一种3D打印建筑材料可打印性能的量化装置及其使用方法与流程
一种3d打印建筑材料可打印性能的量化装置及其使用方法
技术领域
1.本发明涉及3d打印建筑材料可打印性能的使用方法技术领域,具体涉及了一种3d打印建筑材料可打印性能的量化装置及其使用方法。
背景技术:
2.建筑3d打印是一种应用机电一体化技术将水泥基建筑材料自动建造成所设计的模型结构的新型建造方式,具有无模板、设计自由度高、节能节材等优势。
3.3d打印建筑材料可打印性是指新拌水泥基复合材料满足打印过程的材料输送,挤出,无模堆积过程而不发生堵塞、中断、较大变形甚至坍塌的能力,主要包括可泵送性,可挤出性、可建造性等,三者相辅相成。可泵送性是指可连续不断地输送混凝土拌合物;可挤出性是指材料能够平滑不间断地从打印喷头中挤出,而不发生中断和堵塞,且不出现泌水和离析;可建造性是指已经打印完成的混凝土材料在自重以及上层材料重力作用下维持自身结构和外形的能力。
4.混凝土的性能在输送-挤出过程中会不断地变化,现有技术对3d打印建筑材料的性能仅是定性分析,灵敏度不高,测试结果准确度低,缺乏在输送、挤出之前对混凝土拌合物的挤出性能进行有效评价的方法。
5.并且3d打印材料的可打印性能只能通过上机打印才能进行粗略判断,设备要求高,过程繁琐,上机打印前无法进行良好的质量预测;同时,不同等级质量3d可打印材料之间无法用数据进行量化对比,给施工应用带来一些不便。
技术实现要素:
6.本发明的目的在于:针对现有技术对3d打印建筑材料性能的评价存在灵敏度不高,精确度低,设备要求高,过程繁琐的问题,提供一种3d打印建筑材料的可打印性能的量化装置及其使用方法。本发明提供的可打印性能的量化装置,结构简单,成本低;使用该量化装置可以对3d打印建筑材料的可打印性能进行量化,可以准确评价材料的可打印性,灵敏度高,设备要求低,使用方法简单,可上机打印前,对3d材料的可打印性能进行良好的预测,使用方法,便于推广。
7.为了实现上述目的,本发明采用的技术方案为:
8.一种3d打印建筑材料可打印性能的量化装置,包括按压端头、活塞筒、变截面挤出嘴、活塞杆和活塞;
9.所述活塞筒包括第一端和第二端,所述第一端与所述变截面挤出嘴可拆卸连接;
10.所述活塞杆的一端连接有活塞,所述活塞置于所述活塞筒内,所述活塞与所述活塞筒的内壁抵接,所述活塞可沿所述活塞筒的内壁滑动;所述活塞杆的另一端穿过所述第一端与所述按压端头的一端连接;
11.所述按压端头内设置有数显压力传感器,所述数显压力传感器用于按压所述按压端头的另一端时显示挤压力;
12.所述变截面挤出嘴包括变截面段和恒截面段,所述变截面段的一端与所述第二端可拆卸连接,所述变截面的另一端与所述恒截面的一端连接;所述恒截面段的底部包括出料口;
13.所述变截面段中部包括第一贯通腔,所述恒截面段中部包括第二贯通腔;所述第一贯通腔为变截面结构,所述第二贯通腔为恒截面结构。
14.本发明提供的3d打印建筑材料的可打印性能的量化装置,主要由三部分组成,分别为按压端头,活塞筒和变截面挤出嘴,其中活塞筒中设置有活塞杆及连接活塞杆的活塞,活塞杆的另一端与按压端头连接,变截面挤出嘴连接在活塞筒的底端,按压端头中设计有数显压力传感器。装置结构简单,成本低,使用方便,便于推广。
15.进一步的,所述数显压力传感器包括“清零”、“开关机”等常规按钮,还包括显示屏。
16.进一步的,所述第一端连接有端盖,所述端盖的中部设置有贯穿孔;同时,所述活塞杆的另一端穿过所述贯穿孔与所述按压端头的一端连接。
17.进一步的,所述第一贯通腔为倒锥形结构,所述第一贯通腔横截面较大的所述变截面段一端与所述第二端可拆卸连接;所述第一贯通腔横截面较小的所述变截面一端与所述恒截面段连接。
