一种用于混凝土预制件生产线的集中控制装置的制作方法
1.本公开涉及铁路、建筑、矿山、交通以及井下等大型钢筋混凝土预制件的生产车间领域,尤其涉及需要将现有人工生产钢筋混凝土预制件的生产线线体升级改造为连续高效生产的集中控制系统。
背景技术:
2.随着全球经济的迅猛发展,各国对铁路轨枕、桥梁、地铁、矿山、井下钢筋混凝土预制件的需求量与日俱增,但是大型钢筋混凝土预制件生产线一直存在着产量低、安全性差、生产设备简陋等诸多问题,为了改善这种局面,特别是针对缩减生产线人员数量、实现自动化生产、提高生产效率等方面开展了广泛而深入的研究。由于钢筋混凝土预制件的特殊性,从混凝土搅拌配料,到模具浇筑,调整钢筋,以及固化条件都有相应的要求,因此在以前生产线上会有大批的工人作业, 在每个工位来确保及时的清理模具、安放钢筋、浇筑混凝土砂浆、微调、固化养护、及时入库,每个工位都需要人工确认之后,才能运输到下一工位,又由于预制件体积大、重量沉,在生产过程中极易产生安全隐患以及生产效率底下,长期以来安全生产和提高产能是行业面临的大问题,急切需要改进。
技术实现要素:
3.本发明实施例的目的在于提供一种用于混凝土预制件生产线的集中控制装置,以实现生产线集中控制,连续自动运行。具体技术方案如下:为达到上述目的,本公开实施例提供了一种用于混凝土预制件生产线的集中控制装置,所述集中控制装置包括:轨道小车位置传感器,至少两个,固定在工位内,以非接触方式来感知轨道小车的运动状态;工位闲置传感器,至少一个,固定在工位内,与轨道小车非接触安装,来感知轨道小车的存在状态;远程控制盒,固定在生产工位附近,用于接收附近工位的轨道小车状态等信号,与中控台进行通讯,并控制各工位生产线执行机构执行运转动作;生产线执行机构,分布设置在生产线上的各工位中,接收远程控制盒的指令并执行相应的动作,以完成相应生产动作并驱动轨道小车运行;轨道小车,在生产线上运行,受生产线执行机构驱动,承载混凝土预制件到相应的工位;中控台,与每个远程控制盒连接,接收每个远程控制盒的信息,并发送指令给相应的远程控制盒,以使整个生产线连续运行,连续生产。
4.一些实施例中,所述至少需要两个轨道小车位置传感器分别安放在每个工位的入口和出口位置,并且是非接触方式进行检测轨道小车的位置。
5.一些实施例中,所述至少一个工位空闲传感器固定在工位内作业位置,远离工位
入口和出口,安装在工位的设备工作区域内以便检测到该工位是否有轨道小车在占用。
6.一些实施例中,所述远程控制盒还包括设置在生产线上的控制开关以及与控制盒的电气连接线缆。
7.所述远程控制盒在接收到来自所述传感器的信号时,对信号进行编码和处理之后,通过串行线缆传送到中控台进行集中控制处理,在收到中控台的执行指令之后,将相应的指令分发到对应工位的执行机构上,以控制其是否开始生产工作。
8.一条生产线上由至少一台远程控制盒收集相邻工位的状态信息,多台远程控制盒联机工作实现对整条生产线工位的信号收集和执行指令分配。
9.一些实施例中,所述生产线执行机构,是原混凝土预制件生产线制造设备,包括模具打磨机、喷涂机、上弹簧机、上钢筋机、布料机、上挡板机、脱模机、裂缝检查机、注油盖盖机以及搬运龙门吊,这些设备经过改造,增加了自动运转功能和联机通讯功能,并且依照远程控制盒发出的指令进行运转。
10.一些实施例中,所述轨道小车标是原生产线上用来运输混凝土预制件的重型辊轮小车,包括浇筑模具。铸铁车身,车身两侧安装多个辊轮;根据生产线产能要求,生产线上使用多台轨道小车,其小车的外形尺寸以及重量应该保持一致性参数,确保每个传感器都能正常检测出信号。
11.一些实施例中,所述中控台远离远程控制盒及生产线;所述中控台固定于中央控制室,所有远程控制盒通过网线数据线与其连接并进行实时数据通信,中控台收集每个工位的信号并集中处理,以保持生产线上每个工位的生产均衡;所述中控台设置有手动和自动运行转换功能,且设置有紧急按钮,在手动模式下,生产线按照原来旧的人工生产方式进行逐一工位生产确认;在自动模式下,整条生产线设备以及轨道小车统一由中控台控制其有序运行,保持生产线连续运转;所述中控台,还设置有安全光栅,安装在整个生产区域的外围, 在自动运转模式下,安全光栅启动,并且在有人员进入生产区域时自动启动报警装置,直至急停操作,以保证人员安全。
