一种装配式预制空心柱及其生产制作工艺的制作方法
1.本发明属于建筑技术领域,具体涉及一种装配式预制空心柱及其生产制作工艺。
背景技术:
2.随着建筑产业升级,预制柱体在建筑施工中应用越来越广泛,现有的柱体结构有实心柱与空心预制柱两种。空心柱在工地施工时有诸多优点,不需现场支模,施工周期短,造价低,因此被广泛应用于各类建筑中。但空心柱的工厂制作工艺比较复杂,实现难度大,生产成本高。现有的制作工艺有抽芯法、模具支撑法、橡胶气囊填充法、离心法等。这些方法生产效率低,模具及辅助工装使用量大,拆装模占用时间长。随着空心柱使用的大力推广,这些问题亟需解决。
技术实现要素:
3.本发明提供了一种装配式预制空心柱及其生产制作工艺,解决现有技术空心柱的制作过程复杂、模具及辅助工装成本高、施工时间长问题。
4.本发明提供了一种装配式预制空心柱,所述空心柱由钢筋笼体浇筑混凝土制作而成,所述钢筋笼体包括箍筋、竖向连接钢筋、收口网,所述箍筋有若干个,按一定间距垂直地面设置,所述收口网平铺于所有箍筋的外周,所述竖向连接钢筋有若干根,与箍筋、收口网绑扎且绑扎在收口网的外周,所述箍筋的端部均固定钢筋组成箍筋笼。
5.优选的,所述箍筋由“井”字型钢筋组成。
6.优选的,所述箍筋笼为“囲”字型。
7.优选的,所述钢筋笼体还包括限位钢筋,所述限位钢筋固定在钢筋笼体端部的箍筋上。
8.本发明还提供了一种装配式预制空心柱的生产制作工艺,所述工艺依次包括如下步骤:
9.s1、制作钢筋笼体;
10.s2、制作空心柱浇筑模具;
11.s3、将钢筋笼体放置于空心柱浇筑模具中进行浇筑;
12.s4、将浇筑完成的空心柱入窑养护,养护完成拆除空心柱浇筑模具即可。
13.优选的,所述制作钢筋笼体的方法为:
14.sp1、由多根钢筋连接固定成箍筋,并制作多个箍筋,将所有箍筋按一定间距垂直设置在地面;
15.sp2、将收口网围绕在所有箍筋的外周;
16.sp3、将若干根竖向连接钢筋与箍筋、收口网绑扎,并且绑扎在收口网的外周;
17.sp4、将每一个箍筋端部固定钢筋组成箍筋笼,进而完成钢筋笼体的制作。
18.优选的,所述空心柱模具包括上端模、下端模和两个侧边模,所述上端模和下端模分别与两个侧边模连接,所述上端模和下端模均具有钢筋穿出孔。
19.优选的,所述制作钢筋笼体的方法还包括在钢筋笼体端部的箍筋上固定限位钢筋的步骤。
20.优选的,所述箍筋由四根钢筋固定成“井”字型。
21.优选的,所述箍筋笼为“囲”字型。
22.本发明的有益效果:本发明预制空心柱制作过程简单,大量钢筋绑扎工作由线下完成,线上工作量较少,只需将箍筋笼吊装放入模具中,进行预埋处理,混凝土浇筑振捣,进行自检无误后,进入养护窑进行加温加湿养护,达到养护强度后,由于内部空腔由封闭网片形成,仅需将上下端模拆除,即可进行吊装,线上施工时间的缩短,有利于提高台车的周转率,降低生产成本。
23.模具简单,加工及安装成本低,并可根据不同尺寸的空心柱进行拼装使用,拆模简单,节省时间,模具几乎无损伤,使用周期延长,极大的降低了模具在预制构件中的费用占比。
24.收口网的制作过程中,由于冲压形成错落的凸起结构,构件浇筑时,混凝土浆体会在错落部位析出,形成一层由网片与混凝土包裹的粗糙结构面,粗糙面落差高度均在6mm以上,粗糙度在80%以上,对现场施工时与后浇混凝土的结合起到非常关键的作用,减少了其他制作工艺因新旧混凝土结合问题需要进行的水洗、剔凿等工艺,更加绿色环保节能,促进装配式建筑行业的持续健康发展。