18.进一步的,所述第二贯通腔为柱状结构,所述第二贯通腔的长度不少于10cm。优选地,所述第二贯通腔的长度不少于15cm。第二贯通腔的长度过小,3d打印材料挤出太快,测试时间较短,操作难度加大。
19.进一步的,所述活塞为橡胶材质结构件。
20.进一步的,所述按压端头包括卡槽、数显压力传感器、弹性连接杆和按压帽;所述卡槽的底端与所述活塞杆连接;所述弹性连接杆的一端与所述卡槽的内槽底部连接,所述弹性连接杆的另一端与所述数显压力传感器的底部连接;
21.所述按压帽设置于所述数显压力传感器的顶端;所述按压帽与所述卡槽通过柔性带体进行连接。
22.进一步的,所述数显压力传感器的外壁与所述卡槽的内壁相接触,所述数显压力传感器与所述卡槽可相对滑移。
23.进一步的,所述卡槽的内壁涂刷有润滑油。
24.进一步的,所述柔性带体将所述按压帽与所述卡槽连接在一起时,对数显压力传感器有一定预压力,其中,该预压力不超过数显压力传感器量程的5%,以确保按压帽、卡槽和数显压力传感器三者一定的贴合性。
25.进一步的,所述量化装置还包括四个支架、底板;四个所述支架分别安装在所述底板上,其中,两个所述支架之间连接有第一光轴导轨,另外所述支架之间连接第二光轴导轨,所述第一光轴导轨与所述第二光轴导轨高度相等且平行设置;所述活塞筒的侧壁上安装有滑动托盘,两个所述滑动托盘分别卡接于所述第一光轴导轨和第二光轴导轨上,所述滑动托盘可分别沿所述第一光轴导轨和所述第二光轴导轨滑动。
26.进一步的,所述支架与所述底板垂直设置,所述支架与所述光轴导轨垂直设置。进一步的,所述光轴导轨距离所述底板的高度可调。进一步的,所述光轴导轨与所述滑动托盘的接触面涂有润滑剂。
27.进一步的,所述活塞筒为透明材质结构件,所述活塞筒的外壁上设置有刻度。
28.进一步的,所述变截面挤出嘴为透明材质结构件,所述横截面段的外壁设置有刻度。进一步的,所述横截面段长度≥10cm,优选地,所述横截面段长度≥15cm。
29.本发明的另一目的是为了提供上述量化装置的使用方法。
30.一种利用上述测试装置对3d打印建筑材料可打印性能的量化使用方法,包括以下步骤:
31.步骤1、安装所述量化装置,并将所述活塞筒的所述第二端朝上,所述活塞移动至所述第一端,将拌和后的3d打印建筑材料从所述第二端装入活塞筒中,压实;
32.步骤2、将所述变截面挤出嘴安装在所述第二端上,将所述变截面挤出嘴的出料口竖直朝下;
33.步骤3、竖直向下按压所述按压端头,使建筑材料从所述出料口均速排出,并记录建筑材料进入所述恒截面段前,所述数显压力传感器显示的最大压力数值f
b1
;建筑材料从所述出料口均速排出后,给所述量化装置施加水平方向推力,使所述量化装置匀速的移动,记录建筑材料从所述出料口排出过程中,所述数显压力传感器显示的压力数值f
b2
;
34.步骤4、根据所述步骤3得到的压力数值f
b1
和所述步骤4得到的压力数值f
b2
(单位为:n),计算得到fj静动态挤出压力变化程度系数(100%);
35.其中,计算公式为:
36.本发明公开了量化装置的使用方法,通过使用时活塞筒中装入3d打印建筑材料,通过按压所述按压端头,活塞筒中的建筑材料被挤入变截面挤出嘴中,再从变截面挤出嘴的出料口排出,整个挤出过程中数显压力传感器可以显示压力。记录f
b1
、f
b2
并计算出fj,通过三组数据能够简单、快捷、准确的对3d打印建筑材料的堆叠能力、输送能力、挤出形状保持能力进行量化分析,误差小,灵敏度大;同时上机打印前,可对3d材料的可打印性能进行良好的预测,操作简单,便于推广。
37.进一步的,所述3d打印建筑材料是指将所有原料混合,并拌和好后的材料。
38.进一步的,所述步骤1中,将建筑材料分两次装入所述活塞筒内。
