一种高精度石材雕刻机的制作方法
1.本技术涉及石材加工技术领域,尤其是涉及一种高精度石材雕刻机。
背景技术:
2.石材雕刻行业是中国的一个传统行业,随着科技的进步,老石工的退休,年轻一代对高效率、机械化、自动化的要求,涌现出了各种各样的石材雕刻设备,可在石材上雕刻字画,可满足个性化家装、工装艺术设计的要求,可作为装饰公司、工艺品行业、石材行业、碑刻行业、先进的雕刻加工设备。
3.针对上述中的相关技术,发明人认为存在有以下缺陷:现有石材雕刻机在上料时通过行吊对待加工的石材进行起吊并放置在工作台上,在将石材下降的过程中,存在石材下降速度快导致石材与工作台发生碰撞的可能,进而导致石材发生磕碰或者破碎的可能,给企业造成经济损失。
技术实现要素:
4.为了减少石材在上料时与工作台发生碰撞的可能,本技术提供一种高精度石材雕刻机。
5.本技术提供的一种高精度石材雕刻机采用如下的技术方案:
6.一种高精度石材雕刻机,包括供石材放置的支撑座、一对位于支撑座两侧的导轨座以及设置于导轨座上对石材进行加工的雕刻机构,所述支撑座包括支撑架以及固定连接于支撑架的放置台,所述放置台沿竖向滑移连接有缓冲垫,缓冲垫具有弹性,所述支撑架设置有升降气缸,升降气缸的活塞杆固定连接于缓冲垫。
7.通过采用上述技术方案,在对石材进行上料时,升降气缸的活塞杆伸长带动缓冲垫上升,使得缓冲垫高出放置台的上端面,通过行吊对待加工的石材进行起吊移动并下降,石材下降过程中,最先与缓冲垫接触,缓冲垫对石材进行支撑,对起吊绳进行移除后,接着升降气缸的活塞杆收缩,使得石材缓慢下降,当缓冲垫上端面低于或者平齐于放置台上端面后,石材下端面抵接于放置台上端面,有效减少石材在上料时与工作台发生碰撞的可能。
8.优选的,所述升降气缸设置有多个。
9.通过采用上述技术方案,升降气缸设置有多个,一方面,便于对不同尺寸的石材进行支撑,另一方面,能够对石材进行稳定支撑。
10.优选的,所述升降气缸的活塞杆端部固定连接有升降板,所述缓冲垫固定连接于升降板上端面。
11.通过采用上述技术方案,设置有升降板,增加升降气缸活塞杆和石材的接触面积,从而减少石材的应力,减少石材发生破碎的可能。
12.优选的,所述放置台上设置有对石材进行夹持固定的夹持机构。
13.通过采用上述技术方案,设置有夹持机构,对石材进行夹持固定,有效减少其发生滑移的可能,从而提高对石材进行雕刻的雕刻精度。
14.优选的,所述放置台设置有一对分别对应位于放置台两侧的安装板,所述夹持机构包括缸体固定连接于安装板的夹持液压缸,所述夹持液压缸的活塞杆活动抵接于石材。
15.通过采用上述技术方案,安装板为夹持液压缸提供安装载体,通过夹持液压缸的活塞杆伸长,实现对工件的牢固夹持,加工过程中减少石材发生偏移现象,提高加工精度。
16.优选的,每块所述安装板均设置有多个夹持液压缸,多个夹持液压缸沿安装板的长度方向分布。
17.通过采用上述技术方案,一方面,便于对不同长度尺寸的石材进行夹持固定,另一方面,增加对石材的夹持稳固性,进一步减少在加工过程中石材发生偏移的可能。
18.优选的,所述夹持机构还包括固定连接于夹持液压缸的活塞杆的夹持件,所述夹持件包括固定连接于夹持液压缸的活塞杆的第一夹持块以及固定连接于第一夹持块上部侧壁的第二夹持块,所述第一夹持块侧壁抵接于石材的侧面,第二夹持块下端面抵接于石材的上端面。
19.通过采用上述技术方案,设置有第一夹持块和第二夹持块,分别对石材的侧壁以及上端面进行夹持固定,从而对实现的水平滑移自由端和竖向滑移自由度进行有效限制,进一步减少石材由于机械振动发生水平滑移和竖向窜动的可能,提高加工精度。
20.综上所述,本实用新型具有以下有益效果:
21.1、在对石材进行上料时,升降气缸的活塞杆伸长带动缓冲垫上升,使得缓冲垫高出放置台的上端面,通过行吊对待加工的石材进行起吊移动并下降,石材下降过程中,最先与缓冲垫接触,缓冲垫对石材进行支撑,对起吊绳进行移除后,接着升降气缸的活塞杆收缩,使得石材缓慢下降,当缓冲垫上端面低于或者平齐于放置台上端面后,石材下端面抵接于放置台上端面,有效减少石材在上料时与工作台发生碰撞的可能;
22.2、设置有升降板,增加升降气缸活塞杆和石材的接触面积,从而减少石材的应力,减少石材发生破碎的可能;
23.3、通过夹持液压缸的活塞杆伸长,实现对工件的牢固夹持,加工过程中减少石材发生偏移现象,提高加工精度。
附图说明
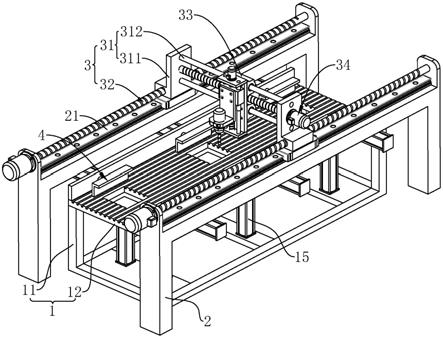
24.图1是一种高精度石材雕刻机的整体结构示意图;
25.图2是雕刻机构的结构示意图;
