间有限,施工不方便,导致现有加固方法成本高,或者成本低的加固方法又不能满足大跨空间结构使用的适用性、安全性和稳定性,因此,腐蚀焊接空心球节点的加固方法需要进一步的设计和研究。
技术实现要素:
3.本发明的目的在于针对现有技术中的上述不足,提供了一种焊接空心球节点的加固方法,以解决现有加固方法不能满足大跨空间结构使用的适用性、安全性和稳定性,且经济性问题。
4.为了实现上述目的,本发明采用如下技术方案:
5.一种焊接空心球节点的加固方法,包括焊接空心球节点、空心锥面加固构件和焊缝,所述焊接空心球节点包括空心球和钢管,所述空心球与钢管连接处设置空心锥面加固构件,所述空心球、钢管和空心锥面加固构件均通过焊缝连接。
6.所述空心锥面加固构件由一个锥形管切割成相同的两个部分组成,所述空心锥面加固构件包括空心锥面加固构件顶部和空心锥面加固构件底部,所述空心锥面加固构件顶部与钢管外表面连接,所述空心锥面加固构件底部与空心球外表面连接。
7.所述焊缝,在施工现场焊接空心球节点和空心锥面加固构件均通过焊缝进行连接的。
8.本发明所述的一种焊接空心球节点的加固方法,其有益效果如下:
9.1、本发明通过焊缝在施工现场对焊接空心球节点和空心锥面加固构件进行连接,增加了焊接空心球节点的连接强度,大大的增加了焊接空心球节点的承载能力,有利于满足大跨空间结构使用的适用性、安全性和稳定性。
10.2、空心锥面加固构件由机械设计和工厂化生产的,构件比较精密准确,几乎没有加工误差,现场只需焊接就可以完成工作,减少工人的工作量,提高了工程质量和工作效率,缩短工程工期,节约成本。
11.3、空心锥面加固构件结构形式简单,满足工程的需要,明显的降低了施工现场工人的工作量和工作环境,并且提高了施工工程质量,工作效率高,无危害性。
附图说明
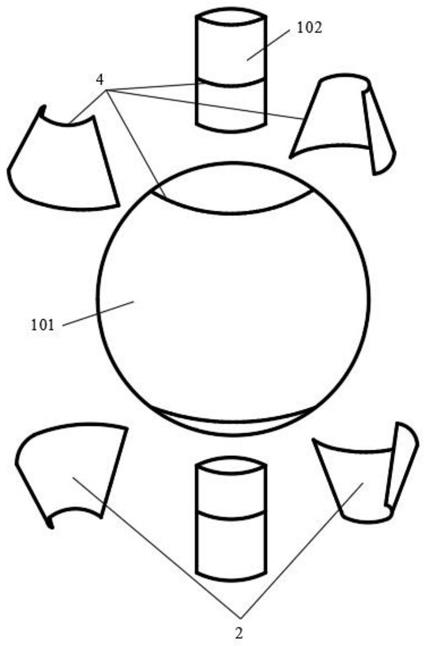
12.图1是本发明实施例1分解图;
13.图2为本发明实施例1的立体图;
14.图3为本发明实施例1几何尺寸示意图;
15.图4为本发明实施例1工厂加工的加固构件图;
16.图5为本发明实施例2加固的被测试样图;
17.图6为本发明实施例2未加固的被测试样图;
18.图7为本发明实施例2试验荷载
‑
位移曲线示意图;
19.图8为本发明实施例2加固的试样失效图;
20.图9为本发明实施例2未加固的试样失效图;
21.图10为本发明实施例2加固的被测试样的屈曲区图;
22.图11为本发明实施例2未加固的被测试样的屈曲区图;
23.图12是本发明实施例3分解图;
24.图13为本发明实施例3的立体图;
25.图14为本发明实施例3几何尺寸示意图;
26.图15为本发明实施例3工厂加工的加固构件图;
27.其中,
[0028]1‑
焊接空心球节点,101
‑
空心球,102
‑
钢管,2
‑
空心锥面加固构件,201
‑
空心锥面加固构件顶部,202
‑
空心锥面加固构件底部,3
‑
半圆面加固构件,4
‑
焊缝。
具体实施方式
[0029]
下面结合附图和实施例对本发明作进一步的详细说明。
[0030]
为了解决现有技术和结构环境存在的问题,如图1所示,本发明提供了一种焊接空心球节点的加固方法,包括焊接空心球节点(1)、空心锥面加固构件(2)和焊缝(4),所述焊接空心球节点(1)包括空心球(101)和钢管(102),所述空心球(101)与钢管(102)连接处设置空心锥面加固构件(2),所述空心球(101)、钢管(102)和空心锥面加固构件(2)均通过焊缝(4)连接。
