一种FRP与木塑复合材料拉挤成型的复合构件
一种frp与木塑复合材料拉挤成型的复合构件
技术领域
1.本实用新型属于复合构件领域,尤其涉及一种frp与木塑复合材料拉挤成型的复合构件。
背景技术:
2.目前,绿色、低碳、可再生是未来生态建筑材料发展的必然方向,传统建材如木材、竹材存在材质不均匀、耐久性差等问题。木塑复合材料 (wood
‑
plastic composites,wpc)是国内外近年蓬勃兴起的一类新型复合材料,利用废弃木质纤维和废旧塑料作为主要原料,因具有防水防潮、美观、环保无污染等优点被广泛应用于建筑行业。木塑复合材料在具有诸多优点的同时也存在缺点,较突出的缺点就是韧性差和强度低以及综合力学性能差。而纤维增强复合材料(frp)因轻质高强的力学优势被广泛应用于基础设施领域,但单独作为芯材在制造过程中极易发生与面板界面剥离破坏,严重制约其优质力学性能的发挥。此外,frp的外观不像真实的木材,并且表面易被损坏,导致暴露在外部的frp易伤害使用者。比如,当纯frp被制成地板时,暴露的纤维就会对光脚在其上行走的人造成伤害。
3.因此现有的木塑复合材料具有承载力低的难题,而且frp拉挤管作为芯材与面板易发生界面剥离问题。
技术实现要素:
4.本实用新型目的在于提供一种frp与木塑复合材料拉挤成型的复合构件, 以解决现有的木塑复合材料具有承载力低的难题,而且frp拉挤管作为芯材与面板易发生界面剥离的技术问题。
5.为解决上述技术问题,本实用新型的具体技术方案如下:
6.一种frp与木塑复合材料拉挤成型的复合构件,包括木塑复合材料与frp 芯材,二者通过成型工艺形成一体,共同形成复合材料芯层和面层,木塑复合材料与frp芯材之间具有结合界面。
7.进一步,所述成型工艺是将木塑复合材料与frp芯材共挤成型。
8.进一步,所述木塑复合材料中设有孔洞,将frp芯材嵌入其中,用树脂填充结合界面使二者紧密结合。
9.进一步,所述frp芯材是空心的拉挤管,截面为矩形截面或者圆形截面。
10.进一步,所述frp芯材是拉挤筋。
11.进一步,所述frp芯材中填充芯材。
12.进一步,所述芯材包括热塑性泡沫、聚氨酯泡沫、蜂窝、纤维增强芯、轻木。
13.进一步,所述frp芯材包括玄武岩纤维、玻璃纤维、芳纶纤维、碳纤维。
14.进一步,所述树脂包括不饱和聚酯、乙烯基树脂、环氧树脂或酚醛树脂。
15.进一步,所述空心的拉挤管的厚度≤5mm。
16.本实用新型使用成型工艺将frp芯材与木塑复合材料共同形成复合材料芯层和面
层,具有良好拉伸、弯曲和冲击性能,解决了承载力低及界面剥离问题,满足了实际工程需求。
附图说明
17.图1为本实用新型frp与木塑复合材料拉挤成型的复合构件的第一实施例结构示意图;
18.图2为本实用新型的frp与木塑复合材料拉挤成型的复合构件的第二实施例结构示意图;
19.图3为本实用新型的frp与木塑复合材料拉挤成型的复合构件的第三实施例结构示意图;
20.图4为本实用新型的frp与木塑复合材料拉挤成型的复合构件的第四实施例结构示意图;
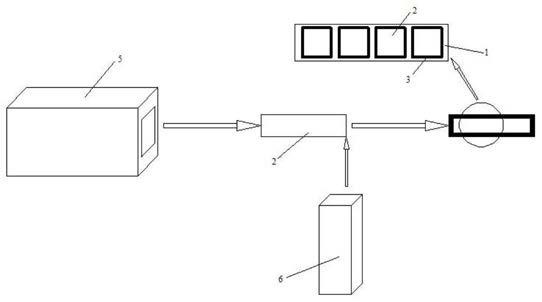
21.图5为本实用新型的frp与木塑复合材料拉挤成型的复合构件的生产过程示意图;
具体实施方式
22.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型一种frp与木塑复合材料拉挤成型的复合构件做进一步详细的描述。
23.本实用新型包括由木塑复合材料1和frp芯材2,二者通过成型工艺形成一体,共同形成复合材料芯层和面层,木塑复合材料1与frp芯材2之间具有结合界面3。
