一种编织结构的复合材料电杆的制作方法
1.本发明涉及电杆技术领域,具体涉及一种编织结构的复合材料电杆。
背景技术:
2.电杆在电力、通讯及信号机柱等工程上应用十分广泛,我们常见的电杆有木质电杆、混泥土电杆和铁电杆等,其中,木质电杆具有质量轻便、绝缘等优点,缺点是结构强度较低、不防火、不耐腐蚀;混泥土电杆具有结构强度高,能承受较大的重量,缺点是体积重量庞大,安装运输不方便;铁电杆具有机械强度大,使用年限长等优点,缺点是不绝缘,对大气、水、一般浓度的酸、碱、盐以及多种油类和溶剂具有较弱的抵抗能力。
技术实现要素:
3.针对上述存在的技术不足,本发明的目的是提供一种编织结构的复合材料电杆。
4.为解决上述技术问题,本发明采用如下技术方案:本发明提供一种编织结构的复合材料电杆,包括杆身、杆端和横担,所述杆身包括第一型材,所述杆端和横担包括第二型材,所述第二型材的圆周外壁一体成型设有第二法兰环,所述所述第一型材的两端和杆端处的第二型材的两端均一体成型设有第一法兰环,所述横担处的第二型材外壁一体成型设有多个端子,所述第一型材和第二型材的内腔均设有内编织层,所述第一型材和第二型材的外壁均设有外编织层。
5.优选的一种实施案例,所述第一法兰环、第二法兰环和端子均包覆在外编织层内,所述内编织层通过缠绕模具型轴成型。
6.优选的一种实施案例,所述内编织层为浸渍有强化热固性树脂胶液的碳纤维缠绕、编织和固化形成,所述外编织层为浸渍有强化热固性树脂胶液的玻璃纤维缠绕、编织和固化形成,所述第一型材和第二型材均为聚乙烯复合材料空心管状结构。
7.优选的一种实施案例,所述内编织层的碳纤维编织层数为8-10层,厚度为18-20mm,所述外编织层的玻璃纤维编织层数为6-8层,厚度为15-17mm,所述内编织层和外编织层的均为螺旋缠绕编织,缠绕角度为5-10
°
,覆盖宽度为1/3-1/2,张力均为16-35n。
8.优选的一种实施案例,所述强化热固性树脂胶液以重量份计,其原料组成包括:乙烯基酯树脂90-100份、固化剂1-3份、促进剂0.5-2份、消泡剂0.1-1份、防老剂1-3份、石墨烯5-10份、增韧剂2-3份、填料2-3份和色浆0.5-1.5份。
9.优选的一种实施案例,所述强化热固性树脂胶液以重量份计,其原料组成包括:乙烯基酯树脂93份、固化剂1份、促进剂0.7份、消泡剂0.3份、防老剂1份、石墨烯6份、增韧剂2份、填料3份和色浆0.8份。
10.优选的一种实施案例,所述强化热固性树脂胶液以重量份计,其原料组成包括:乙烯基酯树脂96份、固化剂2份、促进剂1份、消泡剂0.5份、防老剂2份、石墨烯7份、增韧剂3份、填料2份和色浆1份。
11.优选的一种实施案例,所述强化热固性树脂胶液以重量份计,其原料组成包括:乙
烯基酯树脂98份、固化剂3份、促进剂1.5份、消泡剂0.8份、防老剂3份、石墨烯9份、增韧剂2份、填料3份和色浆1.3份。
12.优选的一种实施案例,所述促进剂为三乙醇胺、二月桂酸二丁基锡或辛酸亚锡中的一种或几种,所述防老剂为n-苯基-α-苯胺、对苯二胺或酮胺中的一种或几种,所述填料为纳米二氧化硅、碳酸钙或滑石粉中的一种。