[0031]
所述空心锥面加固构件(2)由一个锥形管切割成相同的两个部分组成,所述空心锥面加固构件(2)包括空心锥面加固构件顶部(201)和空心锥面加固构件底部(201),所述空心锥面加固构件顶部(201)与钢管(102)外表面连接,所述空心锥面加固构件底部(202)与空心球(101)外表面连接。
[0032]
所述焊缝(4),在施工现场焊接空心球节点(1)和空心锥面加固构件(2)通过焊缝(4)进行连接的。
[0033]
本发明介绍了3个实施例,实施例1是空心锥面加固构件(2)的施工过程,实施例2是空心锥面加固模型试验分析,实施例3是半球面加固构件(3)的施工过程,以下是一种焊接空心球节点的加固方法为例进行详细介绍。
[0034]
实施例1,如图1至图5所示,实施例1为对称节点,图3只画一半节点来表示实施例1的几何尺寸,加固部分是锥的一部分,d
r
表示空心锥面加固构件底部(202)的直径,t
r
表示空心锥面加固构件(2)厚度,d
p
和t
p
表示钢管(102)的外径和厚度,d和t表示空心球(101)的外
径和厚度,h
r
表示空心锥面加固构件(2)的高度。
[0035]
本实施例1中空心锥面加固构件(2)的施工过程为以下步骤:
[0036]
步骤1、根据现场的施工条件、试验测试和人们的需求,由机械设计公司进行部件的精准设计,构件比较精密准确,几乎没有加工误差,然后由工厂进行加工,运回施工现场;
[0037]
步骤2、在施工现场,将空心锥面加固构件顶部(201)与钢管(102)外表面焊接连接,空心锥面加固构件底部(202)与空心球(101)外表面焊接连接,将空心锥面加固构件(2)的相同的两部分焊接连接,焊缝(4)的焊接顺序根据实际经验确定。
[0038]
实施例2
[0039]
步骤1、对四个加固的和一个未加固的焊接空心球节点(1)试样进行试验,焊接空心球节点(1)几何尺寸相同,空心锥面加固构件(2)尺寸不同,被测试样如图5、图6所示。
[0040]
步骤2、试验结果如图7试验荷载
‑
位移曲线示意图,未加固的焊接空心球节点(1)的抗压承载力为165kn,加固后的焊接空心球节点(1)的抗压承载力分别增加到338kn、274kn、274kn和249kn;加固的试样失效图如图8、图9所示,加固和未加固的焊接空心球节点(1)的失效均为球体的屈曲;加固和未加固的焊接空心球节点(1)的屈曲区如图10、图11所示,加固后放大了屈曲区,提高了承载能力,加固效果显著。
[0041]
实施例3
[0042]
本实施例3中半球面加固构件(3)的施工过程与实施例1一样,将焊接空心球节点(1)的几何尺寸设为与实施例1的几何尺寸相同。
[0043]
实施例3为对称节点,图14只画一半节点来表示实施例1的几何尺寸,如图12至图15所示,空心球(101)与钢管(102)连接处设置半球面加固构件(3),节点通过半球面加固构件(3),可将钢管(102)传递的力分散,以提高抗压承载力,有效的保护了节点,半球面加固构件(3)由一个半球面切割成相同的两个部分组成,半球面加固构件(3)结构形式简单,可以工厂化生产,现场只需焊接就可以完成工作,减少工人的工作量,提高了工程质量和工作效率,缩短工程工期,节约成本。
[0044]
以上所述仅为本发明的工程实例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1