一种钢筋混凝土梁柱—型钢节点组合结构
一种钢筋混凝土梁柱
—
型钢节点组合结构
技术领域
1.本实用新型涉及建筑技术领域,具体的说,涉及一种钢筋混凝土梁柱—型钢节点组合结构。
背景技术:
2.《建筑抗震设计规范》gb50011—2010建议建筑结构的抗震性能化设计应正确、合理地反映地震作用的传递途径。而在地震作用下,传统钢筋混凝土梁柱节点通常由于受弯破坏形式,使得靠近节点位置处的钢筋混凝土立柱或钢筋混凝土横梁发生塑性铰破坏,同时钢筋混凝土立柱和钢筋混凝土横梁在节点处塑性铰分区不明确。目前装配式结构在构件节点交汇处常常需要通过注浆连接,不利于节点质量控制,并且需要一定的养护时间,在一定程度上增加了工程的建造周期。
技术实现要素:
3.本实用新型的目的是提供一种钢筋混凝土梁柱—型钢节点组合结构,本实用新型采用型钢节点与钢筋混凝土梁柱装配连接,塑性铰分区明确,节点韧性提高,抗震性能增强,震后可快速修复,可有效提高住宅建筑、公共建筑等的抗震性能、安全性能、震后修复性能,成本低、施工方便。
4.为实现上述目的,本实用新型采用如下技术方案:
5.一种钢筋混凝土梁柱—型钢节点组合结构,包括钢筋混凝土梁、钢筋混凝土柱和型钢节点,型钢节点为整体式节点结构,型钢节点包括十字型钢立柱和四根工字型钢横梁,四根工字型钢横梁矩形阵列布置在十字型钢立柱的四周,四根工字型钢横梁分别与十字型钢立柱的四块翼缘板垂直并通过角焊缝焊接为一体,四根工字型钢横梁的装配端均设置有竖向装配钢板,竖向装配钢板与工字型钢横梁垂直,竖向装配钢板通过角焊缝与工字型钢横梁的上侧翼缘板、腹板和下侧翼缘板焊接为一体,钢筋混凝土梁的装配端预埋有若干根水平设置的第一高强度螺栓并与竖向装配钢板通过各根第一高强度螺栓紧固装配连接,钢筋混凝土梁的装配端与工字型钢横梁的装配端通过第一矩形钢板焊接装配连接,十字型钢立柱的装配端设置有水平装配钢板,水平装配钢板与十字型钢立柱垂直,水平装配钢板通过角焊缝与十字型钢立柱的腹板和四块翼缘板焊接为一体,钢筋混凝土柱的装配端预埋有若干根竖向设置的第二高强度螺栓并与水平装配钢板通过各根第二高强度螺栓紧固装配连接,钢筋混凝土柱的装配端与十字型钢立柱的装配端通过第二矩形钢板焊接装配连接。
6.工字型钢横梁的腹板的两侧在工字型钢横梁与十字型钢立柱的翼缘板相连接位置均设置有一块竖向加劲肋钢板,两块竖向加劲肋钢板关于工字型钢横梁的腹板对称且位于工字型钢横梁的上侧翼缘板和下侧翼缘板之间,竖向加劲肋钢板通过角焊缝分别与工字型钢横梁的上侧翼缘板和下侧翼缘板的内侧面以及十字型钢立柱的翼缘板外侧面焊接连接,十字型钢立柱的腹板的两侧在工字型钢横梁的上侧翼缘板和下侧翼缘板对应位置处均设置一块第一水平加劲肋钢板,第一水平加劲肋钢板通过角焊缝分别与十字型钢立柱的翼
缘板的内侧面和十字型钢立柱的腹板表面焊接连接;
7.工字型钢横梁的腹板的两侧中部在工字型钢横梁的装配端位置均设置有一块第二水平加劲肋钢板,第二水平加劲肋钢板通过角焊缝分别与工字型钢横梁的腹板表面和竖向装配钢板的内侧面焊接连接。
