一种变截面箱型钢柱结构的制作方法
1.本实用新型属于建筑钢结构制作技术领域,具体涉及一种变截面箱型钢柱结构。
背景技术:
2.随着国家对建筑钢结构应用的支持与鼓励,越来越多的大型建筑把钢结构作为建筑主体,充分体现了绿色环保的建筑理念。这些大型建筑主体由于承载力和抗震要求,主体立柱大多选用箱型钢立柱,特别在多层和高层建筑中,为了节约成本减少自重,在保证结构安全稳定的情况下,箱型立柱都采用了一个或多个变截面。该箱型变截面钢柱是由两块腹板2’、两块装在腹板两端的翼缘板1’以及隔板组成,如图10所示。这种变截面箱型立柱的变截面区域是立柱应力集中区,为了对抗应力集中对焊缝承载力的影响,设计一般都要求变截面区域的连接焊缝为全熔透焊缝。为了保证腹板和翼板之间全熔透焊缝的焊接质量,一般组对都采用单面坡口零钝边零间隙,但这种结构却很难一次保证箱型柱外形尺寸和焊缝全熔透。图10中可以看出翼腹板间隙焊,难以保证箱型外形尺寸,且全熔透焊缝因焊接间隙的不均匀,难以达到全熔透效果。为此,经过不断研究探索,本技术提出一种有效解决此项问题的方法。
技术实现要素:
3.本实用新型解决的技术问题:提供一种变截面箱型钢柱结构,本实用新型通过对腹板的坡口形式进行改进后,由间隙装配改成局部顶紧装配,即能保证外形尺寸,又能确保焊接间隙的大小一致,解决变截面部位的外形尺寸和焊缝全熔透问题。
4.本实用新型采用的技术方案:一种变截面箱型钢柱结构,包括两个腹板和两个翼缘板,两个所述腹板相互对称而设,两个所述翼缘板设于两个腹板上下两侧,两个所述腹板之间垂直设有隔板,所述隔板与翼缘板连接边左右两侧均设有衬条,所述腹板与翼缘板通过焊接固定连接,所述腹板用于与翼缘板焊接连接的边沿开制有坡口,所述腹板开制有坡口的边沿两端预留有端头顶紧定位台,所述腹板用于与翼缘板焊接连接的坡口内侧面设有垫板。
5.进一步的,所述腹板用于与翼缘板焊接连接的边沿按照5mm间隙、45度斜边加工制成坡口。
6.进一步的,所述腹板边沿两端的端头顶紧定位台的预留宽度为10mm。
7.本实用新型与现有技术相比的优点:
8.1、本方案通过对腹板的坡口形式进行改进,由间隙装配改成局部顶紧装配,即能保证外形尺寸,又能确保焊接间隙的大小一致,为完成全熔透提供良好的引弧和焊接;
9.2、本方案逆向思维,从现有工艺在焊接中存在的问题出发,分析原因,从源头采取措施,更新施工方法来保证后续的焊接质量,使箱型钢柱变截面部分的施工工艺有了质的提升,使箱型钢柱变截面部分的制作质量合格率达到了98%以上,施工返修率较现有技术降低了90%以上、能耗及工耗降低,生产效率显著提高,可广泛应用于对箱型钢柱变截面部
分的制作,具有较好的经济效益和社会效益。
附图说明
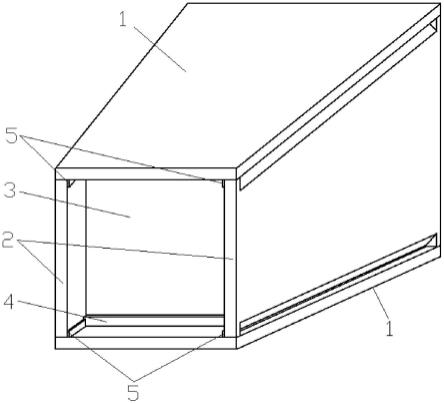
10.图1为本实用新型制作的变截面箱型钢柱装配图;
11.图2为本实用新型变截面箱型钢柱中腹板下料示意图;
12.图3为本实用新型变截面箱型钢柱中腹板坡口切割示意图;
13.图4为本实用新型图4的a-a向剖视图;
14.图5为本实用新型变截面箱型钢柱隔板和衬条的安装示意图;
15.图6为本实用新型变截面箱型钢柱的腹板安装示意图;
16.图7为本实用新型变截面箱型钢柱的电渣焊口切割示意图;
17.图8为本实用新型变截面箱型钢柱的垫板安装示意图;
18.图9为本实用新型变截面箱型钢柱安装完毕示意图;
19.图10为本实用新型未使用前变截面箱型钢柱的装配图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.在本实用新型中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个......限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
22.本实用新型的实施例请参阅图1-9,
23.一种变截面箱型钢柱结构,包括两个腹板2和两个翼缘板1,两个所述腹板2相互对称而设,两个所述翼缘板1设于两个腹板2上下两侧,两个所述腹板2之间垂直设有隔板3,所述隔板3与翼缘板1连接边左右两侧均设有衬条4,所述腹板2与翼缘板1通过焊接固定连接,所述腹板2用于与翼缘板1焊接连接的边沿开制有坡口2-1,所述腹板2开制有坡口2-1的边沿两端预留有端头顶紧定位台2-2,所述腹板2用于与翼缘板1焊接连接的坡口2-1内侧面设有垫板5。