12.一些实施例中,所述传感器、控制盒以及中控台与原人工控制的单工位生产线设备及线体整合成自动运行的生产线。
13.本公开实施例有益效果:本公开实施例提供的一种用于混凝土预制件生产线的集中控制装置,该集中控制装置包括轨道小车位置传感器、工位空闲传感器、轨道小车、远程控制盒、生产线执行机构及中控台。轨道小车位置传感器安装在每个工位的入口、出口位置,空闲传感器安装在工位的区域,各工位的位置传感器,通过非接触的接近开关方式,来探测工位上轨道小车的所在位置及状态信息,工位空闲传感器通过非接触方式感知工位是否存在作业中的轨道小车,轨道小车位置传感器和工位空闲传感器的信号通过线缆传入架设在每个工位附近的远程控制盒中,进行数据预处理。远程控制盒分布安置在临近的几个工位附近,远程控制盒通过网线数据线相互连接,最后将数据传入中控台计算各远程控制盒传来的数据,按照编制的程序,向每个远程控制盒发布执行指令,各控制盒解析之后将指令发布到相应的工位生产线执行机构,来控制每个工位的作业和轨道小车的顺序运行,省却了人员在每个工位的确
认和手动按钮作业,从而保证生产线不间断的自动运行,以达到充分利用时间、提高效率、减少人工、提高产量的效果。同时本发明采用了远程控制盒收集数据进行预处理,解决了现场的信号干扰和布线繁多的问题,使整个集中控制装置结构简单,并可以在很多带有运行轨道、轨道小车、连续工位的生产线上推广使用,对老旧线体进行升级改造,提高生产线效率,减少人员,改善生产环境、降低劳动强度。
14.当然,实施本公开的任一产品或方法并不一定需要同时达到以上所述的所有优点。
附图说明
15.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的实施例。
16.图1为本公开实施例中用于混凝土预制件生产线的集中控制装置的工位结构示意图。
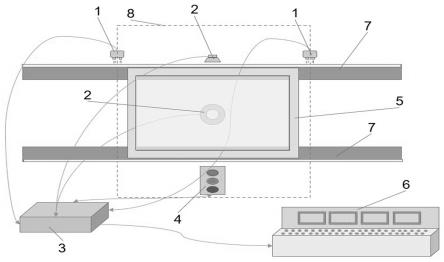
17.图2为本公开实施例中用于混凝土预制件生产线的集中控制装置的整体结构示意图。
18.图3为本公开实施例中用于混凝土预制件生产线的集中控制装置的电气结构示意图。
具体实施方式
19.下面将结合本公开实施例中的附图,对本公开实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。基于本公开中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
20.为实现生产线集中控制,连续自动运行,本公开实施例提供了一种用于混凝土预制件生产线的集中控制装置,为便于描述,下面将简称为集中控制装置,该集中控制装置用于将以前人工操作的生产线独立设备集中控制,保持生产线自动连续生产,生产线设备包括但不限于混凝土预制件生产设备、大型模具浇筑生产设备等,下面将结合附图对本公开实施例提供的集中控制装置进行详细说明。
21.如图1所示,本公开实施例提供的集中控制装置包括:轨道小车位置传感器1,至少两个,固定在工位内,以非接触方式来感知轨道小车的运动状态;工位闲置传感器2,至少一个,固定在工位内,与轨道小车非接触安装,来感知轨道小车的存在状态;远程控制盒3,固定在生产工位附近,用于接收附近工位的轨道小车状态等信号,与中控台进行通讯,并控制各工位生产线执行机构执行运转动作;生产线执行机构4,分布设置在生产线上的各工位中,接收远程控制盒的指令并执行相应的动作,以完成相应生产动作并驱动轨道小车运行;
轨道小车5,在生产线上运行,受生产线执行机构驱动,承载混凝土预制件到相应的工位;中控台6,与每个远程控制盒连接,接收每个远程控制盒的信息,并发送指令给相应的远程控制盒,以使整个生产线连续运行,连续生产。
22.本公开实施例中,至少2个轨道小车位置传感器1架设在工位的出入口位置,至少1个工位闲置传感器2架设在工位的工作区域8内,这些位置信息传递到远程控制盒3中进行预处理,然后数据传输到中控台6进行集中处理,随后中控台6发出相应的指令给相应的远程控制盒3,远程控制盒3将指令预处理之后发送给生产线执行机构4执行相应的生产作业,包括执行轨道小车5在运输轨道上的启动停止和移动等指令。