附图说明
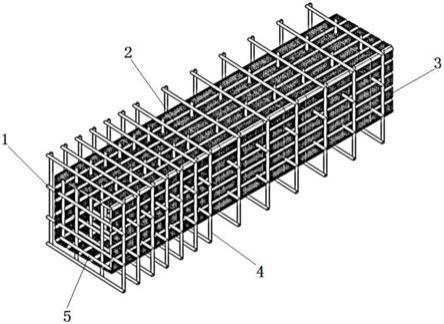
25.图1为钢筋笼体的整体结构示意图,
26.图2为钢筋笼体的局部放大图,
27.图3为箍筋的结构示意图,
28.图4为箍筋笼的结构示意图,
29.图5为收口网的结构示意图,
30.图6为空心柱浇筑模具的结构示意图。
31.附图标注:
32.1、箍筋,2、竖向连接钢筋,3、收口网,4、箍筋笼,5、上端模,6、下端模,7、侧边模,8、齿轮轴,9、钢筋穿出孔。
具体实施方式
33.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用于解释本发明,不能理解为对本发明具体保护范围的限定。
34.实施例
35.如图1、2所示,本实施例提供了一种装配式预制空心柱,所述空心柱由钢筋笼体浇筑混凝土制作而成,所述钢筋笼体包括箍筋1、竖向连接钢筋2、收口网3,所述箍筋1有若干个,按一定间距垂直地面设置,所述收口网3平铺于所有箍筋1的外周,所述竖向连接钢筋2有若干根,与箍筋1、收口网3绑扎且绑扎在收口网3的外周,所述箍筋1的端部均固定钢筋组成箍筋笼4。
36.参照图2,所述箍筋1由“井”字型钢筋组成。
37.参照图3,所述箍筋笼4为“囲”字型。
38.参照图1,所述钢筋笼体还包括限位钢筋5,所述限位钢筋5固定在钢筋笼体端部的箍筋1上。所述限位钢筋5的作用是给收口网3进行限位,收口网3应紧贴限位钢筋5摆放。
39.本实施例还提供了一种装配式预制空心柱的生产制作工艺,所述工艺依次包括如下步骤:
40.s1、制作钢筋笼体;
41.s2、制作空心柱浇筑模具;
42.s3、将钢筋笼体放置于空心柱浇筑模具中进行浇筑;
43.s4、将浇筑完成的空心柱入窑养护,养护完成拆除空心柱浇筑模具即可。
44.所述制作钢筋笼体的方法为:
45.sp1、由多根钢筋连接固定成箍筋1,并制作多个箍筋1,将所有箍筋1按一定间距垂直设置在地面;
46.sp2、将收口网3围绕在所有箍筋1的外周;参照图5,所述收口网3的制作过程中,由于冲压形成错落的凸起结构,构件浇筑时,混凝土浆体会在错落部位析出,形成一层由网片与混凝土包裹的粗糙结构面,粗糙面落差高度均在6mm以上,粗糙度在80%以上,对现场施工时与后浇混凝土的结合起到非常关键的作用,减少了其他制作工艺因新旧混凝土结合问题需要进行的水洗、剔凿等工艺,更加绿色环保节能,促进装配式建筑行业的持续健康发展。
47.sp3、将若干根竖向连接钢筋2与箍筋1、收口网3绑扎,并且绑扎在收口网3的外周;
48.sp4、将每一个箍筋1端部固定钢筋组成箍筋笼4,进而完成钢筋笼体的制作。
49.参照图6,所述空心柱浇筑模具包括上端模6、下端模7和两个侧边模8,所述上端模6和下端模7分别与两个侧边模8连接,所述上端模6和下端模7均具有钢筋穿出孔9。空心柱浇筑模具简单,加工及安装成本低,并可根据不同尺寸的空心柱进行拼装使用,拆模简单,节省时间,模具几乎无损伤,使用周期延长,极大的降低了模具在预制构件中的费用占比。
50.所述制作钢筋笼体的方法还包括在钢筋笼体端部的箍筋1上固定限位钢筋5的步骤。这一步的方法位于步骤sp1和sp2之间,因为限位钢筋5的作用是给收口网3限位,所以在摆放收口网3之前应固定好限位钢筋5。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1