莫兰迪色彩珠光地板及其漆饰工艺的制作方法
1.本发明涉及一种珠光地板,特别是一种莫兰迪色彩珠光地板及其漆饰工艺。
背景技术:
2.珠光地板是一种基于地板表面装饰性和显示效果的新型地板。该地板通过在地板表面涂覆一种混有珠光粉或金属粉的珠光漆层,并在其表面涂覆透明面漆,使得地板在光照效果下能够形成均匀立体的闪耀光泽,即珠光效果,从而大幅提高地板表面的美观度和艳丽度。目前对该珠光漆的涂覆方式是分多道依次涂覆在地板表面的着色底层和透明面层之间,从而一方面提高珠光效果的立体感,另一方面利用多层叠加的方式使珠光的分布位置更加均匀,避免出现因珠光粉或金属粉搅拌不匀造成的过度密集或过度稀疏的问题。
3.但在实际涂装时,多层叠加的珠光漆层在涂覆过程中会对地板表面的自然纹理进行遮盖,使得地板表面在成型后显示出单一和色彩和珠光效果,而无法观察到地板原有的木质纹理。该饰面效果虽然在作用于部分木纹效果较差的木材时能够起到遮挡效果,使木板的外观效果保持一致;但对于纹理美观的优质板材而言,木纹的缺失不仅会造成资源的浪费,并且外观统一的地板还会失去木材原有的不规则性和自然性,从而失去了木材的特质并容易造成使用者在长期使用后的审美疲劳和厌烦。
4.此外,现有对珠光漆的上漆方法是将珠光漆经上漆装置输送至双辊涂布机的涂料辊的顶部,然后由涂料辊的表面附着珠光漆后对地板进行辊涂。但珠光漆在漆桶内的静置等待过程中会产生一定的积聚沉淀,使得珠光漆在涂料时并无法保证良好的均匀度。针对该问题,厂家目前的解决方法仅是定期对漆桶内的珠光漆进行手动搅拌,该方式虽能保证大部分珠光粉的均匀度,但仍会出现少量珠光粉的积聚沉淀。这也使得目前的厂家需要分多道对珠光漆进行涂覆以提高珠光层的均匀度。
5.因此,现有的珠光地板无法在保证珠光均匀度和立体感的同时显示出地板表面的木纹效果。
技术实现要素:
6.本发明的目的在于,提供一种莫兰迪色彩珠光地板及其漆饰工艺。它能够显示出地板表面的木纹效果,并提高表面珠光层的均匀度和立体感。
7.本发明的技术方案:莫兰迪色彩珠光地板,包括地板本体,地板本体的表面依次涂覆有水性着色层、透明底漆层、珠光层和透明面漆层,所述珠光层由珠光漆或金属漆一次涂覆而成,珠光层的涂布量为5~20g/m2。
8.前述的莫兰迪色彩珠光地板中,所述透明底漆层由透明砂光漆涂覆而成。
9.前述的莫兰迪色彩珠光地板中,所述透明底漆层由透明砂光漆和珠光漆相互混合后涂覆而成,或透明底漆层由透明砂光漆和金属漆相互混合后涂覆而成。
10.前述的莫兰迪色彩珠光地板的漆饰工艺,包括以下步骤:
11.①
对地板本体的表面涂覆水性着色层,得a品;
12.②
对a品的表面涂覆透明底漆层,得b品;
13.③
对b品的表面涂覆珠光层,得c品;
14.④
对b品的表面涂覆透明面漆层,得成品。
15.前述的漆饰工艺中,所述步骤
②
中的透明底漆层由透明砂光漆涂覆而成,所述步骤
③
中的珠光层由透明砂光漆和珠光粉按30~50:1的质量比混合而成,珠光层的涂布量为10g/m2。
16.前述的漆饰工艺中,所述步骤
②
中的透明底漆层由透明砂光漆和珠光漆按1~3:1的质量比相互混合后涂覆而成,透明底漆层的涂布量为20g/m2;所述步骤
③
中的珠光层由珠光漆涂覆而成,珠光层的涂布量为5g/m2,所述步骤
