免托板自动叠层砌块生产线的制作方法
1.本实用新型涉及砌块成型设备技术领域,特别是涉及一种免托板自动叠层砌块生产线。
背景技术:
2.1、传统的免烧砖砌块生产线,在生产砖品的过程中,托板为必需品,按单班每日8小时的工作量,则需托板数量1400
‑
1600块托板,且每块托板的寿命在5年左右,托板因长时间工作,会发生变形、凹凸、表面刮痕等问题,严重影响砖品质量,每一批托板的更换,都是一笔较大的成本支出;
3.2、在砖品成型后,需对每板砖进行码垛,码垛打包后才可售出。使用托板制砖,码垛则需要砖板分离的动作,需耗费人工码垛或购买专业的码垛设备,将砖与托板分离、砖与砖进行叠层,不论是人工码垛或是码垛设备的投入,都会增加砖品的成本价格。且人工码垛个人主观意识性较大,而设备码垛码垛夹爪在行走码垛过程中,因惯性因素,每一层码垛叠层的定位并不会完全一样,码垛叠层后的成垛砖,还需后期再进行二次整理,耗费大量时间成本。
技术实现要素:
4.为克服现有技术存在的技术缺陷,本实用新型提供一种免托板自动叠层砌块生产线,制造成本低。
5.本实用新型采用的技术解决方案是:
6.免托板自动叠层砌块生产线,包括配料系统、料车系统、托盘仓、托盘输送机和成型主机,所述料车系统位于成型主机上方且连接配料系统和成型主机,所述成型主机具有布料装置、主机架、上压头、模框、下压头装置和湿砖升降装置,所述上压头和模框均沿主机架上下滑动,所述下压头装置沿主机架水平滑动,所述湿砖升降装置位于上压头正下方且可升降,所述托盘输送机连接托盘仓和湿砖升降装置,所述托盘输送机的输送方向由托盘仓指向湿砖升降装置。
7.作为本实用新型的进一步改进,所述料车系统包括料车机架、幻彩斗小车和底料斗小车,所述料车机架横跨设在成型主机上方,所述配料系统横跨设置在料车机架上,所述配料系统包括面料输出口和底料输出口,所述幻彩斗小车沿料车机架顶部滑动且幻彩斗小车上设有若干幻彩料斗,所述幻彩斗小车在面料输出口与成型主机之间运动,所述底料斗小车沿料车机架顶部滑动且底料斗小车上设有底料料斗,所述底料斗小车在底料输出口与成型主机之间运动。
8.作为本实用新型的进一步改进,所述托盘输送机包括托盘机架和托盘滑动架,所述托盘机架穿过托盘仓底部,所述托盘滑动架沿托盘机架水平滑动,所述托盘机架上偏心铰接有若干推爪,各所述推爪跟随托盘滑动架向托盘仓方向滑动时处于自由状态,各所述推爪处于自由状态时抬起而高于托盘机架,各所述推爪跟随托盘滑动架向托盘仓方向滑动
时处于避让状态,各所述推爪处于避让状态时低于托盘机架。
9.作为本实用新型的进一步改进,所述湿砖升降装置为剪式升降台。
10.作为本实用新型的进一步改进,所述湿砖升降装置处于最低处时于托盘输送机等高。
11.作为本实用新型的进一步改进,该砌块生产线还包括滚轮输送机,所述滚轮输送机连接湿砖升降装置。
12.本实用新型的有益效果是:
13.料车系统位于成型主机上方且连接配料系统和成型主机,成型主机具有布料装置、主机架、上压头、模框、下压头装置和湿砖升降装置,湿砖升降装置位于上压头正下方且可升降,上压头和模框均沿主机架上下滑动,下压头装置沿主机架水平滑动,托盘输送机连接托盘仓和湿砖升降装置,托盘输送机的输送方向由托盘仓指向湿砖升降装置,生产时,料车系统将配料系统配置的混合料输送至成型主机,下压头装置沿主机架水平滑动至上压头下侧,布料装置将混合料布设在模框内,上压头下压进入模框进而将砌砖成型在下压头装置上,随后下压头装置水平运动退出模框下方,湿砖升降装置下降到最低高度,托盘仓将托盘放置在托盘输送机上,托盘输送机将托盘输送至成品升降装置上,湿砖升降装置上升到最高位置,模框和成型主机同步下降至湿砖升降装置高度,模框上升将砌砖脱模在湿砖升降装置上的托盘上,随后湿砖下降一层砌砖的高度,下压头装置重新水平运动至上压头下侧,无需另设码垛设备,降低生产成本。
附图说明
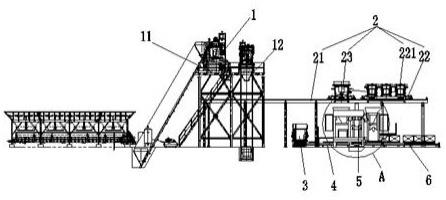
14.图1为本实用新型整体示意图。
15.图2为图1中a处放大示意图。
16.图3为托盘输送机结构示意图。
17.附图标记说明:
18.1、配料系统;11、底料输出口;12、面料输出口;