39.进一步的,所述步骤1中,将建筑材料分两层装入所述活塞筒内,第一层装至7/12~8/12筒高处,扶住活塞筒用捣棒由边缘至中心压捣10~15次,将材料捣压深度为5/12~1/2筒高处;第二层装至高出活塞筒顶15mm~20mm处,再手扶直筒用捣棒由边缘至中心捣压8~15次。捣压后材料应略高于活塞筒,并用捣棒将其抹平,捣压深度不超过已捣实底层的表面。
40.进一步的,所述步骤3中,在所述量化装置的外壁安装所述滑动托盘,将所述滑动托盘卡接在所述光轴导轨上,给所述量化装置施加水平方向的推力,使所述量化装置沿所述光轴导轨水平匀速移动。
41.进一步的,不同3d打印建筑材料使用量化装置进行性能测试,取得的f
b1
值越大说明3d打印建筑材料的堆叠能力越高;取得的f
b2
值越大说明3d打印建筑材料的输送能力越差;取得的fj越小,3d打印建筑材料挤出形状保持能力越强。
42.进一步的,当所述步骤3得到的f
b1
值为70n~90n时,表示所述步骤1使用的3d打印建筑材料的最大堆叠层数为50层~100层;当所述步骤3得到的f
b1
值为90n~140n时,表示所
述步骤1使用的3d打印建筑材料的最大堆叠层数为100层~150层;当所述步骤3得到的f
b1
值为140n~230n时,表示所述步骤1使用的3d打印建筑材料的最大堆叠层数为150层以上。
43.进一步的,f
b2
值不大于120n;fj值不大于31%。研究发现,当f
b2
值不大于120n时,制备的3d可打印建筑材料的输送能力较高,优选地,f
b2
值不大于75n。当fj值不大于31%时,制备的3d可打印建筑材料的形状保持能力较强,优选地,fj值不大于15%。
44.综上所述,由于采用了上述技术方案,本发明的有益效果是:
45.1、本发明公开了一种3d打印建筑材料的可打印性能的量化装置,主要由三部分组成,分别为按压端头,活塞筒和变截面挤出嘴,其中活塞筒中设置有活塞杆及连接活塞杆的活塞,活塞杆的另一端与按压端头连接,变截面挤出嘴连接在活塞筒的底端,按压端头中设计有数显压力传感器。装置结构简单,成本低,使用方便,便于推广。
46.2、本发明公开了量化装置的使用方法,通过使用时活塞筒中装入3d打印建筑材料,通过按压所述按压端头,活塞筒中的建筑材料被挤入变截面挤出嘴中,再从变截面挤出嘴的出料口排出,整个挤出过程中数显压力传感器可以显示压力。记录f
b1
、f
b2
并计算出fj,通过三组数据能够简单、快捷、准确的对3d打印建筑材料的堆叠能力、输送能力、挤出形状保持能力进行量化分析,误差小,灵敏度大;同时上机打印前,可对3d材料的可打印性能进行良好的预测,操作简单,便于推广。
附图说明
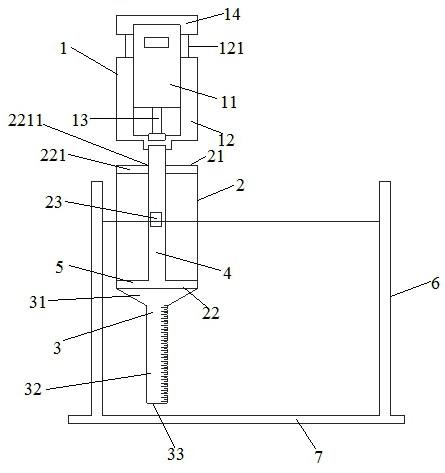
47.图1是本发明公开的3d打印建筑材料可打印性能的量化装置结构示意图。
48.图2是图1量化装置的侧视示意图。
49.图3是图1量化装置的俯视示意图。
50.图4是变截面挤出嘴的剖面结构示意图。
51.图5是3d打印建筑材料挤出过程示意图。
52.图6是3d打印建筑材料输送过程示意图。
53.图7是不同流体的剪切应力随剪切速率大小变化的示意图。
54.图8是不同流体的黏度随剪切速率大小变化的示意图。
55.图标:1-按压端头;11-数显压力传感器;12-卡槽;121-柔性带体;13-弹性连接杆;14-按压帽;2-活塞;21-第一端;221-端盖;2211-贯穿孔;22-第二端;23-滑动托盘;3-变截面挤出嘴;31-变截面段;311-第一贯通腔;32-恒截面段;321-第二贯通腔;33-出料口;4-活塞杆;5-活塞;6-支架;61-第一光轴导轨;62-第二光轴导轨;7-底板。
具体实施方式
56.下面结合附图,对本发明作详细的说明。
57.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