24.成型工艺是将木塑复合材料1与frp芯材2共挤成型或者在木塑复合材料1中设有孔洞,将frp芯材2嵌入其中,用树脂填充结合界面3使二者紧密结合。
25.上述的以frp与木塑复合材料拉挤成型的复合构件可以采用如下所述方法制备得到:
26.方法一:
27.a.根据配比准备原料;
28.b.将步骤a准备的原料混合均匀,将混合物通过双螺杆或单螺杆挤出机进行造粒,造粒温度根据需要灵活调动,得到木塑粒料;
29.c.将木塑粒料与frp芯材2放入挤出机通过夹芯共挤出模具挤出;
30.d.将挤出的木塑制品按一定长度进行切割,以备制样。
31.方法二:
32.a.根据配比准备原料;
33.b.将步骤a准备的原料混合均匀,将混合物通过双螺杆或单螺杆挤出机进行造粒,造粒温度根据需要灵活调动,得到木塑粒料;
34.c.将所得到的木塑粒料放入挤出机,制备出带有孔洞的木塑复合材料结构件;
35.d.将frp芯材2内嵌于带孔洞的木塑复合材料构件;
36.e.用树脂填充木孔空隙并等其凝固;
37.f.将成型后的木塑复合材料结构件按一定长度进行切割,以备制样。
38.即可获得一种以frp与木塑复合材料拉挤成型的梁、板、柱复合构件木塑复合材料1主要具有pvc树脂、仰杨木粉、碳酸钙及其它填充剂。
39.frp芯材2具有不饱和聚酯或环氧树脂,所述不饱和聚酯或环氧树脂填充有玻璃纤维、碳纤维、玄武岩纤维或添加剂。
40.如图1所示,本实用新型frp与木塑复合材料拉挤成型的复合构件的第一实施例,frp芯材2是空心的拉挤管,截面为矩形截面。芯材2的数量、尺寸、层数选择成符合使用(如梁、柱、板等)要求;芯材2在满足刚性要求的前提下,可以是空心的frp拉挤管,以节约成本和重量。通常,芯材2 通过标准的热固性复合材料的拉挤工艺制造,厚度优选在5mm以内。
41.如图2所示,是本实用新型frp与木塑复合材料拉挤成型的复合构件的第二实施例,frp芯材2是空心的拉挤管,截面为圆形截面。
42.如图3所示,是本实用新型frp与木塑复合材料拉挤成型的复合构件的第三实施例,frp芯材2是拉挤筋,拉挤筋的直径选择符合结构件(梁、板、柱)受力要求。芯材2的数量、层数和间距布置根据实际受力要求灵活布置。芯材2可以由frp本身或任何符合要求的材料制成。拉挤筋可以通过木塑复合材料的预留孔洞,利用树脂嵌入。
43.如图4所示,是本实用新型frp与木塑复合材料拉挤成型的复合构件的第四实施例,frp芯材2是实心的拉挤管,在空心的拉挤管内部填充芯材4,将拉挤管制成实心状。芯材的尺寸选择成符合使用(如梁、柱、板等)要求。芯材4包括热塑性泡沫、聚氨酯泡沫或蜂窝。结合界面3采用树脂或其它胶粘剂将木塑复合材料1与芯材2进行结合。
44.frp芯材2不局限于上述形状,可以是任何形状。
45.如图5所示,是frp与木塑复合材料拉挤成型的复合构件的生产过程。首先,通过拉挤成型设备5生产出符合尺寸和结构要求的frp芯材2,所述的芯材可以是空心的拉挤管或实心的拉挤筋或夹芯结构。当所述frp芯材2 是空心的拉挤管或者夹芯结构时候,所述frp芯材2可以有多种截面形状,填充材料也可以包括各类芯材。然后,在拉挤成型设备5的下游设置交叉式挤出机6,所述交叉式挤出机为frp芯材2提供厚薄均匀的木塑复合材料1,两者结合紧密,从而形成frp与木塑复合材料拉挤成型的复合构件。优选地,所述的芯材为实心的拉挤筋,可以在带有孔洞的木塑复合材料里嵌入,再灌入树脂使其与木塑复合材料面板紧密结合。
46.本实用新型使用成型工艺将frp芯材与木塑复合材料共同形成复合材料芯层和面层,具有良好拉伸、弯曲和冲击性能,解决了承载力低及界面剥离问题,满足了实际工程需求。
47.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1