一种发泡混凝土搅拌注浆脱模方法及模具系统与流程
1.本发明涉及发泡混凝土技术领域,尤其涉及一种发泡混凝土搅拌注浆脱模方法及模具系统。
背景技术:
2.建筑业生产是温室气体排放的主要来源之一,其碳排放量约占全国碳排放量的30%-40%,随着经济的稳定发展,建筑业碳排放量仍有增长的空间,或成为我国碳排放的主要增长源,因此,降低建材生产和建筑建造运营的碳排放量将成为响应气候变化的主要着力点,加强低碳、负碳技术在建筑中的推广与应用,成为缓解碳排放压力和解决气候问题的新途径。
3.在现有技术中,混凝土板制作过程中,大多需要将混凝土原料和水按照预定比例混合为浆液,再对浆液进行发泡作业,等混凝土浆液发泡较为均匀之后倒入模具,对混凝土进行定型,在进行发泡作业时多使用振动棒或发泡剂进行发泡作业,使用震动棒作业过程需要有工人经常移动振动棒从而使得混凝土浆液发泡均匀,这就需要投入较大的人力,而在使用发泡剂过程中,发泡剂需要搅拌均匀,并且由于发泡剂本身的经济价值长时间使用会增加成本,并且由于整个生产线的冗长会造成各个工序之间材料运输的成本。
4.因此发明人认为现有技术中,需要有一种能够节省人力物力的混凝土发泡方法及系统以投入生产使用。
技术实现要素:
5.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。
6.为达到上述目的,本发明提出了一种发泡混凝土搅拌注浆脱模方法,包括如下步骤:
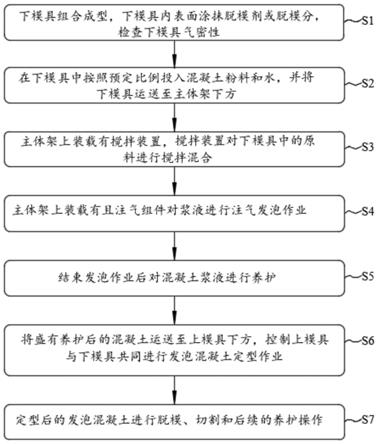
7.s1、下模具组合成型,下模具内表面涂抹脱模剂或脱模分,检查下模具气密性;
8.s2、在下模具中按照预定比例投入混凝土粉料和水,并将下模具运送至主体架下方;
9.s3、主体架上装载有搅拌装置,搅拌装置对下模具中的原料进行搅拌混合;
10.s4、主体架上装载有且注气组件对浆液进行注气发泡作业;
11.s5、结束发泡作业后对混凝土浆液进行养护;
12.s6、将盛有养护后的混凝土运送至上模具下方,控制上模具与下模具共同进行发泡混凝土定型作业;
13.s7、定型后的发泡混凝土进行脱模、切割和后续的养护操作。
14.本发明将混凝土模具分为上模具和下模具,下模具起到了承载混凝土浆液的作用的同时可以配合主体架完成混凝土原料的搅拌混合以及发泡作业,从而减少了另设搅拌、发泡机构所要投入的物力,节约了生产器械成本,并且由于完成注气作业的注气组件和搅拌装置可以同时进行,当气体进入浆液之后会在搅拌装置的作用下快速形成均匀的气泡融
入混凝土浆液中,从而更好地完成发泡作业,减少了发泡过程中的人力物力投入。
15.可选地,所述s2中在模具内投入的混凝土粉料为粉煤灰、脱硫石膏粉、矿渣粉、水泥中的任意一种或组合。
16.进一步地,所述s3具体包括以下步骤:
17.s31、搅拌装置启动,下模具中的混凝土粉料和水进行混合搅拌;
18.s32、主体架上再有控制搅拌装置移动的行走机构,启动行走机构,控制搅拌装置在水平方向上进行移动。
19.进一步地,所述s4中具体包括,开启注气组件,利用在搅拌装置的搅拌棒上设置的多个注气孔对浆液进行充分发泡。
20.进一步地,所述s4中开启注气组件进行注气时,需根据混凝土原料种类进行气体种类选择,注气气体为锅炉排放的净烟气、二氧化碳、空气、氢气中的任意一种或组合。
21.进一步地,所述s4中根据浆料的温度,利用注气装置注入移动温度的水蒸气用于调整浆料温度,同时实现对浆料的初步蒸压养护。