8.钢筋混凝土梁的装配端上侧面和下侧面均平行预埋固定设置有一块水平焊接钢板,两块水平焊接钢板靠近钢筋混凝土梁的装配端的一侧边均与钢筋混凝土梁的装配端端面齐平,上侧的水平焊接钢板的外侧面与钢筋混凝土梁的上侧面齐平,下侧的水平焊接钢板的外侧面与钢筋混凝土梁的下侧面齐平,两块水平焊接钢板的内侧面均与钢筋混凝土梁中的箍筋或构造钢筋焊接,第一矩形钢板水平设置且上下间隔设置两块,上侧的第一矩形钢板设置在钢筋混凝土梁的装配端与工字型钢横梁的装配端相连接位置的上方,下侧的第一矩形钢板设置在钢筋混凝土梁的装配端与工字型钢横梁的装配端相连接位置的下方,上侧的第一矩形钢板分别与上侧的水平焊接钢板和工字型钢横梁的上侧翼缘板外侧面通过角焊缝焊接,下侧的第一矩形钢板分别与下侧的水平焊接钢板和工字型钢横梁的下侧翼缘板外侧面通过角焊缝焊接;
9.钢筋混凝土柱的装配端四侧面均平行预埋固定设置有一块竖向焊接钢板,四块竖向焊接钢板靠近的钢筋混凝土柱的装配端的一侧边均与钢筋混凝土柱的装配端端面齐平,四块竖向焊接钢板的外侧面分别与钢筋混凝土柱的相应一侧面齐平,四块竖向焊接钢板的内侧面均与钢筋混凝土柱中的箍筋或构造钢筋焊接,第二矩形钢板竖向设置且矩形阵列设置四块,四块第二矩形钢板分别对应设置在钢筋混凝土柱的装配端与十字型钢立柱的装配端相连接位置的四周并分别与十字型钢立柱的四块翼缘板一一对应平行设置,每块第二矩形钢板均与相对应的竖向焊接钢板和十字型钢立柱的相对应的翼缘板外侧面通过角焊缝焊接。
10.钢筋混凝土梁的装配端端面、竖向装配钢板的外侧面、钢筋混凝土柱的装配端端面和水平装配钢板的外侧面分别均匀涂抹有建筑结构胶或胶结胶;
11.竖向装配钢板上设有若干个与各根第一高强度螺栓对应的第一圆形螺栓孔,各根第一高强度螺栓伸出钢筋混凝土梁的一端分别对应穿过竖向装配钢板上的各个第一圆形螺栓孔并螺纹连接有第一紧固螺母,第一紧固螺母和竖向装配钢板之间紧密夹设有套在第一高强度螺栓上的钢垫片;
12.水平装配钢板上设有若干个与各根第二高强度螺栓对应的第二圆形螺栓孔,各根第二高强度螺栓伸出钢筋混凝土柱的一端分别对应穿过水平装配钢板上的各个第二圆形螺栓孔并螺纹连接有第二紧固螺母,第二紧固螺母和水平装配钢板之间紧密夹设有套在第二高强度螺栓上的钢垫片。
13.钢筋混凝土梁的装配端的刚度与工字型钢横梁的装配端的刚度相匹配,钢筋混凝土柱的装配端的刚度与十字型钢立柱的装配端的刚度相匹配;
14.钢筋混凝土梁的装配端和钢筋混凝土柱的装配端均采用c40及以上的混凝土浇筑而成;
15.工字型钢横梁的长度和十字型钢立柱在与工字型钢横梁相连接位置的上段长度和下段长度均不小于塑性铰长度。
16.一种钢筋混凝土梁柱—型钢节点组合结构的施工方法,具体的施工步骤如下:
17.(1)、在工厂绑扎钢筋混凝土梁和钢筋混凝土柱的钢筋骨架,将各根第一高强度螺栓沿着钢筋混凝土梁的钢筋骨架轴线方向与钢筋混凝土梁的装配端处钢筋骨架焊接,将各根第二高强度螺栓沿着钢筋混凝土柱的钢筋骨架轴线方向与钢筋混凝土柱的钢筋骨架的装配端焊接,在钢筋混凝土梁的装配端处钢筋骨架的上侧和下侧箍筋或构造钢筋的外表面相应位置均焊接一块水平焊接钢板,在钢筋混凝土柱的装配端处钢筋骨架的四侧箍筋或构造钢筋的外表面相应位置均焊接一块竖向焊接钢板;
18.(2)、在工厂浇筑混凝土制作钢筋混凝土梁、钢筋混凝土柱,养护28天;
19.(3)、在工厂制作型钢节点;
20.(4)、将钢筋混凝土柱的装配端与型钢节点的十字型钢立柱的装配端固定装配连接;