13.优选的一种实施案例,所述端子的外壁通过伞群状的模具浇注柔性环氧树脂胶液固化成型有伞环,所述柔性环氧树脂胶液由柔性环氧树脂和固化剂按质量比(1-2):(1-2)混合形成。
14.本发明的有益效果在于:
15.1、织浸渍有强化热固性树脂胶液的碳纤维形成内编织层,然后在内编织层外侧套接第一型材或第二型材,然后在第一型材和第二型材外壁缠绕编织浸渍有强化热固性树脂胶液的玻璃纤维形成外编织层,然后转移至旋转固化炉内经低速旋转烘干、固化,通过内编织层和外编织层的强化热固性树脂固化使得电杆具有高强度、抗腐蚀和抗老化性能;
16.2、杆身、杆端和横担体积小,便于运输,安装时,将杆身和杆端间的第一法兰环通过螺栓栓接,杆端和横担间的第二法兰环通过螺栓栓接,实现电杆的快速组装使用;
17.3、端子上通过浇注柔性环氧树脂胶液固化成型有伞环,便于线路连接,且提高绝缘防腐效果;
18.4、电杆结构简便,加工工艺简单,具有良好的推广使用价值。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
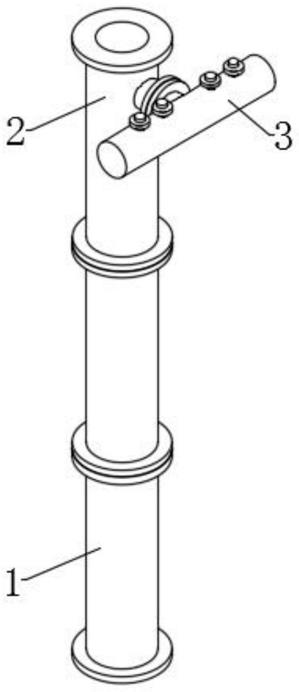
20.图1为本发明实施例提供的一种编织结构的复合材料电杆的结构示意图。
21.图2为本发明剖面结构示意图。
22.图3为本发明图2中a处放大结构示意图。
23.图4为本发明图2中b处放大结构示意图。
24.附图标记说明:1、杆身;2、杆端;3、横担;4、内编织层;5、第一型材;6、第一法兰环;7、外编织层;8、第二型材;9、第二法兰环;10、端子;11、伞环。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1:如图1至图4所示,本发明提供了一种编织结构的复合材料电杆,包括杆身1、杆端2和横担3,杆身1包括第一型材5,杆端2和横担3包括第二型材8,第二型材8的圆周外壁一体成型设有第二法兰环9,第一型材5的两端和杆端2处的第二型材8的两端均一体成
型设有第一法兰环6,横担3处的第二型材8外壁一体成型设有多个端子10,第一型材5和第二型材8的内腔均设有内编织层4,第一型材5和第二型材8的外壁均设有外编织层7。
27.进一步的,第一法兰环6、第二法兰环9和端子10均包覆在外编织层7内,内编织层4通过缠绕模具型轴成型。
28.进一步的,内编织层4为浸渍有强化热固性树脂胶液的碳纤维缠绕、编织和固化形成,外编织层7为浸渍有强化热固性树脂胶液的玻璃纤维缠绕、编织和固化形成,第一型材5和第二型材8均为聚乙烯复合材料空心管状结构。
29.进一步的,内编织层4的碳纤维编织层数为8-10层,厚度为18-20mm,外编织层7的玻璃纤维编织层数为6-8层,厚度为15-17mm,内编织层4和外编织层7的均为螺旋缠绕编织,缠绕角度为5-10
°
,覆盖宽度为1/3-1/2,张力均为16-35n。
30.进一步的,强化热固性树脂胶液以重量份计,其原料组成包括:乙烯基酯树脂93份、固化剂1份、促进剂0.7份、消泡剂0.3份、防老剂1份、石墨烯6份、增韧剂2份、填料3份和色浆0.8份。
31.进一步的,促进剂为三乙醇胺和二月桂酸二丁基锡按质量比1:1混合形成,防老剂为n-苯基-α-苯胺,填料为纳米二氧化硅。