22.进一步地,所述s5中,在完成发泡作业之后,将主体架的搅拌装置和注气组件从下模具内脱离,并通过注气组件对混凝土浆液上部空间注气以对混凝土溶液进行碳酸化养护或蒸压养护,以及对混凝土溶液进行初步定型。
23.进一步地,在对混凝土溶液上部空间注气时选用的气体为二氧化碳气体、烟气或蒸汽中的一种或组合。
24.本发明还提供了一种发泡混凝土搅拌注浆脱模模具系统,包括原料装配区、搅拌发泡区、定型养护区以及脱模切割区;
25.所述原料装配区包括下模具组装部、脱模剂涂抹部以及原料投放部;
26.所述搅拌发泡区包括主体架,所述主体架上设置有注气组件、搅拌机构、行走机构以及升降支撑组件,所述主体架下方设置有用于运送所述下模具的运送组件,所述升降支撑组件设置于运送组件沿运送方向两侧且与所述主体架固定连接,所述行走机构包括在主体架朝向所述注浆模具一侧可移动设置的移动平台,所述移动平台朝向所述运送组件一侧吊设搅拌装置,所述注气组件包括在所述主体架上设置的进气管道,所述进气管道与所述搅拌装置连通设置,所述搅拌装置与混凝土浆液接触位置设置有若干注气孔,以使进入注气装置中的气体进入混凝土浆液中;
27.所述定型养护区包括上模具压合部;
28.所述脱模切割区包括混凝土脱模部以及混凝土切割部。
29.进一步地,所述主架体上设置有纵向移动组件,所述纵向移动组件包括沿所述注浆模具长度方向设置有一组供所述移动平台移动的承载轨道,所述移动平台配合所述承载轨道设置有移动轮,所述主架体对应所述承载轨道的一侧设置有控制所述移动平台移动的动力机构,所述动力机构包括与所述移动平台螺纹连接的双向螺杆,所述双向螺杆一端固定连接有动力件。
30.进一步地,所述搅拌装置包括垂直所述移动平台贯穿设置的动力轴,所述动力轴朝向所述主体架一端连接有搅拌电机,所述动力轴朝向所述注浆模具一侧沿长度方向设置有若干搅拌棒,所述搅拌棒与所述动力轴均中空设置有进气通道,且所述搅拌棒上设置有若干注气孔,所述注气孔与进所述搅拌棒中的气通道连通设置。
31.进一步地,所述移动平台上设置有横向移动组件,所述横向移动组件包括沿所述移动平台上表面设置的横向行走轨道,横向行走轨道与在水平方向上与下模具长度方向垂直设置,所述移动平台上设置有供所述动力轴移动的移动槽,所述移动平台上配合所述横向行走轨道设置有行走车,所述搅拌电机设置于所述行走车上,且所述动力轴贯穿所述行走车以及移动槽设置。
32.进一步地,所述主体架对应所述移动平台一侧设置有用于容纳所述进气管道的管道容纳腔,所述管道容纳腔外设置有进气口,且所述进气管道设置为柔性管道。
33.进一步地,所述升降支撑机构包括设置于所述主架体下方且对应所述注浆模具对称两侧的多个液压缸。
34.本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
35.本发明上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
36.图1为本发明一种发泡混凝土搅拌注浆脱模方法的方法流程图;
37.图2是本发明一种发泡混凝土搅拌注浆脱模方法中s3详细步骤流程图;
38.图3是本发明一种发泡混凝土搅拌注浆脱模模具系统的整体布局视图;
39.图4是本发明一种发泡混凝土搅拌注浆脱模模具系统中主体架结构正视图;
40.图5是本发明一种发泡混凝土搅拌注浆脱模模具系统中主体架结构俯视图;
41.图6是本发明一种发泡混凝土搅拌注浆脱模模具系统中主体架结构侧视图;
42.图7是本发明一种发泡混凝土搅拌注浆脱模模具系统中上模具与下模具扣合结构示意图;
43.图8是本发明一种发泡混凝土搅拌注浆脱模模具系统中上模具与下模具另一实施例扣合结构示意图。