21.(5)、将钢筋混凝土梁的装配端与型钢节点的工字型钢横梁的装配端固定装配连接。
22.步骤(1)具体为:在工厂绑扎钢筋混凝土梁和钢筋混凝土柱的钢筋骨架完成后,确定各根第一高强度螺栓带有螺纹一端的预留外露长度,将各根第一高强度螺栓沿着钢筋混凝土梁的钢筋骨架轴线方向设置,使各根第一高强度螺栓的另一端与钢筋混凝土梁的装配端处钢筋骨架紧贴密实并连接焊接,确定各根第二高强度螺栓带有螺纹一端的预留外露长度,将各根第二高强度螺栓沿着钢筋混凝土柱的钢筋骨架轴线方向设置,使各根第二高强度螺栓的另一端与钢筋混凝土柱的装配端处钢筋骨架紧贴密实并连接焊接,将两块水平焊接钢板的内侧面均与钢筋混凝土梁中的箍筋或构造钢筋焊接,使两块水平焊接钢板靠近钢筋混凝土梁的装配端的一侧边均与浇筑混凝土后的钢筋混凝土梁的装配端端面齐平,上侧的水平焊接钢板的外侧面与浇筑混凝土后的钢筋混凝土梁的上侧面齐平,下侧的水平焊接钢板的外侧面与浇筑混凝土后的钢筋混凝土梁的下侧面齐平,将四块竖向焊接钢板的内侧面均与钢筋混凝土柱中的箍筋或构造钢筋焊接,使四块竖向焊接钢板靠近的钢筋混凝土柱的装配端的一侧边均与浇筑混凝土后的钢筋混凝土柱的装配端端面齐平,四块竖向焊接钢板的外侧面分别与浇筑混凝土后的钢筋混凝土柱的相应一侧面齐平。
23.步骤(3)具体为:预制十字型钢立柱:十字型钢立柱由工字型钢和两根t型钢焊接而成,将两根t型钢沿工字型钢的轴线方向分别设置在工字型钢的腹板两侧,t型钢的腹板通过对接焊缝或角焊缝焊接在工字型钢的腹板上;
24.将四根工字型钢横梁矩形阵列布置在十字型钢立柱的四周,四根工字型钢横梁分别与十字型钢立柱的四块翼缘板垂直并通过角焊缝焊接为一体,之后四根工字型钢横梁的装配端均通过角焊缝焊接一块竖向装配钢板,十字型钢立柱的装配端通过角焊缝焊接一块水平装配钢板;
25.工字型钢横梁的腹板的两侧在工字型钢横梁与十字型钢立柱的翼缘板相连接位置均设置有一块竖向加劲肋钢板,使竖向加劲肋钢板通过角焊缝分别与工字型钢横梁的上侧翼缘板和下侧翼缘板的内侧面以及十字型钢立柱的翼缘板外侧面焊接连接,十字型钢立柱的腹板的两侧在工字型钢横梁的上侧翼缘板和下侧翼缘板对应位置处均设置一块第一水平加劲肋钢板,第一水平加劲肋钢板通过角焊缝分别与十字型钢立柱的翼缘板的内侧面和十字型钢立柱的腹板表面焊接连接,工字型钢横梁的腹板的两侧中部在工字型钢横梁的装配端位置均设置有一块第二水平加劲肋钢板,第二水平加劲肋钢板通过角焊缝分别与工
字型钢横梁的腹板表面和竖向装配钢板的内侧面焊接连接。
26.步骤(4)具体为:钢筋混凝土柱的装配端端面和水平装配钢板的外侧面分别均匀涂抹有建筑结构胶或胶结胶,将钢筋混凝土柱的装配端与十字型钢立柱的装配端对接,使钢筋混凝土柱的装配端端面与水平装配钢板的外侧面挤压密实,同时使各根第二高强度螺栓伸出钢筋混凝土柱的一端分别对应穿过水平装配钢板上的各个第二圆形螺栓孔,再在各根第二高强度螺栓伸出钢筋混凝土柱的一端螺纹连接第二紧固螺母,第二紧固螺母与水平装配钢板之间紧密夹设有套在第二高强度螺栓上的钢垫片,将四块第二矩形钢板分别对应设置在钢筋混凝土柱的装配端与十字型钢立柱的装配端相连接位置的四周并分别与十字型钢立柱的四块翼缘板一一对应平行设置,每块第二矩形钢板均与相对应的竖向焊接钢板和十字型钢立柱的相对应的翼缘板外侧面通过角焊缝焊接。