32.进一步的,端子10的外壁通过伞群状的模具浇注柔性环氧树脂胶液固化成型有伞环11,柔性环氧树脂胶液由柔性环氧树脂和固化剂按质量比1:1混合形成。
33.在具体加工时,先向模具型轴上缠绕编织浸渍有强化热固性树脂胶液的碳纤维形成内编织层4,然后在内编织层4外侧套接第一型材5或第二型材8,然后在第一型材5和第二型材8外壁缠绕编织浸渍有强化热固性树脂胶液的玻璃纤维形成外编织层7,然后转移至旋转固化炉内经低速旋转烘干、固化,加工形成杆身1、杆端2和横担3,通过内编织层4和外编织层7的强化热固性树脂固化使得电杆具有高强度、抗腐蚀和抗老化性能,杆身1、杆端2和横担3体积小,便于运输,安装时,将杆身1和杆端2间的第一法兰环6通过螺栓栓接,杆端2和横担3间的第二法兰环9通过螺栓栓接,实现电杆的组装使用,安装便捷。
34.实施例2:如图1至图4所示,本发明提供了一种编织结构的复合材料电杆,包括杆身1、杆端2和横担3,杆身1包括第一型材5,杆端2和横担3包括第二型材8,第二型材8的圆周外壁一体成型设有第二法兰环9,第一型材5的两端和杆端2处的第二型材8的两端均一体成型设有第一法兰环6,横担3处的第二型材8外壁一体成型设有多个端子10,第一型材5和第二型材8的内腔均设有内编织层4,第一型材5和第二型材8的外壁均设有外编织层7。
35.进一步的,第一法兰环6、第二法兰环9和端子10均包覆在外编织层7内,内编织层4通过缠绕模具型轴成型。
36.进一步的,内编织层4为浸渍有强化热固性树脂胶液的碳纤维缠绕、编织和固化形成,外编织层7为浸渍有强化热固性树脂胶液的玻璃纤维缠绕、编织和固化形成,第一型材5和第二型材8均为聚乙烯复合材料空心管状结构。
37.进一步的,内编织层4的碳纤维编织层数为8-10层,厚度为18-20mm,外编织层7的玻璃纤维编织层数为6-8层,厚度为15-17mm,内编织层4和外编织层7的均为螺旋缠绕编织,缠绕角度为5-10
°
,覆盖宽度为1/3-1/2,张力均为16-35n。
38.进一步的,强化热固性树脂胶液以重量份计,其原料组成包括:乙烯基酯树脂96份、固化剂2份、促进剂1份、消泡剂0.5份、防老剂2份、石墨烯7份、增韧剂3份、填料2份和色
浆1份。
39.进一步的,促进剂为二月桂酸二丁基锡,防老剂为对苯二胺,填料为碳酸钙。
40.进一步的,端子10的外壁通过伞群状的模具浇注柔性环氧树脂胶液固化成型有伞环11,柔性环氧树脂胶液由柔性环氧树脂和固化剂按质量比1:1.5混合形成。
41.在具体加工时,先向模具型轴上缠绕编织浸渍有强化热固性树脂胶液的碳纤维形成内编织层4,然后在内编织层4外侧套接第一型材5或第二型材8,然后在第一型材5和第二型材8外壁缠绕编织浸渍有强化热固性树脂胶液的玻璃纤维形成外编织层7,然后转移至旋转固化炉内经低速旋转烘干、固化,加工形成杆身1、杆端2和横担3,通过内编织层4和外编织层7的强化热固性树脂固化使得电杆具有高强度、抗腐蚀和抗老化性能,杆身1、杆端2和横担3体积小,便于运输,安装时,将杆身1和杆端2间的第一法兰环6通过螺栓栓接,杆端2和横担3间的第二法兰环9通过螺栓栓接,实现电杆的组装使用,安装便捷。
