一种磁芯生产用成型压制装置的制作方法
1.本技术涉及磁芯压制技术领域,尤其涉及一种磁芯生产用成型压制装置。
背景技术:
2.磁芯是指由各种氧化铁混合物组成的一种烧结磁性金属氧化物。例如,锰-锌铁氧体和镍-锌铁氧体是典型的磁芯体材料。锰-锌铁氧体具有高磁导率和高磁通密度的特点,且具有较低损耗的特性。镍-锌铁氧体具有极高的阻抗率、不到几百的低磁导率等特性。铁氧体磁芯用于各种电子设备的线圈和变压器中。
3.现有技术中通常采用压制工艺对磁芯进行压制成型,例如将原材料粉末填充到型腔内,然后使用压头挤压,使填充的粉末在型腔内成型。现有技术中的压制装置通常包括压头、顶套、型芯、下模以及底板,下模与底板固定连接,下模上设有型腔,顶套插接在型腔内,型芯插接在顶套内,且型芯位于型腔内,型芯与底板固定连接,顶套的顶面低于下模和型芯的顶面。工作过程中,将原材料粉末填充在型腔内,压头从型腔的上方压入,压实成型后,压头向上运动从型腔内退出,顶套向上运动,将成型后的磁芯从型腔内顶出。
4.顶套顶出型芯的过程中,由于磁芯的内壁与型芯的外壁之间压紧配合,磁芯与型芯相对滑动时受到的摩擦力较大,并且摩擦产生热量,不仅导致能耗高,磁芯的磨损严重,并且可能导致磁芯摩擦过程中发生震动而破裂。
技术实现要素:
5.本技术提供一种磁芯生产用成型压制装置,用于降低磁芯被顶出的过程中磁芯内壁与型芯外壁之间的摩擦阻力。
6.为达到上述目的,本技术的实施例提出如下技术方案:
7.一种磁芯生产用成型压制装置,包括下模、顶套、型芯和底板,所述下模位于所述底板的上方,所述下模与所述底板固定连接,所述下模上设有型腔,所述型腔沿竖直方向贯穿所述底板,所述顶套和所述型芯竖直设置,所述顶套插接在所述型腔内部,所述顶套的外壁与所述型腔的内壁沿竖直方向滑动连接,所述型芯插接在所述顶套内部,所述顶套的内壁与所述型芯的外壁沿竖直方向滑动连接,所述顶套的顶面低于所述型芯的顶面和所述下模的顶面,所述型芯的上端位于所述型腔的内部,还包括驱动装置和传动组件,所述驱动装置固定设置在所述底板上,所述驱动装置通过所述传动组件与所述型芯传动连接,所述型芯与所述底板转动连接,所述驱动装置用于驱动所述型芯旋转。
8.一些实施方式中,所述传动组件包括主动齿轮、从动齿轮、导向套和顶块,所述导向套竖直设置,所述导向套的下端与所述底板固定连接,所述下模位于所述导向套的上方,所述下模的下表面与所述导向套的顶面固定连接;
9.所述从动齿轮与所述型芯固定连接,所述从动齿轮的中轴线与所述型芯的中轴线位于同一直线上,所述主动齿轮与所述底板转动连接,所述主动齿轮与所述从动齿轮啮合传动连接,所述驱动装置与所述主动齿轮传动连接;
10.所述顶块与所述型芯螺纹连接,所述顶块与所述型芯螺纹连接的中轴线与所述型芯的中轴线平行,所述顶块与所述底板沿竖直方向滑动连接,所述顶套位于所述顶块的上方;
11.所述型芯、所述顶套、所述顶块位于所述导向套内部,所述导向套的中轴线与所述型芯的中轴线位于同一直线上。
12.一些实施方式中,所述顶套的下端固定连接有定位板,所述定位板位于所述顶块的上方,所述定位板为圆盘状,所述定位板与所述型芯沿竖直方向滑动连接,所述定位板的外侧面与所述导向套的内壁沿竖直方向滑动连接。
13.一些实施方式中,所述导向套的内壁上固定连接有定位套,所述定位套的中轴线与所述型芯的中轴线位于同一直线上,所述定位套位于所述定位板的下方。
14.一些实施方式中,所述型芯上套接有推力轴承,所述推力轴承位于所述顶块和所述定位板之间,所述推力轴承的下端与所述顶块的上端沿竖直方向抵接。
15.一些实施方式中,所述传动组件还包括传动轴,所述传动轴位于所述导向套内部,所述传动轴与所述型芯平行,所述传动轴的下端与所述底板转动连接,所述主动齿轮与所述传动轴固定连接。
16.一些实施方式中,所述传动组件还包括主动链轮、从动链轮和传动链条,所述从动链轮与所述传动轴固定连接,所述主动链轮与所述驱动装置传动连接,所述主动链轮位于所述导向套的外部,所述传动链条分别与所述主动链轮以及所述从动链轮啮合传动连接。
17.一些实施方式中,所述导向套的侧壁上设有通孔,所述通孔沿所述导向套的径向贯穿所述导向套,所述传动链条位于所述通孔内侧。
18.一些实施方式中,所述驱动装置包括伺服电机,所述伺服电机的壳体与所述底板固定连接,所述伺服电机的输出轴与所述主动链轮固定连接。
19.一些实施方式中,所述磁芯生产用成型压制装置还包括若干个导向柱,所述导向柱位于所述导向套的内部,所述导向柱与所述型芯平行,所述导向柱绕所述型芯等角度圆周阵列分布,所述导向柱的下端与所述底板固定连接,所述导向柱的上端与所述下模固定连接,所述定位板与所述导向柱沿竖直方向滑动连接,所述顶块与所述导向柱沿竖直方向滑动连接。
