一种空心砖成型装置的制作方法
1.本实用新型涉及空心砖加工技术领域,具体为一种空心砖成型装置。
背景技术:
2.空心砖是近年内建筑行业常用的墙体主材,由于质轻、消耗原材少等优势,已经成为国家建筑部门首先推荐的产品。空心砖的孔洞总面积占其所在砖面积的百分率,称为空心砖的孔洞率,一般应在15%以上。空心砖和实心砖相比,可节省大量的土地用土和烧砖燃料,减轻运输重量;减轻制砖和砌筑时的劳动强度,加快施工进度;减轻建筑物自重,加高建筑层数,降低造价。目前空心砖在使用时需要使用到成型装置。
3.市场上空心砖在进行加工时,由于成型装置不具备振荡功能,使得原料中容易存在气泡,无法保证模具腔内是否完全充满原料,造成后续成型的空心砖容易出现瑕疵,为此,我们提出一种空心砖成型装置。
技术实现要素:
4.本实用新型的目的在于提供一种空心砖成型装置,以解决上述背景技术中提出的市场上空心砖在进行加工时,由于成型装置不具备振荡功能,使得原料中容易存在气泡,无法保证模具腔内是否完全充满原料,造成后续成型的空心砖容易出现瑕疵的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种空心砖成型装置,包括:
6.主框架,所述主框架的两侧均套设有转接套,所述转接套的外部套设有滑套;
7.液压气缸,其安装于所述滑套靠近所述主框架竖直中轴线的一侧,所述液压气缸的另一端设置有夹持件,所述夹持件之间夹持有模具;
8.顶盖,其设置于所述模具的顶端,所述顶盖的下方通过安装板安装有导向推杆,所述顶盖的顶端安装有电动机;
9.底盖,其设置于所述模具的下方;
10.缓冲垫,其安装于所述主框架的内部底端中部。
11.优选的,所述转接套的外径尺寸小于滑套的内径尺寸,且滑套和液压气缸之间呈固定连接。
12.优选的,所述夹持件的内部结构与模具的外部结构之间相吻合,且夹持件通过液压气缸构成伸缩结构。
13.优选的,所述顶盖和底盖关于模具的横向中轴线呈对称分布,且顶盖的下方外径尺寸与模具的内径尺寸之间相吻合,而且模具的上方外径尺寸与模具的内径尺寸之间相吻合。
14.优选的,所述顶盖通过电动机构成传动结构,且顶盖和缓冲垫之间呈同一竖直中轴线上,而且顶盖通过安装板与导向推杆构成固定结构。
15.优选的,所述主框架还设有:
16.储尘室,其设置于所述主框架的顶端右侧,所述储尘室的前端安装有吸尘风机,所
述吸尘风机的另一端连通有吸尘管道。
17.优选的,所述吸尘管道、吸尘风机和储尘室之间呈连通状结构,且储尘室和主框架之间呈固定连接。
18.本实用新型提供了一种空心砖成型装置,具备以下有益效果:该空心砖成型装置,采用电动机驱动顶盖、模具和底盖朝着缓冲垫移动,再其多次升降与缓冲垫碰撞的过程中,模具内的原料可以完全均匀将模具内腔充满,避免原料之间存在气泡,导致后续成型后质量不一,有效保障了空心砖的品质。
19.1、本实用新型通过液压气缸驱动夹持件朝着模具竖直中轴线的方向进行移动,使之模具的两侧被夹持件所夹紧,使之模具、夹持件、液压气缸可以通过与滑套相固定而关于转接套的外部进行竖直方向的升降滑动,给后续的操作提供方便,顶盖和底盖与模具的上下两处开口均为活动连接,当原料注入模具内腔时,可由顶盖和底盖对模具进行密封,保证成型后的空心砖端面平整,利于对空心砖进行挤出。
20.2、本实用新型顶盖和安装板之间固定,通过驱动电动机使之顶盖、模具和底盖朝着缓冲垫方向移动,直至与缓冲垫之间进行多次接触,在其接触的震荡过程中可以使模具内的原料充分填满整个模具内腔,避免成型质量下降,反之当原料成型后,采用紧固件对安装板和导向推杆之间进行安装固定,从而当模具内原料成型后,可以利用电动机驱动顶盖以及与之相固定的安装板和导向推杆一并朝着模具内腔移动,使之成型的空心砖在导向推杆的推动下顺利挤出,以加快整体出料速度。
21.3、本实用新型通过吸尘风机和吸尘管道之间相互配合,可以对挤出的空心砖表面的原料粉末进行吸附,从而维护装置周围的空气质量。
附图说明
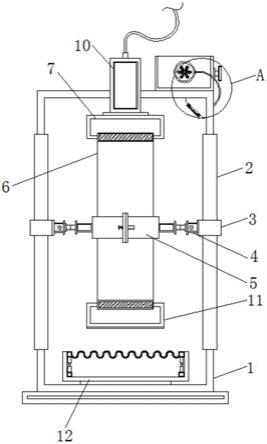
22.图1为本实用新型一种空心砖成型装置的整体结构示意图;
23.图2为本实用新型一种空心砖成型装置的安装板和导向推杆立体结构示意图;