24.优选的,所述腹板2用于与翼缘板1焊接连接的边沿按照5mm间隙、45度斜边加工制成坡口2-1。
25.优选的,所述腹板2边沿两端的端头顶紧定位台2-2的预留宽度为10mm。
26.一种变截面箱型钢柱结构的制作方法,括如下步骤:
27.1)下料:利用电脑绘制腹板图形,导入数字控制切割机进行下料;将平整钢板按照净尺寸进行下料切割出翼缘板1、腹板2、隔板3、衬条4及垫板5,清除氧化铁后进行备用,使腹板的外形呈所需求的形状,如图2所示;
28.2)坡口切割:利用轨道配合导向轮,将导向轮安装在切割机底部,使切割机延轨道
进行方向运动。将轨道固定在工作平台上,切割机安置在轨道上,导向轮配合轨道能够顺利运行,所述的设备为半自动切割机试运行切割机。将腹板切割边平行于轨道进行固定,调整距离和切割角度,各种参数调整合格后对将下好料的腹板2两边开坡口2-1,坡口2-1两头预留顶紧定位台2-2,如图3和4所示;
29.3)隔板装配:如图5所示,隔板由隔板3和衬条4组成,使用前对隔板3和衬条4进行清理,确保钢板平整规则,确保衬条4的平面度和边缘的直线度。利用胎具对有隔板3和衬条4进行装配,在装配过程中控制隔板3和衬条4的接触情况,当存在局部接触不好及缝隙大于等于0.5mm时,进行补焊密封;隔板3装配完成后备用;将一块翼缘板1放置在装配平台上,进行号线,标记好隔板3的装配位置和方向,进行尺寸校核,确认无误后安装相应的隔板3到对应的位置,调整相应的角度,进行固定点焊;
30.4)腹板装配:如图6所示,将安装好隔板3的翼缘板1放置在装配平台上,调整好相应的角度,使箱型钢柱变截面的截面部分垂直地面,将清理好的腹板2进行检查确认,确认无误后将一侧腹板2安装在翼缘板1一侧,坡口向外,使端头顶紧定位台2-2与翼缘板1内侧接触紧密,腹板2外侧与翼缘板1侧面平齐,进行点焊固定,校正腹板2垂直于翼缘板1;按照上述要求安装另一腹板2,使用门型架配合楔子让腹板进行顶紧装配,使腹板2外侧与低下的翼缘板1两边对齐,腹板2两端头的端头顶紧定位台2-2与翼缘板1紧密接触;同时使翼缘板1与隔板3紧密结合,如有大于0.5mm的间隙进行密封焊接;
31.5)电渣焊焊口切割:如图7所示,腹板2装配完毕后,在腹板2对电渣焊焊道的位置开制电渣焊焊口2-3,所述电渣焊焊口2-3大小不得小于电渣焊焊道的大小;开制完毕口清理焊道,防止焊渣、氧化皮等杂物影响焊接质量。
32.6)垫板装配:如图8所示,垫板5下料打掉氧化渣之后,对其刨磨、调直处理,垫板5安装在腹板2的坡口内侧面,在装配时保证垫板5与腹板2和翼缘板1分别紧密贴合,使垫板5能够完全密封住坡口下面的的5mm间隙,避免间隙尺寸过大,间隙尺寸将直接影电弧的正常工作,容易在焊接过程中造成漏液,只有保证紧密贴合,才能有效的保证衬板在焊接过程中的密封盒引弧作用,因此,垫板的紧密贴合在焊接中很关键;
33.7)上部翼缘板装配:如图9所示,上述装配完成后安装上部的翼缘板1,上部的翼缘板1装配时用龙门架配合楔子对其顶紧,确保上部的翼缘板1两侧边缘与腹板2外侧对齐,内侧与腹板2的顶紧定位台2-2顶紧,保证箱型变截面位置外形尺寸符合要求;在隔板3位置将上部翼缘板1进行加压使其与隔板3、衬条4贴合紧密,进行点焊固定,防止衬板与翼缘间隙过大,导致电渣焊无法焊接;
34.8)焊接后切割对接坡口:对装配完毕的变截面箱型钢柱进行焊接施工,待焊接施工完成后,对箱型钢柱变截面部分两头的对接部分开制对接坡口进行组装焊接。
35.本实用新型对腹板的坡口形式进行改进,由间隙装配改成局部顶紧装配,即能保证外形尺寸,又能确保焊接间隙的大小一致,解决变截面部位的外形尺寸和焊缝全熔透问题;使箱型钢柱变截面部分的施工工艺有了质的提升,使箱型钢柱变截面部分的制作质量合格率达到了98%以上,施工返修率较现有技术降低了90%以上、能耗及工耗降低,生产效率显著提高,可广泛应用于对箱型钢柱变截面部分的制作,具有较好的经济效益和社会效益。
36.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而
且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
37.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1