44.附图标记说明:
45.1、原料装配区;2、搅拌发泡区;21、主体架;22、注气组件;221、进气管道;222、注气孔;223、进气通道;224、管道容纳腔;225、进气口;23、搅拌机构;231、动力轴;232、搅拌电机;233、搅拌棒;24、行走机构;241、移动平台;242、承载轨道;243、移动轮;244、动力机构;2441、双向螺杆;2442、动力件;245、横向行走轨道;246、移动槽;247、行走车;25、升降支撑组件;3、定型养护区;4、脱模切割区;5、运送组件;6、下模具;7、上模具;71、排气口;72、养护定型注气。
具体实施方式
46.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
47.本发明提供一种发泡混凝土搅拌注浆脱模方法,参照图1,包括如下步骤:
48.s1、下模具6组合成型,下模具6内表面涂抹脱模剂或脱模分,检查下模具6气密性;
49.s2、在下模具6中按照预定比例投入混凝土粉料和水,并将下模具6运送至主体架21下方;
50.s3、主体架21上装载有搅拌装置,搅拌装置对下模具6中的原料进行搅拌混合;
51.s4、主体架21上装载有且注气组件22对浆液进行注气发泡作业;
52.s5、结束发泡作业后对混凝土浆液进行养护;
53.s6、将盛有养护后的混凝土运送至上模具7下方,控制上模具7与下模具6共同进行发泡混凝土定型作业;
54.s7、定型后的发泡混凝土进行脱模、切割和后续的养护操作。
55.相较于传统混凝土生产工艺,本发明中通过将混凝土的搅拌发泡过程直接在下模具6中实现,不需要另用于搅拌混凝土浆液的搅拌装置以及用于发泡的发泡装置,同时节省了将混凝土浆液在搅拌工序以及发泡工序位置运输的运输器材和人力的投入,从而简化了生产工艺,降低来了人力物力的投入。
56.在s2中,模具内投入的混凝土粉料为粉煤灰、脱硫石膏粉、矿渣粉、水泥中的任意一种或组合。当粉料投入下模具6后,向模具中投入预定比例的进行注水作业,粉料投入作业和注水作业可以通过人工进行投入,也可以通过进料控制系统来进行精细投料控制,将水和粉料按照一定的比例投入下模具6中。
57.在完成混凝土粉料和水的投入之后,下模具6会被运送至主体架21下方,当下模具6进入主体架21下方后需要开始进行原料的搅拌,让粉料与水充分混合,形成混凝土浆液,此时参照图2,在s3中具体包括以下步骤:
58.s31、搅拌装置启动,下模具6中的混凝土粉料和水进行混合搅拌;
59.s32、主体架21上再有控制搅拌装置移动的行走机构24,启动行走机构24,控制搅拌装置在水平方向上进行移动。
60.搅拌装置起到对粉料和水的搅拌作用,同时考虑到搅拌过程中,如果搅拌装置不动,那么搅拌机构23不能直接接触到的粉料和水在搅拌装置进行搅拌时,混合效果会较差,而主体架21上的行走机构24可以控制搅拌机构23进行水平方向的移动,并且可以实现以水平面为基面建立平面坐标系,行走机构24可以控制搅拌机构23在x、y方向上均进行移动,也即使得下原料在下模具6中的搅拌效果大幅提高。
61.在完成原料的搅拌作业时,下模具6中形成混凝土浆液,此时通过注气组件22对混凝土进行注气发泡作业,也即进行s4步骤。注气组件22与搅拌组件在一些实施例中为是各自有独立部件、可独立工作的,也即搅拌装置先完成搅拌作业,注气组件22再完成注气作业;在一些实施例中注气组件22与搅拌组件是可以协同工作的,也即搅拌轴装置和注气作业同时工作,同时进行搅拌作业和注气作业。本实施例中s4步骤中,搅拌装置与注气组件22可以共同工作,在搅拌装置完成搅拌工作之后,搅拌装置不停机,此时打开注气机构,注气机构开始朝向混凝土浆液中进行注气作业,搅拌装置会将注入混凝土浆液中的大的气体泡打碎呈细小的气泡,这些细小气泡在搅拌装置的搅拌作用下会均匀快速扩散至混凝土浆液各个位置。