27.步骤(5)具体为:钢筋混凝土梁的装配端端面和竖向装配钢板的外侧面分别均匀涂抹有建筑结构胶或胶结胶,将钢筋混凝土梁的装配端与工字型钢横梁的装配端对接,使钢筋混凝土梁的装配端端面与竖向装配钢板的外侧面挤压密实,同时使各根第一高强度螺栓伸出钢筋混凝土梁的一端分别对应穿过竖向装配钢板上的各个第一圆形螺栓孔,再在各根第一高强度螺栓伸出钢筋混凝土梁的一端螺纹连接第一紧固螺母,第一紧固螺母和竖向装配钢板之间紧密夹设有套在第一高强度螺栓上的钢垫片,将上侧的第一矩形钢板分别与上侧的水平焊接钢板和工字型钢横梁的上侧翼缘板外侧面通过角焊缝焊接,下侧的第一矩形钢板分别与下侧的水平焊接钢板和工字型钢横梁的下侧翼缘板外侧面通过角焊缝焊接。
28.本实用新型相对现有技术具有实质性特点和进步,具体地说,本实用新型具有以下优点:
29.(一)、本实用新型采用型钢节点与钢筋混凝土梁柱装配连接,具有明确的塑性铰分区,在受到地震力的作用时,型钢节点相较于传统钢筋混凝土节点有良好的抗震韧性,抗震性能增强,型钢节点变形可快速释放地震发生时产生的能量,大幅度降低了地震对钢筋混凝土梁、柱的影响和破坏;
30.(二)、型钢节点具有震后快速修复恢复的优势,型钢节点复位后,可采取外包钢,腹腔内部压注灌浆料的方式予以修复加固,修复后塑性铰可能发生转换,符合多道抗震防线的设计思想;
31.(三)、本实用新型紧扣时代发展、理论发展前沿,成本相较于钢结构降低,施工方便,相较于钢筋混凝土装配式结构,无需对装配节点进行养护,施工周期大大缩短,社会经济效益提高;
32.(四)、本实用新型在设计中可根据抗震性态准则和韧性设计理念调整型钢节点细部尺寸及构造,适应范围广、实用性高,尤其适合于抗震设防区域的房屋建筑,可有效提高住宅建筑、公共建筑等的抗震性能、安全性能、震后修复性能。
33.本实用新型采用型钢节点与钢筋混凝土梁柱装配连接,塑性铰分区明确,节点韧性提高,抗震性能增强,震后可快速修复,可有效提高住宅建筑、公共建筑等的抗震性能、安全性能、震后修复性能,成本低、施工方便。
附图说明
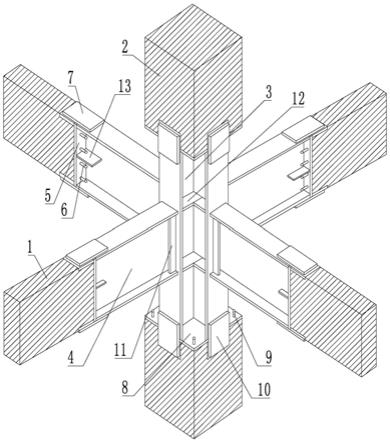
34.图1是本实用新型的轴测图。
35.图2是本实用新型的局部纵向剖视图。
36.图3是图2中a-a向剖视图。
37.图4是图3中b-b向剖视图。
38.图5是本实用新型的型钢节点的结构示意图。
39.图6是本实用新型的型钢节点在去掉竖向装配钢板、水平装配钢板时的结构示意图。
具体实施方式
40.以下结合附图进一步说明本实用新型的实施例。
41.如图1-图6所示,一种钢筋混凝土梁柱—型钢节点组合结构,包括钢筋混凝土梁1、钢筋混凝土柱2和型钢节点,型钢节点为整体式节点结构,型钢节点包括十字型钢立柱3和四根工字型钢横梁4,四根工字型钢横梁4矩形阵列布置在十字型钢立柱3的四周,四根工字型钢横梁4分别与十字型钢立柱3的四块翼缘板垂直并通过角焊缝焊接为一体,四根工字型钢横梁4的装配端均设置有竖向装配钢板5,竖向装配钢板5与工字型钢横梁4垂直,竖向装配钢板5通过角焊缝与工字型钢横梁4的上侧翼缘板、腹板和下侧翼缘板焊接为一体,钢筋混凝土梁1的装配端预埋有若干根水平设置的第一高强度螺栓6并与竖向装配钢板5通过各根第一高强度螺栓6紧固装配连接,钢筋混凝土