②
和步骤
③
中的珠光漆均由透明砂光漆和珠光粉按30~50:1的质量比混合而成。
17.前述的漆饰工艺中,所述步骤
②
中的透明底漆层由透明砂光漆涂覆而成,所述步骤
③
中的珠光层由金属漆涂布而成,珠光层的涂布量为20g/m2。
18.前述的漆饰工艺中,所述步骤
②
中的透明底漆层由透明砂光漆和金属漆按2~4:1的质量比相互混合后涂覆而成,透明底漆层的涂布量为20g/m2;所述步骤
③
中的珠光层由金属漆涂覆而成,珠光层的涂布量为10g/m2。
19.前述的漆饰工艺中,所述透明底漆层和/或珠光层经双辊涂布机涂覆至地板本体表面,双辊涂布机的外部连接有上漆装置,所述上漆装置包括连接漆桶的进漆管,进漆管的端部连接有混料槽,混料槽内并排设有两个搅拌杆,两个搅拌杆的外部设有连接混料槽的置料架,置料架和混料槽之间形成出料通道,出料通道的底部连接有出料管,出料管的端部延伸至双辊涂布机的中部上方。
20.前述的漆饰工艺中,所述置料架的两侧设有挡板,挡板外侧设有滑动连接置料架的溢流板,溢流板的下端延伸至置料架的下方,溢流板的上端延伸至置料架的上方,挡板和溢流板上均分布有若干透孔,透孔上方的挡板和溢流板形成折叠部,挡板和溢流板上的透孔呈上下错位设置;所述溢流板的一端顶部设有延伸至混料槽外侧的控制杆,两侧溢流板的控制杆之间经横杆相互连接,横杆的外部连接有调节螺钉,调节螺钉上设有c字形截面的环形搭块,环形搭块和横杆之间相互扣合,调节螺钉的下端螺纹连接有滑块,滑块的外部连接伸缩杆。
21.与现有技术相比,本发明具有以下特点:
22.(1)本发明通过将珠光层由珠光漆或金属漆一次涂覆而成,能够有效减少珠光层对地板本体表面纹理的遮盖;通过向透明底漆层中少量混合珠光漆,一方面能够提高珠光层的均匀度和立体感,另一方面还能够进一步减少珠光层所需的厚度,从而提高木纹的清晰度;
23.(2)在上述基础上,本发明针对金属漆和珠光漆的漆型进一步限定了对应的涂布量和漆饰工艺,从而使本发明在涂覆金属漆和珠光漆后均能够显示出木纹效果;
24.(3)针对透明底漆层在上漆时需要由透明砂光漆和珠光漆,或透明砂光漆和金属漆进行进一步混合,从而使两者因混合不均导致珠光效果均匀度下降的问题;本发明进一步优化了双辊涂布机的上漆装置,通过置料架和搅拌杆的结构配合,能够对两种漆料在上漆前进行搅拌,从而一方面进一步提高珠光粉在珠光漆内,以及金属粉在金属漆内的均匀度,另一方面还能够提高透明底漆层中两种漆型的混合均匀度,进而使本发明均需单层或
双层复合便能达到其珠光效果,从而使木纹效果得以体现;
25.(4)针对不同漆料在不同混合比例下的混合效果不同,本发明还进一步优化了溢流板的调节结构,通过混料槽和置料架的配合,使得漆料在进入后先在置料架内进行搅拌,待搅拌完全后再经出料通道流至混料槽底部进行出料,且搅拌过程中通过挡板和溢流板的错位进行出料,从而使厂家能够针对不同漆料具体设置对应的搅拌时间,保证漆料的均匀度;
26.(5)针对不同工位上漆料的供应量不同,本发明还进一步优化了挡板和溢流板的结构,使得溢流板能够通过调节螺钉和环形搭块配合调整其高度位置,进而改变置料架的容纳空间,从而使置料架能够一次性对不同体积的漆料进行搅拌;而在上述基础上,使得厂家能够使出料通道内漆料的排放效率和置料架的输送效率调整至一致,即减少珠光粉或金属粉漆料在上漆前的静置等待时间,进而避免珠光粉或金属粉漆料在静置等待过程中的沉淀;而在上述配合下,本发明仅通过涂布量为5~20g/m2的珠光层便能达到稳定的均匀度,实现了单层珠光层在珠光地板中的应用;