62.在进行注气作业时,需根据混凝土原料种类进行气体种类选择,注气气体为锅炉排放的净烟气、二氧化碳、空气、氢气中的任意一种或组合。并且考虑到混凝土浆液与注气气体的反应需要保证在一定的温度下才能效率最大化,因此在正式注气前,工作人员会通
过注气机构向混凝土浆液中注入具有一定温度的水蒸气,使得混凝土浆液能能够达到40℃左右的温度。
63.在一种实施例中,注气选择用锅炉排放的净烟气,锅炉排放的净烟气是锅炉的烟气经过脱硫脱硝以及除尘之后的烟气,由于净烟气本身自带二氧化碳,这就可以实现对混凝土浆液中进行碳封存,同时由于净烟气自身具有较高的温度可以对混凝土浆液进行温度补充,在二氧化碳与混凝土浆液进行反应阶段,混凝土溶液温度不会由于与周围环境进行热交换而消散过多,尤其是在气候寒冷的季节或地区,烟气自身的温度在发泡过程中会保证混凝土浆液的温度。同时净烟气由火力发电机组电站锅炉或炼钢厂高炉中产生的至少一部分烟气经过脱硫脱硝和除尘后得到,不仅能够实现对混凝土的碳酸化过程,同时能够有效实现对烟气中二氧化碳的捕集利用,降低碳排放。工作人员也可以通过在净烟气中注入二氧化碳气体、以及空气来调整净烟气中二氧化碳的浓度。
64.同时在注气过程中可以,可以根据注气时的温度,利用注气装置注入具有一定温度的水蒸气用于调整浆料温度,同时实现对浆料的初步蒸压养护。
65.完成注气作业之后,工作人员需要对混凝土进行定型和养护,此时可以将主体架21的搅拌装置和注气组件22从下模具6内脱离,并通过注气组件22对混凝土浆液上部空间注气以对混凝土溶液进行碳酸化养护或蒸压养护定型,在对混凝土溶液上部空间注气时选用的气体为二氧化碳气体、烟气或蒸汽中的一种或组合。
66.完成对发泡混凝土的碳酸化养护或正压养护之后,将盛有发泡混凝土的下模具6运送至上模具7下方,工作人员控制上模具7与下模具6上下贴合,从而使得发泡混凝土能够在上模具7和下模具6的作用下进行稳定快速的定型。
67.发泡混凝土在完成定型作业结束后,将发泡混凝土运送至后续工序,对发泡混凝土进行脱模、切割和后续的养护操作。
68.为了实现上述方法,本发明还提供了一种发泡混凝土搅拌注浆脱模模具系统。
69.参照图3和图4,一种发泡混凝土搅拌注浆脱模模具系统包括原料装配区1、搅拌发泡区2、定型养护区3以及脱模切割区4;
70.原料装配区1包括下模具6组装部、脱模剂涂抹部以及原料投放部;
71.搅拌发泡区2包括主体架21,主体架21上设置有注气组件22、搅拌机构23、行走机构24以及升降支撑组件25,主体架21下方设置有用于运送下模具6的运送组件5,升降支撑组件25设置于运送组件5沿运送方向两侧且与主体架21固定连接,行走机构24包括在主体架21朝向注浆模具一侧可移动设置的移动平台241,移动平台241朝向运送组件5一侧吊设搅拌装置,注气组件22包括在主体架21上设置的进气管道221,进气管道221与搅拌装置连通设置,搅拌装置与混凝土浆液接触位置设置有若干注气孔222,以使进入注气装置中的气体进入混凝土浆液中,升降支撑机构包括设置于主架体下方且对应注浆模具对称两侧的多个液压缸,本实施例中设置有4个液压缸;
72.定型养护区3包括上模具压合部;
73.脱模切割区4包括混凝土脱模部以及混凝土切割部
