一种压制成型的软瓷材料及其制备方法与流程
1.本发明涉及软瓷材料技术领域,尤其涉及一种压制成型的软瓷材料及其制备方法。
背景技术:
2.软瓷砖区别于传统瓷砖的就是它的质地。软瓷砖质地柔软,花纹突出,立体感强。软瓷砖主要是把柔性元素加入到瓷砖中,改变了传统瓷砖的冰冷坚硬质感,触感更加柔性更加温馨。
3.软瓷技术颠覆了传统的硬瓷砖烧结工艺,现有技术把软瓷砖的"柔性"元素加入到陶瓷,通过表面层和基底层两层材料复合而成,经过400℃的高温烧制,将普通泥土锻造成具有弹性和柔韧特性的瓷砖,彻底改变了陶瓷坚硬、冰冷、沉重、易碎的质感。
4.现有技术的软瓷砖表面层为具有延展性的硬质材料,而基底层为烧结的软瓷层,存在成本高、耗能大的缺陷,并且工序多,抗老化能力差。
技术实现要素:
5.基于以上的现有的技术缺陷,本发明提出了一种压制成型的软瓷材料,可在常温下压制成型,经过加热固化即可使用,工艺简洁,能耗低。
6.本发明的另一目的在于提出一种制备方法获得的该压制成型的软瓷材料,满足市场的需求。
7.为达此目的,本发明采用以下技术方案:一种压制成型的软瓷材料的制备方法,包括以下步骤:s1)将偶联剂加入到无机粉料中,边油浴加热边搅拌,混合均匀,得到活化改性的无机粉料;s2)常温下,按照重量份数称取乳液、增强纤维、石英砂、水泥和水,以及所述活化改性的无机粉料,混合搅拌均匀,制成具有一定含水量的粉料;s3)将所述粉料注入压机模具中,压制成型,然后置于110-180℃的温度下固化,即制得所述软瓷材料。
8.具体的,步骤s1)中,所述偶联剂的添加量为所述无机粉料的5-10wt%,油浴加热的温度为80-180℃,搅拌的时间为100-120min。
9.具体的,步骤s2)中,按照重量份数计算,称取的乳液为5-50份、增强纤维为4-15份、石英砂为3-15份、水泥为5-15份和水为10-5份、以及所述活化改性的无机粉料10-60份。
10.具体的,步骤s3)中,压制成型的压力为15-40mpa,固化的时间为90-180min。
11.优选的,步骤s1)中,所述偶联剂为钛酸酯偶联剂、铝酸酯偶联剂和硅烷偶联剂中的一种或多种。
12.优选的,步骤s1)中,所述无机粉料包括废瓷粉、废砖粉和尾矿渣中的一种或多种。
13.优选的,步骤s2)中,所述增强纤维包括玻璃纤维、pp和pe的高分子纤维和/或碳纤
维中的一种或多种。
14.优选的,步骤s2)中,所述乳液包括硅丙乳液、纯丙乳液、苯丙乳液和乳胶粉的一种或多种。
15.进一步的,本发明还提出了一种利用以上所述的压制成型的软瓷材料的制备方法制得的软瓷材料。
16.本发明的技术方案的有益效果为:所述的压制成型的软瓷材料制备方法,可在常温下压制成型,再加热固化,对生产设备的要求较低,制备过程的能耗低,具有良好的环保特性。
17.本发明还提出了使用所述压制成型的软瓷材料的制备方法制得的软瓷材料,具有较好的柔韧性和耐水性,并且耐酸耐碱性良好。
具体实施方式
18.在本说明书的描述中,参考术语“实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
19.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
20.下面结合具体实施方式进一步说明本发明的技术方案。
21.一种压制成型的软瓷材料的制备方法,包括以下步骤:s1)将偶联剂加入到无机粉料中,边油浴加热边搅拌,混合均匀,得到活化改性的无机粉料;s2)常温下,按照重量份数称取乳液、增强纤维、石英砂、水泥和水,以及所述活化改性的无机粉料,混合搅拌均匀,制成具有一定含水量的粉料;s3)将所述粉料注入压机模具中,压制成型,然后置于110-180℃的温度下固化,即制得所述软瓷材料。