27.所以,本发明能够显示出地板表面的木纹效果,并提高表面珠光层的均匀度和立体感。
附图说明
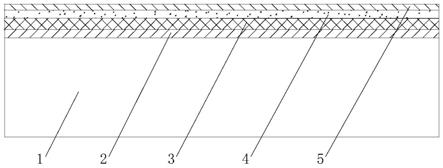
28.图1是珠光地板的结构示意图;
29.图2是上漆装置的结构示意图;
30.图3是图2的剖面视图;
31.图4是实施例1和3中上漆装置的结构示意图。
32.图5是溢流板在升高后的结构示意图。
33.附图中的标记为:1-地板本体,2-水性着色层,3-透明底漆层,4-珠光层,5-透明面漆层,6-进漆管,7-混料槽,8-搅拌杆,9-置料架,10-出料通道,11-出料管,12-挡板,13-溢流板,14-折叠部,15-控制杆,16-横杆,17-调节螺钉,18-环形搭块,19-滑块。
具体实施方式
34.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
35.实施例1。莫兰迪色彩珠光地板(单层珠光层的珠光地板),构成如图1所示,包括地板本体1,地板本体1的表面依次涂覆有水性着色层2、透明底漆层3、珠光层4和透明面漆层5,所述珠光层4由珠光漆一次涂覆而成,珠光层4的涂布量为10g/m2。
36.所述透明底漆层3由透明砂光漆涂覆而成。
37.所述莫兰迪色彩珠光地板的漆饰工艺,包括以下步骤:
38.①
对地板本体的表面涂覆水性着色层,且地板本体在涂覆后能够显示出表面的木纹经脉,得a品;
39.②
对a品的表面涂覆透明底漆层,得b品;
40.③
对b品的表面涂覆珠光层,得c品;
41.④
对b品的表面涂覆透明面漆层,得成品。
42.所述步骤
②
中的透明底漆层由透明砂光漆涂覆而成,所述步骤
③
中的珠光层由透明砂光漆和珠光粉按40:1的质量比混合而成,珠光层的涂布量为10g/m2。
43.所述珠光层经双辊涂布机涂覆至地板本体表面,双辊涂布机的外部连接有上漆装置,所述上漆装置,构成如图2和4所示,包括连接漆桶的进漆管6,进漆管6上连接有上漆泵,进漆管6的端部连接有混料槽7,混料槽7内并排设有两个搅拌杆8,两个搅拌杆8之间齿轮连接且转动方向相反,其中一个搅拌杆8的外部经皮带轮连接双辊涂布机的上漆辊,两个搅拌杆8的外部设有连接混料槽7的置料架9,置料架9和混料槽7之间形成出料通道10,出料通道10的底部连接有出料管11,出料管11的端部延伸至双辊涂布机的中部上方。
44.所述置料架9的两侧设有挡板12,挡板12外侧设有滑动连接置料架9的溢流板13,溢流板13的下端延伸至置料架9的下方,溢流板13的上端延伸至置料架9的上方,挡板12和溢流板13上均分布有若干透孔,透孔上方的挡板12和溢流板13形成折叠部14,挡板12和溢流板13上的透孔呈上下错位设置;所述溢流板13的一端顶部设有延伸至混料槽7外侧的控制杆15,两侧溢流板13的控制杆15之间经横杆16相互连接,横杆16的外部连接有调节螺钉17,调节螺钉17上设有c字形截面的环形搭块18,环形搭块18和横杆16之间相互扣合,调节螺钉17的下端螺纹连接有滑块19,滑块19的外部连接伸缩杆,该伸缩杆可选用气缸。