26.图3是支撑座的结构示意图;
27.图4是升降板和缓冲垫的结构示意图。
28.图中,1、支撑座;11、支撑架;12、放置台;13、切割槽;14、通槽;15、升降气缸;16、升降板;17、缓冲垫;18、安装板;2、导轨座;21、滑轨;3、雕刻机构;31、横向滑座;311、滑动座;312、第一导向杆;32、横向驱动组件;33、纵向滑座;331、第二导向杆;34、纵向驱动组件;35、竖向滑座;351、雕刻电机;36、竖向驱动组件;37、雕刻刀头;4、夹持机构;41、夹持液压缸;42、夹持件;421、第一夹持块;422、第二夹持块。
具体实施方式
29.以下结合附图1-4对本技术作进一步详细说明。
30.本技术实施例公开一种高精度石材雕刻机,参照图1,包括供石材放置的支撑座1、一对位于支撑座1两侧的导轨座2以及设置于导轨座2上对石材进行加工的雕刻机构3。
31.参照图1、图2,导轨座2上端面固定连接有沿其长度方向延伸的滑轨21,雕刻机构3包括沿横向滑移连接于导轨座2的横向滑座31、驱动横向滑座31滑移的横向驱动组件32、沿纵向滑移连接横向滑座31的纵向滑座33、驱动纵向滑座33滑移的纵向驱动组件34、沿竖向滑移连接于纵向滑座33的竖向滑座35、驱动竖向滑座35滑移的竖向驱动组件36以及设置于竖向滑座35的雕刻刀头37。
32.参照图1、图2,横向滑座31包括一对滑移连接于滑轨21的滑动座311以及固定连接于两个滑动座311之间的第一导向杆312,第一导向杆312设置有两根。第一导向杆312的轴线呈水平设置且第一导向杆312的轴线方向垂直于导轨座2的长度方向,纵向滑座3533滑移套设于第一导向杆312。纵向滑座3533固定连接有第二导向杆331,第二导向杆331的轴线呈竖向设置,竖向滑座35滑移套设于第二导向杆331。本实施例中,横向驱动组件32、纵向驱动组件34和竖向驱动组件36均采用丝杆传动方式分别驱动横向滑座31滑移、纵向滑座33滑移和竖向滑座35滑移。雕刻刀头37转动连接于竖向滑座35,竖向滑座35固定连接有驱动雕刻刀头37转动的雕刻电机351。
33.参照图1、图3,支撑座1包括支撑架11以及固定连接于支撑架11上端面的放置台12,放置台12的长度方向平行于导轨座2的长度方向。放置台12的上端面开设有沿其长度方向延伸的切割槽13,切割槽13设置有多道且沿放置台12的宽度方向分布。放置台12的上端面贯穿开设有通槽14,支撑架11设置有多个升降气缸15,本实施例中,升降气缸15设置有六个。
34.参照图3、图4,升降气缸15的缸体固定连接于支撑架11,升降气缸15的活塞杆固定连接有滑移穿过通槽14的升降板16,升降气缸15的活塞杆的轴线呈竖向设置,升降板16的上端面固定连接有呈弹性设置的缓冲垫17,升降气缸15的活塞杆伸长时,带动升降板16上升且凸出放置台12的上端面,升降气缸15的活塞杆收缩带动升降板16滑移至放置台12的下方。
35.参照图3、图4,放置台12设置有一对分别对应位于放置台12两侧的安装板18,放置台12上设置有对石材进行夹持固定的夹持机构4,夹持机构4包括缸体固定连接于安装板18的夹持液压缸41以及固定连接于夹持液压缸41的活塞杆的夹持件42。安装板18均设置有多个夹持液压缸41,多个夹持液压缸41沿安装板18的长度方向分布,具体地,夹持液压缸41也液压油缸。夹持液压缸41的缸体固定连接于安装板18的外侧壁,夹持液压缸41的活塞杆轴线平行于放置台12的宽度方向。夹持件42包括固定连接于夹持液压缸41的活塞杆的第一夹持块421以及固定连接于第一夹持块421上部侧壁的第二夹持块422,第一夹持块421侧壁抵接于石材的侧面,第二夹持块422下端面抵接于石材的上端面。
36.本技术实施例一种高精度石材雕刻机的实施原理为:在对石材进行上料时,升降气缸15的活塞杆伸长带动是升降板16上升,使得缓冲垫17高出放置台12的上端面,通过行吊对待加工的石材进行起吊移动并下降,石材下降过程中,最先与缓冲垫17接触,缓冲垫17对石材进行支撑,对起吊绳进行移除后,接着升降气缸15的活塞杆收缩,使得石材缓慢下降,当缓冲垫17上端面低于或者平齐于放置台12上端面后,石材下端面抵接于放置台12上端面,有效减少石材在上料时与工作台发生碰撞的可能;夹持液压缸41的活塞杆伸长,使得
第一夹持块421和第二夹持块422分别抵接于石材的侧壁和上端面,实现对工件的牢固夹持,加工过程中减少石材发生偏移现象,提高加工精度。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1