42.实施例3:如图1至图4所示,本发明提供了一种编织结构的复合材料电杆,包括杆身1、杆端2和横担3,杆身1包括第一型材5,杆端2和横担3包括第二型材8,第二型材8的圆周外壁一体成型设有第二法兰环9,第一型材5的两端和杆端2处的第二型材8的两端均一体成型设有第一法兰环6,横担3处的第二型材8外壁一体成型设有多个端子10,第一型材5和第二型材8的内腔均设有内编织层4,第一型材5和第二型材8的外壁均设有外编织层7。
43.进一步的,第一法兰环6、第二法兰环9和端子10均包覆在外编织层7内,内编织层4通过缠绕模具型轴成型。
44.进一步的,内编织层4为浸渍有强化热固性树脂胶液的碳纤维缠绕、编织和固化形成,外编织层7为浸渍有强化热固性树脂胶液的玻璃纤维缠绕、编织和固化形成,第一型材5和第二型材8均为聚乙烯复合材料空心管状结构。
45.进一步的,内编织层4的碳纤维编织层数为8-10层,厚度为18-20mm,外编织层7的玻璃纤维编织层数为6-8层,厚度为15-17mm,内编织层4和外编织层7的均为螺旋缠绕编织,缠绕角度为5-10
°
,覆盖宽度为1/3-1/2,张力均为16-35n。
46.进一步的,强化热固性树脂胶液以重量份计,其原料组成包括:乙烯基酯树脂98份、固化剂3份、促进剂1.5份、消泡剂0.8份、防老剂3份、石墨烯9份、增韧剂2份、填料3份和色浆1.3份。
47.进一步的,促进剂为辛酸亚锡中的一种或几,防老剂为n-苯基-α-苯胺,填料为纳米二氧化硅和碳酸钙按质量比1:1的混合物。
48.进一步的,端子10的外壁通过伞群状的模具浇注柔性环氧树脂胶液固化成型有伞环11,柔性环氧树脂胶液由柔性环氧树脂和固化剂按质量比2:1.5混合形成。
49.在具体加工时,先向模具型轴上缠绕编织浸渍有强化热固性树脂胶液的碳纤维形成内编织层4,然后在内编织层4外侧套接第一型材5或第二型材8,然后在第一型材5和第二型材8外壁缠绕编织浸渍有强化热固性树脂胶液的玻璃纤维形成外编织层7,然后转移至旋转固化炉内经低速旋转烘干、固化,加工形成杆身1、杆端2和横担3,通过内编织层4和外编织层7的强化热固性树脂固化使得电杆具有高强度、抗腐蚀和抗老化性能,杆身1、杆端2和横担3体积小,便于运输,安装时,将杆身1和杆端2间的第一法兰环6通过螺栓栓接,杆端2和横担3间的第二法兰环9通过螺栓栓接,实现电杆的组装使用,安装便捷。
50.综上所述,浸渍有强化热固性树脂胶液的碳纤维形成内编织层4,然后在内编织层
4外侧套接第一型材5或第二型材8,然后在第一型材5和第二型材8外壁缠绕编织浸渍有强化热固性树脂胶液的玻璃纤维形成外编织层7,然后转移至旋转固化炉内经低速旋转烘干、固化,加工形成杆身1、杆端2和横担3,通过内编织层4和外编织层7的强化热固性树脂固化使得电杆具有高强度、抗腐蚀和抗老化性能,杆身1、杆端2和横担3体积小,便于运输,安装时,将杆身1和杆端2间的第一法兰环6通过螺栓栓接,杆端2和横担3间的第二法兰环9通过螺栓栓接,实现电杆的组装使用,端子10上通过浇注柔性环氧树脂胶液固化成型有伞环11,便于线路连接,且提高绝缘防腐效果。
51.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1