24.图3为本实用新型一种空心砖成型装置的图1中a处放大结构示意图。
25.图中:1、主框架;2、转接套;3、滑套;4、液压气缸;5、夹持件;6、模具;7、顶盖;8、安装板;9、导向推杆;10、电动机;11、底盖;12、缓冲垫;13、储尘室;14、吸尘风机;15、吸尘管道。
具体实施方式
26.如图1所示,一种空心砖成型装置,包括:主框架1,主框架1的两侧均套设有转接套2,转接套2的外部套设有滑套;液压气缸4,其安装于滑套3靠近主框架1竖直中轴线的一侧,转接套2的外径尺寸小于滑套3的内径尺寸,且滑套3和液压气缸4之间呈固定连接;液压气缸4的另一端设置有夹持件5,夹持件5之间夹持有模具6;夹持件5的内部结构与模具6的外部结构之间相吻合,且夹持件5通过液压气缸4构成伸缩结构;通过液压气缸4驱动夹持件5朝着模具6竖直中轴线的方向进行移动,使之模具6的两侧被夹持件5所夹紧,使之模具6、夹持件5、液压气缸4可以通过与滑套3相固定而关于转接套2的外部进行竖直方向的升降滑动,给后续的操作提供方便;底盖11,其设置于模具6的下方;顶盖7和底盖11关于模具6的横向中轴线呈对称分布,且顶盖7的下方外径尺寸与模具6的内径尺寸之间相吻合,而且模具6
的上方外径尺寸与模具6的内径尺寸之间相吻合;缓冲垫12,其安装于主框架1的内部底端中部,顶盖7和底盖11与模具6的上下两处开口均为活动连接,当原料注入模具6内腔时,可由顶盖7和底盖11对模具6进行密封,保证成型后的空心砖端面平整,利于对空心砖进行挤出。
27.如图2所示,顶盖7,其设置于模具6的顶端,顶盖7的下方通过安装板8安装有导向推杆9,顶盖7的顶端安装有电动机10;顶盖7通过电动机10构成传动结构,且顶盖7和缓冲垫12之间呈同一竖直中轴线上,而且顶盖7通过安装板8与导向推杆9构成固定结构,顶盖7和安装板8之间固定,通过驱动电动机10使之顶盖7、模具6和底盖11朝着缓冲垫12方向移动,直至与缓冲垫12之间进行多次接触,在其接触的震荡过程中可以使模具6内的原料充分填满整个模具6内腔,避免成型质量下降,反之当原料成型后,采用紧固件对安装板8和导向推杆9之间进行安装固定,从而当模具6内原料成型后,可以利用电动机10驱动顶盖7以及与之相固定的安装板8和导向推杆9一并朝着模具6内腔移动,使之成型的空心砖在导向推杆9的推动下顺利挤出,以加快整体出料速度。
28.如图3所示,储尘室13,其设置于主框架1的顶端右侧,储尘室13的前端安装有吸尘风机14,吸尘风机14的另一端连通有吸尘管道15;吸尘管道15、吸尘风机14和储尘室13之间呈连通状结构,且储尘室13和主框架1之间呈固定连接,通过吸尘风机14和吸尘管道15之间相互配合,可以对挤出的空心砖表面的原料粉末进行吸附,从而维护装置周围的空气质量。
29.综上,该空心砖成型装置,使用时,首先根据图1-3所示结构,主框架1两侧位置均套设有转接套2,转接套2与主框架1之间固定呈一体,其表面具有一定的润滑性能,工作人员使用底盖11将模具6底端密封,并将原料倒入模具6内腔,使用顶盖7对模具6顶端密封,此时将模具6置于两个夹持件5之间,通过液压气缸4驱动夹持件5对模具6的两侧进行夹持,使之模具6、夹持件5、液压气缸4和滑套3之间连接呈一体,接着通过电动机10驱动顶盖7、模具6和底盖11朝着缓冲垫12移动,在其多次升降与缓冲垫12碰撞接触的过程中,模具6内的原料可以完全均匀将模具6内腔充满,避免原料之间存在气泡,其中由于模具6、夹持件5、液压气缸4和滑套3之间连接呈一体,可以在电动机10驱动顶盖7、模具6和底盖11移动时,滑套3可以关于转接套2的外部进行滑动,从而保证了升降方向的统一,避免发生倾斜,接着等待原料成型,当原料成型后通过将顶盖7与模具6之间分离,采用紧固件对安装板8和导向推杆9之间进行安装固定,从而当模具6内原料成型后,可以利用电动机10驱动顶盖7以及与之相固定的安装板8和导向推杆9一并朝着模具6内腔移动,使之成型的空心砖在导向推杆9的推动下顺利挤出,以加快整体出料速度,接着在空心砖挤出的过程中,利用吸尘风机14和吸尘管道15之间相互配合,对空气中的粉末颗粒进行吸附,从而维护装置周围的空气质量,避免人体吸入。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1