58.实施例1
59.如图1所示,一种3d打印建筑材料可打印性能的量化装置,包括按压端头1、活塞筒2、变截面挤出嘴3、活塞杆4和活塞5;
60.所述活塞筒2包括第一端21和第二端22,所述第二端22与所述变截面挤出嘴3可拆卸连接;所述第一端21连接有端盖221,所述端盖221的中部设置有贯穿孔2211;
61.所述活塞杆4的一端连接活塞5,所述活塞5置于所述活塞筒2内,所述活塞5与所述活塞筒2的内壁密封配合,所述活塞5可沿所述活塞筒2的内壁滑动;所述活塞杆4的另一端穿过所述贯穿孔2211与所述按压端头1的一端连接;
62.所述按压端头1内设置有数显压力传感器11;按压所述按压端头1的另一端时,所述数显压力传感器11显示挤压力;
63.所述变截面挤出嘴3包括变截面段31和恒截面段32,所述变截面段31的一端与所述第二端22可拆卸连接,所述变截面段31的另一端与所述恒截面段32的一端连接;所述恒截面段32的底部为出料口33;
64.如图1和图4所示,所述变截面段31中部包括第一贯通腔311,所述恒截面段32中部包括第二贯通腔321;所述第一贯通腔311为倒锥形结构,所述第一贯通腔311横截面较大的一端与所述第二端22可拆卸连接;所述第一贯通腔311横截面较小的一端与所述恒截面段32连接;所述第二贯通腔321为柱状结构,所述第二贯通腔321的长度为20cm。
65.其中,所述按压端头1包括卡槽12、数显压力传感器11、弹性连接杆13和按压帽14;所述卡槽12的底端与所述活塞杆4连接;所述弹性连接杆13的一端与所述卡槽12的内槽底部连接,所述弹性连接杆13的另一端与所述数显压力传感器11的底部连接;所述按压帽14设置于所述数显压力传感器11的顶端;
66.所述按压帽14与所述卡槽12通过柔性带体121进行连接;所述数显压力传感器11的外壁与所述卡槽12的内壁相接触,所述数显压力传感器11与所述卡槽12可相对滑移。其中,所述柔性带体121将所述按压帽14与所述卡槽12连接在一起时,对数显压力传感器11有一定预压力,其中,该预压力不超过数显压力传感器11量程的5%,以确保按压帽、卡槽和数显压力传感器三者一定的贴合性。
67.如图2和图3所示,所述量化装置还包括四个支架6、底板7;四个所述支架6分别安装在所述底板7上,其中,两个所述支架6之间连接有第一光轴导轨61,另外所述支架6之间连接第二光轴导轨62,所述第一光轴导轨61与所述第二光轴导轨62高度基本相等且基本平行设置;所述活塞筒2的外壁上安装有滑动托盘23,两个所述滑动托盘23分别卡接于所述第一光轴导轨61和第二光轴导轨62上,所述滑动托盘23可分别沿所述第一光轴导轨61和所述第二光轴导轨62滑动。
68.实施例2
69.实施例2的测试以物理量输送(挤出)压力为定量属性,判定材料连续不断地、稳定地被输送(挤出)的难易程度。在材料在输送、挤出过程中,除了可能形成润滑层和柱塞流外,还可能会形成剪切滑移层。由于剪切应力梯度的存在,剪切滑移层和润滑层中的物料颗粒在泵管横截面上会重新分布,致使其中拌合物的屈服应力及黏度发生变化。如图7和图8所示,1919年,由宾汉姆提出了目前仍广泛应用的宾汉姆流体模型。该模型结合了理想圣维南塑性体和理想牛顿粘性体,后经大量试验证实了该模型可以很好的反映水泥基浆体的粘性、塑性,从而开启了水泥浆体流变性的研究。
70.管道与喷头内的材料受力复杂且多变,导致无法准确定量分析材料的屈服应力及黏度变化。但是,可将其简化为宏观的输送(挤出)压力或压强表征屈服应力及黏度在材料
不同剪切速率下的变化。对于输送(挤出)压力或压强变化的趋势可简化为材料挤出前与恒定挤出后这两个过程。如图5和图6所示,图5中,f为3d打印建筑材料与挤出端内壁产生的摩擦阻力,τ为材料自身受挤压变形后的剪切力,n为挤出过程中受到变截面挤出端给予材料的反作用力。图6中,f为3d打印建筑材料与输送管道内壁产生的摩擦阻力,τ为材料自身受挤压变形后的剪切力。