22.本发明的所述压制成型的软瓷材料的制备方法,通过偶联剂对无机粉料的活化改性,使无机粉料与配方物料具有良好的相容性;并且直接将制得的粉料在常温下压制成型,再加热固化,对生产设备的要求较低,制备过程的能耗低,具有良好的环保特性。
23.在110-180℃固化,可促进高分子材料的反应及固化成型。
24.具体的,步骤s1)中,所述偶联剂的添加量为所述无机粉料的5-10wt%,油浴加热的温度为80-180℃,搅拌的时间为100-120min。
25.通过偶联剂的改性使配方中有机物料和无机粉料的相容性得到提高,增强了制品的强度,还可减少防老剂的用量,提高了制品的耐磨性能和抗老化能力。
26.具体的,步骤s2)中,按照重量份数计算,称取的乳液为5-50份、增强纤维为4-15份、石英砂为3-15份、水泥为5-15份和水为10-5份、以及所述活化改性的无机粉料10-60份。
27.配方中的乳液为粘合剂,增强纤维、石英砂和水泥为增加制品强度的填料,使制品具有较好的成型性能,制得的制品具有较好的柔韧性、耐水性和抗回粘性。
28.具体的,步骤s3)中,压制成型的压力为15-40mpa,固化的时间为90-180min。
29.与传统的模具浇注成型相比,本发明的所述压制成型的软瓷材料的制备方法的压制固化时间短,压力小,耗能低,通过增强纤维和压制成型可以极大地提高制品的韧性,即可以承受一定的弯曲度而不开裂,且耐酸性和耐碱性较好,具有良好的应用前景。
30.优选的,步骤s1)中,所述偶联剂为钛酸酯偶联剂、铝酸酯偶联剂和硅烷偶联剂中的一种或多种。
31.偶联剂与无机粉料的结合,通过偶联剂和无机粉料表面的羟基发生偶合反应,使偶联剂的有机官能团与无机粉料表面的羟基形成牢固的结合,经过改性后的无机粉料具有疏水性,从而可提高无机粉料与配方中的乳液的相容性。
32.优选的,步骤s1)中,所述无机粉料包括废瓷粉、废砖粉和尾矿渣中的一种或多种。
33.提高废料的利用率,添加包括废瓷粉、废砖粉和尾矿渣的无机物料可提高制得的软瓷材料的强度和抗老化能力。
34.优选的,步骤s2)中,所述增强纤维包括玻璃纤维、pp和pe的高分子纤维和/或碳纤维中的一种或多种。
35.添加增强纤维的目的是增加软瓷材料的柔韧性,并提高其强度。
36.优选的,步骤s2)中,所述乳液包括硅丙乳液、纯丙乳液、苯丙乳液和乳胶粉的一种或多种。
37.添加乳液目的是增强软瓷材料的柔韧性、耐酸耐碱性和抗回粘性。
38.进一步的,本发明还提出了一种利用以上所述的压制成型的软瓷材料的制备方法制得的软瓷材料。
39.制得软瓷材料具有较好的柔韧性,吸水率低于10%具有良好的耐水性,并且耐酸耐碱性良好。
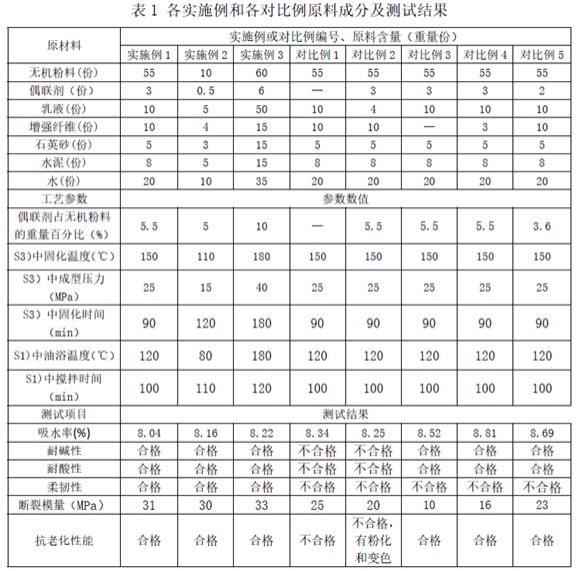
40.实施例1-3和对比例1-51、按照表1所列的具体原料组成和工艺参数,并以如下的具体步骤制备各实施例和对比例的软瓷材料:s1)将偶联剂加入到无机粉料中,边油浴加热边搅拌,混合均匀,得到活化改性的无机粉料;s2)常温下,按照重量份数称取乳液、增强纤维、石英砂、水泥和水,以及所述活化改性的无机粉料,混合搅拌均匀,制成具有一定含水量的粉料;s3)将所述粉料注入压机模具中,压制成型,然后置于110-180℃的温度下固化成型,即制得所述软瓷材料;步骤s1)中,所述偶联剂的添加量为所述无机粉料5-10wt%,油浴加热的温度为80-180℃,搅拌的时间为100-120min;所述偶联剂为钛酸酯偶联剂、铝酸酯偶联剂和硅烷偶联剂中的一种或多种;所述无机粉料包括废瓷粉、废砖粉和尾矿渣中的一种或多种;步骤s2)中的原料为:乳液5-50份、增强纤维4-15份、石英砂3-15份、水泥5-15份和水10-5份、以及所述活化改性的无机粉料10-60份;所述增强纤维包括玻璃纤维、pp和pe的高分子纤维和/或碳纤维中的一种或多种;所述乳液包括硅丙乳液、纯丙乳液、苯丙乳液和乳胶粉的一种或多种;步骤s3)中,压制成型的压力为15-40mpa,固化成型的时间为90-180min。