45.本发明的工作原理:本发明在使用前,操作人员根据漆料种类和比例确定漆料在置料架9内的搅拌时间,使漆料在指定时间内能够搅拌均匀。
46.使用时,由上漆泵将漆桶内的珠光漆送入置料架9内进行搅拌,由于珠光漆所需的搅拌均匀度要求不高,使得厂家基于搅拌时间将漆桶内的珠光漆按指定的输送量持续送入置料架9内,且置料架9内的珠光漆在搅拌后从溢流板13的上方溢出并进入出料通道10内,从而从出料管11直接排出。即伸缩杆和滑块19在搅拌过程中保持静止状态,漆料仅在上漆泵的作用下自然流动,从而提高对珠光漆的输送效率。珠光漆在进入双辊涂布机后随涂料辊辊涂至地板表面,从而实现对地板本体1的上漆效果。
47.实施例2。莫兰迪色彩珠光地板(多层复合型珠光地板),构成如图1所示,包括地板本体1,地板本体1的表面依次涂覆有水性着色层2、透明底漆层3、珠光层4和透明面漆层5,所述珠光层4由珠光漆一次涂覆而成,珠光层4的涂布量为5g/m2。
48.所述透明底漆层3由透明砂光漆和珠光漆相互混合后涂覆而成。
49.所述莫兰迪色彩珠光地板的漆饰工艺,包括以下步骤:
50.①
对地板本体的表面涂覆水性着色层,且地板本体在涂覆后能够显示出表面的木纹经脉,得a品;
51.②
对a品的表面涂覆透明底漆层,得b品;
52.③
对b品的表面涂覆珠光层,得c品;
53.④
对b品的表面涂覆透明面漆层,得成品。
54.所述步骤
②
中的透明底漆层由透明砂光漆和珠光漆按2:1的质量比相互混合后涂覆而成,透明底漆层的涂布量为20g/m2;所述步骤
③
中的珠光层由珠光漆涂覆而成,珠光层的涂布量为5g/m2,所述步骤
②
和步骤
③
中的珠光漆均由透明砂光漆和珠光粉按40:1的质量比混合而成。
55.所述透明底漆层和珠光层经双辊涂布机涂覆至地板本体表面,双辊涂布机的外部连接有上漆装置,所述上漆装置,构成如图3和5所示,包括连接漆桶的进漆管6,进漆管6上
连接有上漆泵,进漆管6的端部连接有混料槽7,混料槽7内并排设有两个搅拌杆8,两个搅拌杆8之间齿轮连接且转动方向相反,其中一个搅拌杆8的外部经皮带轮连接双辊涂布机的上漆辊,两个搅拌杆8的外部设有连接混料槽7的置料架9,置料架9和混料槽7之间形成出料通道10,出料通道10的底部连接有出料管11,出料管11的端部延伸至双辊涂布机的中部上方。
56.所述置料架9的两侧设有挡板12,挡板12外侧设有滑动连接置料架9的溢流板13,溢流板13的下端延伸至置料架9的下方,溢流板13的上端延伸至置料架9的上方,挡板12和溢流板13上均分布有若干透孔,透孔上方的挡板12和溢流板13形成折叠部14,挡板12和溢流板13上的透孔呈上下错位设置;所述溢流板13的一端顶部设有延伸至混料槽7外侧的控制杆15,两侧溢流板13的控制杆15之间经横杆16相互连接,横杆16的外部连接有调节螺钉17,调节螺钉17上设有c字形截面的环形搭块18,环形搭块18和横杆16之间相互扣合,调节螺钉17的下端螺纹连接有滑块19,滑块19的外部连接伸缩杆,该伸缩杆可选用气缸。