71.材料从打印喷头挤出前,主要克服材料与管道、喷嘴之间的摩擦力与材料自身内延输送管道与喷头横截面的剪切屈服应力,从而形成剪应力梯度分布。此时,输送(挤出)压力或压强p
b1
主要与材料的粘稠性有关,即材料静态时的粘度与屈服应力;在以恒定速率输送材料并挤出时,材料受到较为恒定的剪切作用,会破坏新拌材料内部的网状絮凝结构,即管道内部可能形成润滑层、柱塞流、剪切滑移层等,材料突破剪切屈服应力后,不同材料的粘度随剪切速率将发生不同变化,或剪切增稠,或剪切变稀,如7和图8所示。同时,材料的挤出释放了一部分反作用力,阻滞材料挤出的力得到减小。此时,输送(挤出)压力或压强p
b2
主要与材料动态时的粘度及屈服应力有关。
72.本发明基于上述分析与相似原理,自主研发了一种3d打印建筑材料可打印性能的量化装置。通过仪器模拟打印过程,在材料挤出前缓慢用手推动拉杆,过程中记录材料挤出前的最大压力值f
b1
。随后,通过固定时间与挤出量控制挤出速率的稳定,匀速地挤出材料,过程中记录较为恒定的压力值f
b2
。由于除材料特性是变量外,其余因素均为恒定,将f
b1
、f
b2
的数值对应表征泵压p
b1
、p
b2
,故两个数值的大小,以及静、动挤出压力的变化程度fj判定材料的堆叠能力、输送能力、挤出形状保持能力是否良好。
73.使用实施例1提供的3d打印建筑材料可打印性能的量化装置进行测量的过程如下:
74.步骤1、安装所述量化装置,并将所述活塞筒2的所述第二端22朝上,所述活塞5移动至所述第一端21,将所有原料混合,并拌和好后,拌和后的3d打印建筑材料从所述第二端22装入活塞筒2中,将建筑材料分两层装入所述活塞筒2内,第一层装至2/3筒高处,扶住活塞筒2用捣棒由边缘至中心压捣15次,将材料捣压深度为1/2筒高处;第二层装至高出活塞筒2顶20mm处,并用小刀在两垂直方向各划5次,再手扶直筒用捣棒由边缘至中心捣压10次。捣压后材料应略高于活塞筒2,并用捣棒将其抹平,捣压深度不超过已捣实底层的表面;
75.步骤2、将所述变截面挤出嘴3安装在所述第二端22上,将所述变截面挤出嘴3的出料口33竖直朝下;
76.步骤3、竖直向下按压所述按压端头1,使建筑材料从所述出料口33均速排出,并记录建筑材料进入所述恒截面段32前,所述数显压力传感器11显示的最大压力数值f
b1
;建筑材料从所述出料口33均速排出后,给所述量化装置施加水平方向推力,使所述量化装置匀速的移动,记录建筑材料从所述出料口33排出过程中,所述数显压力传感器显示的压力数值f
b2
;
77.步骤4、根据所述步骤3得到的压力数值f
b1
和所述步骤4得到的压力数值f
b2
(n),计算得到fj静动态挤出压力变化程度系数;
78.其中,计算公式为:
79.f
b1
为静态挤压力,表征材料的静态屈服应力与塑性粘度,即堆叠能力。其数值越大,材料的堆叠能力越强,反之亦然。
80.f
b2
为动态挤压力,表征材料的动态屈服应力与塑性粘度,即输送能力。其数值越大,材料的输送能力越差,反之亦然。
81.fj为流(触)变程度系数,表征材料的流(触)变性程度。即挤出形状保持能力。材料在同样动态屈服应力下,fj越小,挤出形状保持能力越强,反之亦然。fj>0时,表征材料的粘度随剪切速率的增加而减小,即材料具有剪切变稀的性质。fj<0时,表征材料的粘度随剪切速率的增加而增大,即材料具有剪切增稠的性质。
82.由此,采用图1所示的量化装置进行3d打印水泥基材料可挤出度测试。通过仪器模拟打印过程,用手推动拉杆,在材料挤出前与匀速挤出后,分别记录f
b1
与恒定的数值f
b2
。由于除材料特性是变量外,其余因素均为恒定,将f