41.2、将各实施例和对比例制得的软瓷材料样品按照以下所列的测试项目和测试标准检测,测试结果见表1。
42.吸水率测试:按照gb/t 9966.3中的吸水率试验方法检测,浸泡时间为24h;耐酸性测试:参照jc/t 2219-2014标准,具体测试方法:将试件分别浸泡在3%盐酸溶液中12d,浸泡至规定时间后用清水冲洗试件表面并立即观察试件表面是否出现开裂、分层与明显变色的异常现象。
43.耐碱性测试:参照jc/t 2219-2014标准,具体测试方法:将试件分别浸泡在3%氢氧化钠溶液中12d,浸泡至规定时间后用清水冲洗试件表面并立即观察试件表面是否出现开裂、分层与明显变色的异常现象。
44.柔韧性测试:参照jc/t 2219-2014标准,观察试件表面弯曲处有无裂纹或断裂现象。
45.断裂模量测试:参照gb/t 3810.4-2016标准,以适当的速率向砖的表面正中心部位施加压力,测定材料的断裂模数。
46.抗老化性能:按照gb/t 16259标准进行测试;试验条件为:暴露设备采用340氙灯,辐照度为0.51w/m2,黑板温度为(65
±
3)℃,光照时间为(102
±
0.5)min,淋水时间为(18
±
0.5)min,总试验时间为2000h,观察样品有无明显变色现象。
47.根据以上表1的有关数据和测试结果分析说明如下:1、实施例1-3制得的软瓷材料的吸水率、耐酸性、耐碱性、柔韧性、断裂模量和抗老化性能均能满足上述测试的质量要求,说明本发明的技术方案是有效,制得的软瓷材料具有较好的柔韧性和耐水性,并且耐酸耐碱性良好。
48.2、对比例1与实施例1的不同在于:不含偶联剂,无机粉料没有经过偶联剂的包覆,与乳液的相容性差,导致对比例1制得的软瓷材料的耐酸性、耐碱性、柔韧性和抗老化性能均不合格。
49.3、对比例2与实施例1的不同在于:添加的乳液的重量份数少于5-50份的下限,配方体系中的物料之间的粘合力不足,导致对比例2制得的软瓷材料的耐酸性、耐碱性、柔韧性和抗老化性能均不合格,老化测试后表面有粉化和变色现象,断裂模量明显下降。
50.4、对比例3与实施例1的不同在于:不含增强纤维,导致对比例3制得的软瓷材料的柔韧性不合格,断裂模量值只有10mpa,处于最低水平。
51.5、对比例4与实施例1的不同在于:增强纤维的添加重量份数为3份,低于4-15份的下限值,导致对比例4制得的软瓷材料的柔韧性不合格,断裂模量值也只有16mpa,属于较差水平。
52.6、对比例5与实施例1的不同在于:偶联剂的添加重量份数为2份,偶联剂占无机粉料的重量百分比为3.6wt%,低于5-10wt%的下限值,导致对比例5制得的软瓷材料的柔韧性不合格,断裂模量值也只有23mpa,属于较差水平。
53.综上所述,所述的压制成型的软瓷材料制备方法,可在常温下压制成型,再加热固化,对生产设备的要求较低,制备过程的能耗低,具有良好的环保特性。
54.进一步的,本发明提出的使用所述压制成型的软瓷材料的制备方法制得的软瓷材料,具有较好的柔韧性和耐水性,并且耐酸耐碱性良好。
55.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
56.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其的同物限定。
57.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理;而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释;本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式;这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1