梁1的装配端与工字型钢横梁4的装配端通过第一矩形钢板7焊接装配连接,十字型钢立柱3的装配端设置有水平装配钢板8,水平装配钢板8与十字型钢立柱3垂直,水平装配钢板8通过角焊缝与十字型钢立柱3的腹板和四块翼缘板焊接为一体,钢筋混凝土柱2的装配端预埋有若干根竖向设置的第二高强度螺栓9并与水平装配钢板8通过各根第二高强度螺栓9紧固装配连接,钢筋混凝土柱2的装配端与十字型钢立柱3的装配端通过第二矩形钢板10焊接装配连接。
42.工字型钢横梁4的腹板的两侧在工字型钢横梁4与十字型钢立柱3的翼缘板相连接位置均设置有一块竖向加劲肋钢板11,两块竖向加劲肋钢板11关于工字型钢横梁4的腹板对称且位于工字型钢横梁4的上侧翼缘板和下侧翼缘板之间,竖向加劲肋钢板11通过角焊缝分别与工字型钢横梁4的上侧翼缘板和下侧翼缘板的内侧面以及十字型钢立柱3的翼缘板外侧面焊接连接,十字型钢立柱3的腹板的两侧在工字型钢横梁4的上侧翼缘板和下侧翼缘板对应位置处均设置一块第一水平加劲肋钢板12,第一水平加劲肋钢板12通过角焊缝分别与十字型钢立柱3的翼缘板的内侧面和十字型钢立柱3的腹板表面焊接连接;
43.工字型钢横梁4的腹板的两侧中部在工字型钢横梁4的装配端位置均设置有一块第二水平加劲肋钢板13,第二水平加劲肋钢板13通过角焊缝分别与工字型钢横梁4的腹板表面和竖向装配钢板5的内侧面焊接连接。
44.钢筋混凝土梁1的装配端上侧面和下侧面均平行预埋固定设置有一块水平焊接钢板14,两块水平焊接钢板14靠近钢筋混凝土梁1的装配端的一侧边均与钢筋混凝土梁1的装配端端面齐平,上侧的水平焊接钢板14的外侧面与钢筋混凝土梁1的上侧面齐平,下侧的水平焊接钢板14的外侧面与钢筋混凝土梁1的下侧面齐平,两块水平焊接钢板14的内侧面均与钢筋混凝土梁1中的箍筋或构造钢筋18焊接,第一矩形钢板7水平设置且上下间隔设置两块,上侧的第一矩形钢板7设置在钢筋混凝土梁1的装配端与工字型钢横梁4的装配端相连接位置的上方,下侧的第一矩形钢板7设置在钢筋混凝土梁1的装配端与工字型钢横梁4的
装配端相连接位置的下方,上侧的第一矩形钢板7分别与上侧的水平焊接钢板14和工字型钢横梁4的上侧翼缘板外侧面通过角焊缝焊接,下侧的第一矩形钢板7分别与下侧的水平焊接钢板14和工字型钢横梁4的下侧翼缘板外侧面通过角焊缝焊接;
45.钢筋混凝土柱2的装配端四侧面均平行预埋固定设置有一块竖向焊接钢板15,四块竖向焊接钢板15靠近的钢筋混凝土柱2的装配端的一侧边均与钢筋混凝土柱2的装配端端面齐平,四块竖向焊接钢板15的外侧面分别与钢筋混凝土柱2的相应一侧面齐平,四块竖向焊接钢板15的内侧面均与钢筋混凝土柱2中的箍筋或构造钢筋18焊接,第二矩形钢板10竖向设置且矩形阵列设置四块,四块第二矩形钢板10分别对应设置在钢筋混凝土柱2的装配端与十字型钢立柱3的装配端相连接位置的四周并分别与十字型钢立柱3的四块翼缘板一一对应平行设置,每块第二矩形钢板10均与相对应的竖向焊接钢板15和十字型钢立柱3的相对应的翼缘板外侧面通过角焊缝焊接。
46.钢筋混凝土梁1的装配端端面、竖向装配钢板5的外侧面、钢筋混凝土柱2的装配端端面和水平装配钢板8的外侧面分别均匀涂抹有建筑结构胶或胶结胶;