b1
、f
b2
的数值对应表征泵压p
b1
、p
b2
,故两个数值的大小,以及静、动挤出压力的变化程度fj判定材料的堆叠能力、输送能力、挤出形状保持能力是否良好。
83.实施例4
84.实施例4提供了某公司提供的10组可3d打印的水泥基材料配方,配方组成及比例如表1所示。
85.表1
[0086][0087]
对表1中10组配方制备材料进行流动度和坍落度测试,测试结果如表2所示。
[0088]
表2流动度、坍落度试验结果
[0089][0090]
利用工业级机械臂上现有3d打印挤出工具,固定打印参数、打印模型、路径等相关因素,挤出工具端形状采用矩形,方便观察各组的挤出成型质量,对10组材料配合比进行上机试打印。
[0091]
配合比为编号1时,最大堆叠层数为147。输送(挤出)压强约为0.8mpa,成品成型质量优质,棱角分明、无堆积变形,材料表面较细腻。同时,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。
[0092]
配合比为编号2时,最大堆叠层数为113,输送(挤出)压强约为0.6mpa,成品成型表面较细腻,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。但是,棱角不分明,且产生一定的堆积变形现象,成型质量一般。
[0093]
配合比为编号3时,最大堆叠层数为122,输送(挤出)压强约为0.6mpa。成品成型表面较细腻,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。但是,棱角不分明,且产生一定的堆积变形现象,成型质量一般。
[0094]
配合比为编号4时,最大堆叠层数为151,输送(挤出)压强约为0.7mpa。成品成型表面较细腻,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。但是,棱角不分明,且产生一定的堆积变形现象,成型质量一般。
[0095]
配合比为编号5时,受打印设备最大打印层高影响,因此最大堆叠层数仅为160,堆叠过程中层与层之间的挤出条有轻微变形。输送(挤出)压强约为1.2mpa,可能会出现泵送设备抖动引起材料挤出不稳定,从而打印过程中易出现“波浪”状打印条,导致易出现较明显的打印缺陷。成品成型质量良好,打印全过程材料挤出连续,棱角较分明、存在轻微的堆积变形,材料表面较细腻且打印转弯处有轻微的裂纹。
[0096]
配合比为编号6时,最大堆叠层数为149,输送(挤出)压强约为0.8mpa。成品成型质
量优质,棱角分明、无堆积变形,材料表面较细腻。同时,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。
[0097]
配合比为编号7时,最大堆叠层数为63,输送(挤出)压强约为0.4mpa。成品成型质量优质,棱角分明、无堆积变形,材料表面较细腻。同时,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。
[0098]
配合比为编号8时,最大堆叠层数为109,输送(挤出)压强约为0.5mpa。成品成型质量良好,棱角较分明、存在轻微的堆积变形,材料表面较细腻。同时,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。
[0099]
配合比为编号9时,最大堆叠层数为65,输送(挤出)压强约为0.4mpa。成品成型质量良好,棱角较分明、存在轻微的堆积变形,材料表面较细腻。同时,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。
[0100]