20.有益效果:
21.本技术提供的磁芯生产用成型压制装置,在工作过程中,驱动装置通过传动组件带动型芯旋转,型芯通过螺纹连接的方式带动顶套向下运动,使顶套的顶面运动至预设位置,将原材料粉末填充到型腔内,压机带动压头由上至下压入型腔,将原材料粉末压实至结合成一体,使磁芯被压制成型,压机带动压头从型腔中向上运动退出,驱动装置通过传动组件带动磁芯反转,带动顶套向上运动,将成型后的磁芯从型腔内向上顶出。在顶出的同时,磁芯旋转,磁芯的外壁与磁芯的内壁之间相对运动路径成螺旋状,延长了阻力做功路径的长度,减小了磁芯与型芯之间受到的最大阻力值,从而减小瞬时产生的热量,由热胀冷缩原理可知能够减小阻力做的总功,达到节能效果,并且由于减小了最大的阻力值,因此可以减小磁芯表面磨损程度,并且降低磁芯因摩擦过程震动发生破裂的可能性。
附图说明
22.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1是本技术实施例中磁芯生产用成型压制装置的结构示意图;
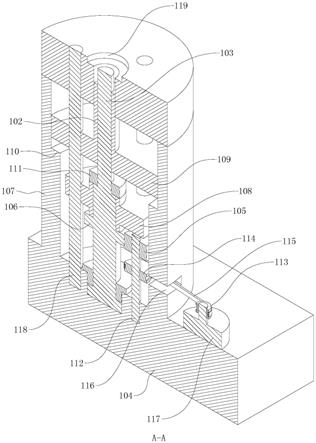
24.图2是图1中沿a-a方向的立体剖视图。
25.附图标记:
26.101、下模;102、顶套;103、型芯;104、底板;105、主动齿轮;106、从动齿轮;107、导向套;108、顶块;109、定位板;110、定位套;111、推力轴承;112、传动轴;113、主动链轮;114、从动链轮;115、传动链条;116、通孔;117、伺服电机;118、导向柱;119、型腔。
具体实施方式
27.下面结合附图和实施例对本技术的实施方式作进一步详细描述。以下实施例用于说明本技术,但不能用来限制本技术的范围。
28.在本技术实施例的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
29.在本技术实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术实施例中的具体含义。
30.在本技术实施例中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一特征直接与第二特征接触,或第一特征间接与第二特征通过中间媒介接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅表示第一特征水平高度小于第二特征。
31.在本说明书的描述中,参考术语“具体示例”、“一个实施例”、“示例”、“一些实施例”、“一些示例”、“一些实施方式”或“可能的实施方式”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术实施例的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
32.如图1和图2所示,在本技术的实施例中,提供一种磁芯生产用成型压制装置,包括
下模101、顶套102、型芯103和底板104,下模101位于底板104的上方,下模101与底板104固定连接,下模101上设有型腔119,型腔119沿竖直方向贯穿底板104,顶套102和型芯103竖直设置,顶套102插接在型腔119内部,顶套102的外壁与型腔119的内壁沿竖直方向滑动连接,型芯103插接在顶套102内部,顶套102的内壁与型芯103的外壁沿竖直方向滑动连接,顶套102的顶面低于型芯103的顶面和下模101的顶面,型芯103的上端位于型腔119的内部,还包括驱动装置和传动组件,驱动装置固定设置在底板104上,驱动装置通过传动组件与型芯103传动连接,型芯103与底板104转动连接,驱动装置用于驱动型芯103旋转。
33.本实施例提供的磁芯生产用成型压制装置,在工作过程中,驱动装置通过传动组件带动型芯103旋转,型芯103通过螺纹连接的方式带动顶套102向下运动,使顶套102的顶面运动至预设位置,将原材料粉末填充到型腔119内,压机带动压头由上至下压入型腔119,将原材料粉末压实至结合成一体,使磁芯被压制成型,压机带动压头从型腔119中向上运动退出,驱动装置通过传动组件带动磁芯反转,带动顶套102向上运动,将成型后的磁芯从型腔119内向上顶出。在顶出的同时,磁芯旋转,磁芯的外壁与磁芯的内壁之间相对运动路径成螺旋状,延长了阻力做功路径的长度,减小了磁芯与型芯103之间受到的最大阻力值,从而减小瞬时产生的热量,由热胀冷缩原理可知能够减小阻力做的总功,达到节能效果,并且由于减小了最大的阻力值,因此可以减小磁芯表面磨损程度,并且降低磁芯因摩擦过程震动发生破裂的可能性。