19.2、料车系统;21、料车机架;22、幻彩斗小车;221、幻彩料斗;23、底料斗小车;
20.3、托盘仓;
21.4、托盘输送机;41、托盘机架;42、托盘滑动架;421、推爪;
22.5、成型主机;51、主机架;52、上压头;53、模框;54、下压头装置;55、湿砖升降装置;
23.6、滚轮输送机。
具体实施方式
24.下面结合附图对本实用新型作进一步说明:
25.如图1
‑
3所示,本实施例提供一种免托板自动叠层砌块生产线,包括配料系统1、料车系统2、托盘仓3、托盘输送机4和成型主机5,料车系统2位于成型主机5上方且连接配料系统1和成型主机5,成型主机5具有布料装置、主机架51、上压头52、模框53、下压头装置54和湿砖升降装置55,湿砖升降装置55位于上压头52正下方且可升降,湿砖升降装置55为剪式升降台,上压头52和模框53均沿主机架51上下滑动,下压头装置54沿主机架51水平滑动,托盘输送机4连接托盘仓3和湿砖升降装置55,托盘输送机4的输送方向由托盘仓3指向湿砖升
降装置55,生产时,料车系统2将配料系统1配置的混合料输送至成型主机5,下压头装置54沿主机架51水平滑动至上压头52下侧,布料装置将混合料布设在模框53内,上压头52下压进入模框53,下压头装置54承托住模框53内的混合料,随着上压头52向下压头装置54的方向进行挤压,混合料在模框53内成型,随后下压头装置54水平运动退出模框53下方,湿砖升降装置55下降到最低高度,托盘仓3将托盘放置在托盘输送机4上,托盘输送机4将托盘输送至湿砖升降装置55上,湿砖升降装置55上升到最高位置,模框53和上压头52同步下降至湿砖升降装置55高度,模框53上升将砌砖脱模在湿砖升降装置55上的托盘上,随后湿砖升降装置55下降一层砌砖的高度,下压头装置54重新水平运动至上压头52下侧等待下一次成型,无需另设码垛设备,降低生产成本。
26.料车系统2包括料车机架21、幻彩斗小车22和底料斗小车23,料车机架21横跨设在成型主机5上方,配料系统1横跨设置在料车机架21上,配料系统1包括面料输出口12和底料输出口11,配料系统1用以搅拌配置不同颜色的面料和底料,此为现有技术,在此不再赘述,幻彩斗小车22沿料车机架21顶部滑动且幻彩斗小车22上设有若干幻彩料斗221,幻彩斗小车22在面料输出口12与成型主机5之间运动,配料系统1通过面料输出口12将不同颜色的面料分别倾泻进各幻彩料斗221内,幻彩斗小车22沿料车机架21运动到成型主机5上方时打开各幻彩料斗221,幻彩料斗221内的面料落入成型主机5,底料斗小车23沿料车机架21顶部滑动且底料斗小车23上设有底料料斗,底料斗小车23在底料输出口11与成型主机5之间运动,底料斗小车23位于底料输出口11下侧时,配料系统1通过底料输出口11将底料倾泻进底料料斗内,底料斗小车23沿料斗机架顶部运动到成型主机5上方时打开底料料斗,底料料斗内的底料落入成型主机5。
27.托盘输送机4包括托盘机架41和托盘滑动架42,托盘机架41穿过托盘仓3底部,托盘滑动架42沿托盘机架41水平滑动,托盘机架41上偏心铰接有若干组推爪421,相邻组推爪421之间等距,各推爪421跟随托盘滑动架42向托盘仓3方向滑动时处于自由状态,各推爪421处于自由状态时抬起而高于托盘机架41,各推爪421跟随托盘滑动架42向托盘仓3方向滑动时处于避让状态,各推爪421处于避让状态时低于托盘机架41,托盘仓3内层叠放置有若干托盘,托盘滑动架42沿托盘机架41向托盘仓3方向水平滑动,各推爪421受托盘仓3内的托盘挤压而转动处于避让状态,直至推爪421从托盘底部滑出而处于自由状态,随后托盘滑动架42向湿砖升降装置55方向运动,湿砖升降装置55处于最低处时于托盘输送机4等高,此时托盘滑动架42将托盘推向湿砖升降装置55上,该砌块生产线还包括滚轮输送机6,滚轮输送机6连接湿砖升降装置55,在托盘上成型完成后,湿砖升降装置55重新下降到最低位置处,托盘滑动架42将下一托盘推上湿砖升降装置55时将装满成型砌砖的托盘推到滚轮输送机6上。
28.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1