74.运送组件5贯穿原料装配区1、搅拌发泡区2、定型养护区3以及脱模切割区4设置,以使下模具6从在原料装配区1组装完成到脱模切割区4都可以不需要人工运输,从而节约人力成本投入,在本实施例中运送组件5选用链板式输送带。
75.在原料装配区1,下模具6组装部、脱模剂涂抹部以及原料投放部在一种实施例中由人工完成,在另一实施例中,原料装配区1中下模具6组装部、脱模剂涂抹部以及原料投放部均可以通过机械化设备实现其功能。
76.在搅拌发泡区2,为了实现对混凝土浆液的搅拌,搅拌装置包括垂直移动平台241贯穿设置的动力轴231,动力轴231朝向主体架21一端连接有搅拌电机232,动力轴231朝向注浆模具一侧沿长度方向设置有若干搅拌棒233,本实施例中搅拌棒233关于动力轴231镜像设置有一组,且搅拌棒233与动力轴231之间可拆卸固定连接,搅拌棒233与动力轴231均中空设置有进气通道223,且搅拌棒233上设置有若干注气孔222,注气孔222与进搅拌棒233中的气通道连通设置。
77.参照图4和图5,进一步的考虑到如果搅拌棒233在搅拌过程中保持位置不动,此时搅拌机构23不能直接接触到的粉料和水在搅拌装置进行搅拌时,混合效果会较差,因此设置有控制搅拌机构23移动的行走机构24,行走机构24又包括纵向移动组件和横向移动组件;
78.纵向移动组件包括沿注浆模具长度方向设置有一组供移动平台241移动的承载轨道242,移动平台241配合承载轨道242设置有移动轮243,主架体对应承载轨道242的一侧设置有控制移动平台241移动的动力机构244,动力机构244包括与移动平台241螺纹连接的双向螺杆2441,双向螺杆2441一端固定连接有动力件2442,本实施例中动力件2442设置为普通电机,在另一个实施例中,动力件2442设置为伺服电机,工作人员可以通过对伺服电机外接控制系统,从而通过控制伺服电机转速达到控制移动平台241在双向螺杆2441上移动的速度以及往返路径花费的时间;
79.横向移动组件包括沿移动平台241上表面设置的横向行走轨道245,横向行走轨道245与在水平方向上与下模具6长度方向垂直设置,移动平台241上设置有供动力轴231移动的移动槽246,移动平台241上配合横向行走轨道245设置有行走车247,行走车247自带电源,且行走车247可以往外接控制系统,工作人员可以通过控制系统预先设定或实时控制行走车247的运行轨迹,搅拌电机232设置于行走车247上,且动力轴231贯穿行走车247以及移动槽246设置。
80.当下模具6进入主体架21下方之后,工作人员首先通过升降支撑机构控制主体架21下降,可以开启搅拌电机232,通过搅拌电机232带动动力轴231进行转动,动力轴231带动搅拌棒233对下模具6中的混凝土浆料进行搅拌工作,同时开启动力件2442以及行走车247,此时动力件2442可以通过双向螺杆2441带动移动平台241沿承载轨道242移动,此时搅拌棒233可以沿长度方向进行移动;行走车247会带动搅拌装置在水平面上沿垂直下模具6长度方向移动。从而使得搅拌棒233在下模具6中的搅拌范围可以尽可能的覆盖到下模具6中的每一处空间,同时为了适应不同下模具6的深度,搅拌棒233可以沿动力轴231长度方向依次设置有若干组,进一步的适应不同深度下模具6的搅拌作业。
81.在搅拌作业完成之后,此时下模具6中的粉料以及水混合呈混凝土浆液,此时工作人员需要开始进行注气作业,在进行注气作业时,工作人员可以根据实际情况进行选择不同的作业模式,第一种,停下搅拌电机232,使得搅拌棒233处于静止状态,同时控制行走机构24移动或停止,此时通过进气口225向进气管道221中注气,气体会在注气孔222中进入搅拌棒233位置;第二种,工作人员可以保持搅拌电机232处于工作状态,并控制行走机构24移