34.一些实施方式中,传动组件包括主动齿轮105、从动齿轮106、导向套107和顶块108,导向套107竖直设置,导向套107的下端与底板104固定连接,下模101位于导向套107的上方,下模101的下表面与导向套107的顶面固定连接;从动齿轮106与型芯103固定连接,从动齿轮106的中轴线与型芯103的中轴线位于同一直线上,主动齿轮105与底板104转动连接,主动齿轮105与从动齿轮106啮合传动连接,驱动装置与主动齿轮105传动连接;顶块108与型芯103螺纹连接,顶块108与型芯103螺纹连接的中轴线与型芯103的中轴线平行,顶块108与底板104沿竖直方向滑动连接,顶套102位于顶块108的上方;型芯103、顶套102、顶块108位于导向套107内部,导向套107的中轴线与型芯103的中轴线位于同一直线上。
35.一些实施方式中,顶套102的下端固定连接有定位板109,定位板109位于顶块108的上方,定位板109为圆盘状,定位板109与型芯103沿竖直方向滑动连接,定位板109的外侧面与导向套107的内壁沿竖直方向滑动连接。
36.通过上述实施方式,定位板109与导向套107沿竖直方向滑动连接,在顶套102沿竖直方向运动的过程中,能够对顶套102沿竖直方向进行导向,使顶套102沿竖直方向运动的过程中更加平稳,提高运动过程中顶套102与型腔119以及顶套102与型芯103之间的同轴度,从而减小顶套102与型腔119内壁以及顶套102与型芯103外壁之间的摩擦力,减小下模101、顶套102以及型芯103的磨损,延长磁芯生产用成型压制装置的使用寿命。
37.一些实施方式中,导向套107的内壁上固定连接有定位套110,定位套110的中轴线与型芯103的中轴线位于同一直线上,定位套110位于定位板109的下方。
38.通过上述实施方式,定位板109向下运动至最低位置时,定位套110的上端面与定位板109的下表面沿竖直方向抵接,对定位板109进行限位,避免顶套102的顶面下行的行程过大。
39.一些实施方式中,型芯103上套接有推力轴承111,推力轴承111位于顶块108和定
位板109之间,推力轴承111的下端与顶块108的上端沿竖直方向抵接。
40.一些实施方式中,传动组件还包括传动轴112,传动轴112位于导向套107内部,传动轴112与型芯103平行,传动轴112的下端与底板104转动连接,主动齿轮105与传动轴112固定连接。
41.一些实施方式中,传动组件还包括主动链轮113、从动链轮114和传动链条115,从动链轮114与传动轴112固定连接,主动链轮113与驱动装置传动连接,主动链轮113位于导向套107的外部,传动链条115分别与主动链轮113以及从动链轮114啮合传动连接。
42.通过上述实施方式,驱动装置带动主动链轮113旋转,主动链轮113通过传动链条115带动从动链轮114旋转,从动链轮114带动传动轴112旋转,传动轴112带动主动齿轮105旋转,主动齿轮105再带动从动齿轮106旋转,从动齿轮106带动型芯103旋转,型芯103通过螺纹传动的方式带动顶块108上下运动。链轮链条传动和齿轮传动不会发生打滑导致传动失效的情况,可以保证型芯103与顶块108沿竖直方向的相对位置稳定保持在预设范围之内。
43.一些实施方式中,导向套107的侧壁上设有通孔116,通孔116沿导向套107的径向贯穿导向套107,传动链条115位于通孔116内侧。
44.一些实施方式中,驱动装置包括伺服电机117,伺服电机117的壳体与底板104固定连接,伺服电机117的输出轴与主动链轮113固定连接。
45.通过上述实施方式,伺服电机117能够精确地通过传动组件带动型芯103旋转,精确控制型芯103旋转的角度以及圈数,从而精确控制顶套102上升或下降的行程。
46.一些实施方式中,磁芯生产用成型压制装置还包括若干个导向柱118,导向柱118位于导向套107的内部,导向柱118与型芯103平行,导向柱118绕型芯103等角度圆周阵列分布,导向柱118的下端与底板104固定连接,导向柱118的上端与下模101固定连接,定位板109与导向柱118沿竖直方向滑动连接,顶块108与导向柱118沿竖直方向滑动连接。
47.通过上述实施方式,导向柱118能够对顶块108、定位板109沿竖直方向进行导向,使顶块108、定位板109、顶套102沿竖直方向运动更加平稳,同时导向柱118的上端对下模101做进一步固定,提高下模101与底板104之间的连接紧固性和稳固性。
48.以上实施例仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本技术的实施方式做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1