57.与实施例1相比,本实施例在珠光层4涂覆前,通过将珠光漆与透明砂光漆相互混合后形成透明底漆层3,能够使珠光粉能够形成多层立体效果,从而相比单个珠光层4的结构能够提高其整体的美观度。在此基础上,通过对透明底漆层3混合比例的限定以及对珠光层4的涂布量限定,则使地板本体1在上漆后仍能够显示出表面木纹效果,从而提高地板的自然度和美观度。
58.针对珠光漆与透明砂光漆的混合效果,本实施例在上漆前,先根据该工位双辊涂布机所需的进漆量调整置料架9的容纳体积,使得置料架9内漆料的搅拌效率能够与双辊涂布机的进漆量保持基本一致,即减少漆料在搅拌后的静置等待时间。置料架9在调节时,操作人员转动调节螺钉17使环形搭块18经横杆16和控制杆15带动两侧溢流板13上升,溢流板13上升后其折叠部14超出挡板12使得置料架9两侧侧壁的高度伸长,从而增加置料架9的容纳体积;同时位于溢流板13最上方的透孔被挡板12的折叠部14遮挡,即保证置料架9的封闭效果。
59.在上漆时,分次将定量的珠光漆与透明砂光漆一同送入置料架9内,然后利用搅拌杆8对该漆料进行搅拌。搅拌至指定时间后,伸缩杆带动滑块19上升,使溢流板13和挡板12上的透孔相互连通,即置料架9内的漆料能够穿过透孔迅速流至出料通道10内,并从出料管11直排排出,从而减少出料通道10内漆料的堆积等待。而通过上述配合,能够使珠光漆与透明砂光漆在涂漆前搅拌指定时间,保证漆料的均匀度。
60.实施例3。莫兰迪色彩珠光地板(单层金属漆的珠光地板),构成如图1所示,包括地板本体1,地板本体1的表面依次涂覆有水性着色层2、透明底漆层3、珠光层4和透明面漆层5,所述珠光层4由金属漆一次涂覆而成,珠光层4的涂布量为20g/m2。
61.所述透明底漆层3由透明砂光漆涂覆而成。
62.所述莫兰迪色彩珠光地板的漆饰工艺,包括以下步骤:
63.①
对地板本体的表面涂覆水性着色层,且地板本体在涂覆后能够显示出表面的木纹经脉,得a品;
64.②
对a品的表面涂覆透明底漆层,得b品;
65.③
对b品的表面涂覆珠光层,得c品;
66.④
对b品的表面涂覆透明面漆层,得成品。
67.所述步骤
②
中的透明底漆层由透明砂光漆涂覆而成,所述步骤
③
中的珠光层由金
属漆涂布而成,金属漆为市售的常规金属漆型,珠光层的涂布量为20g/m2。
68.所述珠光层经双辊涂布机涂覆至地板本体表面,双辊涂布机的外部连接有上漆装置,所述上漆装置,构成如图2和4所示,包括连接漆桶的进漆管6,进漆管6上连接有上漆泵,进漆管6的端部连接有混料槽7,混料槽7内并排设有两个搅拌杆8,两个搅拌杆8之间齿轮连接且转动方向相反,其中一个搅拌杆8的外部经皮带轮连接双辊涂布机的上漆辊,两个搅拌杆8的外部设有连接混料槽7的置料架9,置料架9和混料槽7之间形成出料通道10,出料通道10的底部连接有出料管11,出料管11的端部延伸至双辊涂布机的中部上方。
69.所述置料架9的两侧设有挡板12,挡板12外侧设有滑动连接置料架9的溢流板13,溢流板13的下端延伸至置料架9的下方,溢流板13的上端延伸至置料架9的上方,挡板12和溢流板13上均分布有若干透孔,透孔上方的挡板12和溢流板13形成折叠部14,挡板12和溢流板13上的透孔呈上下错位设置;所述溢流板13的一端顶部设有延伸至混料槽7外侧的控制杆15,两侧溢流板13的控制杆15之间经横杆16相互连接,横杆16的外部连接有调节螺钉17,调节螺钉17上设有c字形截面的环形搭块18,环形搭块18和横杆16之间相互扣合,调节螺钉17的下端螺纹连接有滑块19,滑块19的外部连接伸缩杆,该伸缩杆可选用气缸。