动或停止,此时向进气口225中注气,气体会从注气口中进入混凝土浆料中,搅拌棒233的搅拌作用下,进入混凝土浆液中体积较大的气泡会被搅拌棒233与浆液之间的剪切力破碎,从而使大气泡变为小气泡,由于浆液在搅拌棒233的搅拌作用下处于流动状态,小气泡会随着浆液向远离搅拌棒233位置移动,此时气泡会快速且均匀的进入混凝土浆液中。其中注气的气体选择为锅炉排放的净烟气、二氧化碳气、空气、氢气中的任意一种或组合。
82.参照图4和图6,再进一步的,考虑到由于搅拌装置在行走机构24的控制下一直移动,进气管道221的设置必须不与移动平台241的移动以及行走车247的移动产生阻碍,因此主体架21对应移动平台241一侧设置有用于容纳进气管道221的管道容纳腔224,管道容纳腔224外设置有进气口225,且进气管道221设置为柔性管道。在一个实施例中,进气口225可以设置有多个,每个进气口225可以外接一种类气体,从而可以实现多种气体按照比例进入进气管道221;在另一个实施例中,进气口225只有一个,但是进气口225可外接集可控制多种气体进入通断的集成阀或外接气体调配系统,从而方便工作人员对进入进气管道221中的气体进行调配,实现一种或一种以上的气体进入进气管道221。
83.当下模具6中的混凝土完成搅拌发泡之后,工作做人员控制升降支撑机构使得主体架21上升,此时搅拌棒233从混凝土浆液中脱离,之后对完成发泡作业的混凝土浆液进行养护,此时工作人员已经控制升降支撑机构使主体架21带动搅拌棒233上升,也即搅拌棒233此时处于发泡混凝土的上方空间内,工作人员可以通过开启注气组件22,使得此时搅拌棒233可以在发泡混凝土上方进行碳酸化养护或蒸压养护定型,此时可以根据需求选用二氧化碳气体、净烟气以及蒸汽中的一种或组合。
84.参照图7,在搅拌发泡区2完成搅拌、发泡作业并进行初步的碳酸化养护或蒸压养护定型之后,工作人员可以通过运送组件5将盛有发泡混凝土的下模具6运送至养护定型区,养护定型区中上模具压合部设置有上模具7,上模具7呈配合下模具6设置的长方体盖状,也即上模具7具有容纳下模具6的内腔,上模具7可以扣合或压合在下模具6上方,在一种实施例中,上模具7和下模具6配合使发泡混凝土定型;参照图8,在另一种实施例中,上模具7内腔上设置有若干排气口71,排气口71外接有养护定型注气72管道,工作人员可以通过在养护定型注气72管道通入二氧化碳气体、净烟气以及蒸汽中的一种或组合,此时由于上模具7与下模具6之间的空间有限,注入的气体不易消散,更加有利于对混凝土的养护定型作业。
85.当混凝土完成定型之后,工作人员通过运送组件5将扣合或压合的上模具7和下模具6运送至脱模切割区4,脱模切割区4内的混凝土脱模部设置有脱模机,在脱模机对上模具7以及下模具6进行机械脱模之后,工作人员将从下模具6中脱离出来的混凝土运送至混凝土切割部进行切割,完成切割的混凝土即可进入下一工序进行后续加工。
86.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
87.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
88.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1