配合比为编号0时,最大堆叠层数仅为160,堆叠过程中层与层之间的挤出条近乎无变形。输送(挤出)压强约为1.2mpa,可能会出现泵送设备抖动引起材料挤出不稳定,从而打印过程中易出现“波浪状”打印条,导致易出现较明显的打印缺陷。成品成型质量良好,打印全过程材料挤出连续,棱角较分明、存在轻微的堆积变形,材料表面较细腻且打印转弯处有轻微的裂纹。
[0101]
3d打印建筑材料可打印更为精准的可打印性能,只能利用大型的打印机打印出来才能分辨出来,并且对于质量相当的可打印材料的进行质量对比判断时,无法进行量化的对比,判断灵敏度低,误差大,打印过程设备要求高,繁琐。
[0102]
采用实施例1的量化装置,采用实施例2提供的使用方法,对上述表1中10组建筑材料配方进行量化测试。测试结果如表3所示。
[0103]
表3
[0104][0105]
从表3中可以看出,对不同3d打印建筑材料使用量化装置进行性能测试,取得的f
b1
值越大,3d打印建筑材料的堆叠能力越高;f
b2
值越大说明3d打印建筑材料的输送能力越差;fj越小,3d打印建筑材料挤出形状保持能力越强。在设计3d打印材料配方时,采用本发明提供的量化装置,就可以更精准判断材料的堆叠能力、输送能力、挤出形状保持能力是否良好;并且研究发现,当f
b1
值为70n~90n时,使用的3d打印建筑材料的最大堆叠层数为50层~
100层;f
b1
值为90n~140n时,使用的3d打印建筑材料的最大堆叠层数为100层~150层;f
b1
值为140n~230n时,使用的3d打印建筑材料的最大堆叠层数为150层以上。当f
b2
值不大于120n时,制备的3d可打印建筑材料的输送能力较高,优选地,f
b2
值不大于75n。当fj值不大于31%时,制备的3d可打印建筑材料的形状保持能力较强,优选地,fj值不大于15%。
[0106]
采用本发明提供的3d打印量化装置,不仅能将不同3d打印材料的性能直接通过数据进行量化对比,提高建筑材料可打印性能的判断灵敏度、降低误差,并且,在制备3d打印材料时,可提前采用本发明提供的装置进行质量预测,设备简单,成本低。
[0107]
实施例5
[0108]
实施例5需要对实施例4中第9组3d建筑打印材料的配方进行优化,通过调整配合比后,新的配合比如表4所示,利用实施例1提供的量化装置,采用实施例2提供的量化方法进行测试,测试结果如下:f
b1
为83.8n,f
b2
为72.9n,fj为15.0%。由此可见,相比实施例4第9组中的打印材料的配方,实施例5打印材料的堆叠能力提高,可挤出能力有所提升。
[0109]
按实施例5的材料配方,拌和好后,利用工业级机械臂上的3d打印挤出工具,固定实施例4相同的打印参数、打印模型、路径等相关因素,挤出工具端形状采用矩形,方便观察各组的挤出成型质量。
[0110]
上机试打印情况如下:最大堆叠层数为87,成品成型质量良好,棱角分明、无堆积变形,材料表面较细腻。同时,打印全过程材料挤出连续,打印转弯处无开裂,未有明显的打印缺陷,未出现“波浪”状打印条的现象。
[0111]
表4
[0112][0113]
本发明公开了量化装置的使用方法,通过使用时活塞筒中装入3d打印建筑材料,通过按压所述按压端头,活塞筒中的建筑材料被挤入变截面挤出嘴中,再从变截面挤出嘴的出料口排出,整个挤出过程中数显压力传感器可以显示压力。测试记录f
b1
、f
b2
并计算出fj,通过三组数据能够简单、快捷、准确的对3d打印建筑材料的堆叠能力、输送能力、挤出形状保持能力进行量化分析,误差小,灵敏度大;同时上机打印前,可对3d材料的可打印性能进行良好的预测,操作简单,便于推广。
[0114]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1