70.相对于实施例1,本实施例采用金属漆代替珠光漆对地板表面进行涂覆,使得地板表面能够展现出不同与珠光漆的珠光效果,增大地板品种的多样性。针对金属漆的实际涂覆效果,本实施例进一步限定了金属漆的涂布量,从而使地板本体1表面的木纹纹理得以展现。
71.实施例4。莫兰迪色彩珠光地板(多层金属漆的复合型珠光地板),构成如图1所示,包括地板本体1,地板本体1的表面依次涂覆有水性着色层2、透明底漆层3、珠光层4和透明面漆层5,所述珠光层4由金属漆一次涂覆而成,珠光层4的涂布量为10g/m2。
72.所述透明底漆层3由透明砂光漆和金属漆相互混合后涂覆而成。
73.所述莫兰迪色彩珠光地板的漆饰工艺,包括以下步骤:
74.①
对地板本体的表面涂覆水性着色层,且地板本体在涂覆后能够显示出表面的木纹经脉,得a品;
75.②
对a品的表面涂覆透明底漆层,得b品;
76.③
对b品的表面涂覆珠光层,得c品;
77.④
对b品的表面涂覆透明面漆层,得成品。
78.所述步骤
②
中的透明底漆层由透明砂光漆和金属漆按4:1的质量比相互混合后涂覆而成,透明底漆层的涂布量为20g/m2;所述步骤
③
中的珠光层由金属漆涂覆而成,珠光层的涂布量为10g/m2。
79.所述透明底漆层和珠光层经双辊涂布机涂覆至地板本体表面,双辊涂布机的外部连接有上漆装置,所述上漆装置,构成如图3和5所示,包括连接漆桶的进漆管6,进漆管6上连接有上漆泵,进漆管6的端部连接有混料槽7,混料槽7内并排设有两个搅拌杆8,两个搅拌杆8之间齿轮连接且转动方向相反,其中一个搅拌杆8的外部经皮带轮连接双辊涂布机的上漆辊,两个搅拌杆8的外部设有连接混料槽7的置料架9,置料架9和混料槽7之间形成出料通道10,出料通道10的底部连接有出料管11,出料管11的端部延伸至双辊涂布机的中部上方。
80.所述置料架9的两侧设有挡板12,挡板12外侧设有滑动连接置料架9的溢流板13,溢流板13的下端延伸至置料架9的下方,溢流板13的上端延伸至置料架9的上方,挡板12和
溢流板13上均分布有若干透孔,透孔上方的挡板12和溢流板13形成折叠部14,挡板12和溢流板13上的透孔呈上下错位设置;所述溢流板13的一端顶部设有延伸至混料槽7外侧的控制杆15,两侧溢流板13的控制杆15之间经横杆16相互连接,横杆16的外部连接有调节螺钉17,调节螺钉17上设有c字形截面的环形搭块18,环形搭块18和横杆16之间相互扣合,调节螺钉17的下端螺纹连接有滑块19,滑块19的外部连接伸缩杆,该伸缩杆可选用气缸。
81.相对于实施例3,本实施例将金属漆和透明砂光漆相互混合后形成透明底漆层3,并对应减少珠光层4的涂布量,使得地板能够在保证木纹显示效果的同时提高金属效果的立体感。通过对上漆装置和使用方法的设置,使得操作人员能够根据金属漆特定的混合比例相应调整其搅拌时间和每次的搅拌量,进而使其在用于金属漆和珠光漆时均能够保证其漆料的均匀度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1