23.例如,如图1所示,轨道小车5在如图中虚线所示的工作区域8中放置,这时工位闲置传感器2将检测到该工位的工作区域有被轨道小车5占用,同时轨道小车位置传感器1检测到该工位没有轨道小车5在进出,这些信号被中控台6 收集到之后,会结合前后相邻工位的占用情况,向该工位的生产线执行机构4发出动作指令,比如轨道小车5移出工位、继续生产、工位等候等。
24.本公开实施例中,每一个轨道小车位置传感器1和工位闲置传感器2可以包括支架和底座,支架和底座设有用于固定和调整传感器位置的装置。
25.一些实施例中,轨道小车位置传感器1和工位闲置传感器2包括红外线传感器、激光传感器、电容接近传感器、电感接近传感器以及霍尔传感器。各种传感器会有不同的安装方法和使用场所要求。还可以包括其他种类的装置,本公开实施例对此不做具体限定。
26.一些实施例中,为使远程控制盒3更加稳定快速,最多一台远程控制盒3连接3个工位和生产线执行机构4,信号线使用屏蔽线连接,远程控制盒3的盒体使用铁、铝等屏蔽材料。另外与中控台6的信号传输使用6类网线或双绞线等连接,本公开实施例对此不做具体限定。
27.本公开实施例中,远程控制盒3用于收集工位内占用状况、轨道小车的位置和状态、生产线执行机构4的状态,收集过滤放大后的信号传输到中控台6,随后接收中控台6的指令,解析处理后对生产线执行机构4发出执行指令。
28.一些实施例中,运程控制盒3使用plc或者单片机来处理这些数据和实现操控目的,还可以通过其他方法实施控制,本公开实施例对此不做具体限定。
29.本公开实施例中,生产线执行机构4 是原混凝土预制件生产线制造设备,包括但不限于模具打磨机、喷涂机、上弹簧机、上钢筋机、布料机、上挡板机、脱模机、裂缝检查机、注油盖盖机以及搬运龙门吊车,这些设备经过改造,增加了自动运转功能和联机通讯功能,并且依照远程控制盒3发出的指令进行运转、启停。
30.如图一所示,当轨道小车位置传感器1和工位闲置传感器2检测到轨道小车5刚刚进入到工作位置8中,这时远程控制盒3会向生产线执行机构4发出开始生产的启动指令,传输轨道7也停止运行。该工位生产完成后,生产线执行机构4会向远程控制盒3发出完成信号,经过中控台集中处理、并协调该工位前后相邻工位状况之后,发出指令给远程控制盒3,远程控制盒3会回复传送轨道小车5到下一工位的指令以及该工位待机等候下一生产开始的指令。
31.本公开实施例中,轨道小车5是原生产线上用来运输混凝土预制件的重型辊轮小
车,包括镶嵌浇筑模具。铸铁车身,车身两侧安装多个辊轮;根据生产线产能要求,生产线上使用多台轨道小车,其小车的外形尺寸以及重量应该保持一致性参数,确保每个传感器都能正常检测出信号。
32.本公开实施例中,中控台6远离生产线,架设于中央控制室等集中管理场所,所有远程控制盒通过网线数据线与其连接并进行实时数据通信,中控台收集每个工位的信号并集中处理,以保持生产线上每个工位的生产均衡;中控台设置有手动和自动运行转换功能,且设置有紧急按钮,在手动模式下,生产线按照原来旧的人工生产方式进行逐一工位生产确认;在自动模式下,整条生产线设备以及轨道小车统一由中控台控制其有序运行,保持生产线连续运转。
33.另外,如图2所述,中控台还设置有安全光栅警示装置,安装在整个生产区域的外围,在自动运转模式下,安全光栅启动,并且在有人员进入生产区域时自动启动报警装置,直至急停操作,以保证人员安全。
34.一些实施例中,中控台可以加入工厂的生产计划和订单管理系统中,这样生产线会根据产能需求来进行自动化生产调节。此外,中控台也会设置显示器显示每个工位的状态,本公开实施例对此不作具体限定。
35.为实现生产线集中控制、连续自动运行,本公开实施例提供了一种混凝土预制件生产线的集中控制装置,电气结构如图3所示。其中如图所示远程控制盒3 连接2~3个工位为一种实施例。
36.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
37.以上所述仅为本公开的较佳实施例,并非用于限定本公开的保护范围。凡在本公开的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本公开的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1