47.竖向装配钢板5上设有若干个与各根第一高强度螺栓6对应的第一圆形螺栓孔,各根第一高强度螺栓6伸出钢筋混凝土梁1的一端分别对应穿过竖向装配钢板5上的各个第一圆形螺栓孔并螺纹连接有第一紧固螺母16,第一紧固螺母16和竖向装配钢板5之间紧密夹设有套在第一高强度螺栓6上的钢垫片;
48.水平装配钢板8上设有若干个与各根第二高强度螺栓9对应的第二圆形螺栓孔,各根第二高强度螺栓9伸出钢筋混凝土柱2的一端分别对应穿过水平装配钢板8上的各个第二圆形螺栓孔并螺纹连接有第二紧固螺母17,第二紧固螺母17和水平装配钢板8之间紧密夹设有套在第二高强度螺栓9上的钢垫片。
49.钢筋混凝土梁1的装配端的刚度与工字型钢横梁4的装配端的刚度相匹配,钢筋混凝土柱2的装配端的刚度与十字型钢立柱3的装配端的刚度相匹配;
50.钢筋混凝土梁1的装配端和钢筋混凝土柱2的装配端均采用c40及以上的混凝土浇筑而成;
51.工字型钢横梁4的长度和十字型钢立柱3在与工字型钢横梁4相连接位置的上段长度和下段长度均不小于塑性铰长度。
52.一种钢筋混凝土梁1柱—型钢节点组合结构的施工方法,具体的施工步骤如下:
53.(1)、在工厂绑扎钢筋混凝土梁1和钢筋混凝土柱2的钢筋骨架,将各根第一高强度螺栓6沿着钢筋混凝土梁1的钢筋骨架轴线方向与钢筋混凝土梁1的装配端处钢筋骨架焊接,将各根第二高强度螺栓9沿着钢筋混凝土柱2的钢筋骨架轴线方向与钢筋混凝土柱2的钢筋骨架的装配端焊接,在钢筋混凝土梁1的装配端处钢筋骨架的上侧和下侧箍筋或构造钢筋18的外表面相应位置均焊接一块水平焊接钢板14,在钢筋混凝土柱2的装配端处钢筋骨架的四侧箍筋或构造钢筋18的外表面相应位置均焊接一块竖向焊接钢板15;
54.(2)、在工厂浇筑混凝土制作钢筋混凝土梁1、钢筋混凝土柱2,养护28天;
55.(3)、在工厂制作型钢节点;
56.(4)、将钢筋混凝土柱2的装配端与型钢节点的十字型钢立柱3的装配端固定装配连接;
57.(5)、将钢筋混凝土梁1的装配端与型钢节点的工字型钢横梁4的装配端固定装配
连接。
58.步骤(1)具体为:在工厂绑扎钢筋混凝土梁1和钢筋混凝土柱2的钢筋骨架完成后,确定各根第一高强度螺栓6带有螺纹一端的预留外露长度,将各根第一高强度螺栓6沿着钢筋混凝土梁1的钢筋骨架轴线方向设置,使各根第一高强度螺栓6的另一端与钢筋混凝土梁1的装配端处钢筋骨架紧贴密实并连接焊接,确定各根第二高强度螺栓9带有螺纹一端的预留外露长度,将各根第二高强度螺栓9沿着钢筋混凝土柱2的钢筋骨架轴线方向设置,使各根第二高强度螺栓9的另一端与钢筋混凝土柱2的装配端处钢筋骨架紧贴密实并连接焊接,将两块水平焊接钢板14的内侧面均与钢筋混凝土梁1中的箍筋或构造钢筋18焊接,使两块水平焊接钢板14靠近钢筋混凝土梁1的装配端的一侧边均与浇筑混凝土后的钢筋混凝土梁1的装配端端面齐平,上侧的水平焊接钢板14的外侧面与浇筑混凝土后的钢筋混凝土梁1的上侧面齐平,下侧的水平焊接钢板14的外侧面与浇筑混凝土后的钢筋混凝土梁1的下侧面齐平,将四块竖向焊接钢板15的内侧面均与钢筋混凝土柱2中的箍筋或构造钢筋18焊接,使四块竖向焊接钢板15靠近的钢筋混凝土柱2的装配端的一侧边均与浇筑混凝土后的钢筋混凝土柱2的装配端端面齐平,四块竖向焊接钢板15的外侧面分别与浇筑混凝土后的钢筋混凝土柱2的相应一侧面齐平。
59.步骤(3)具体为:预制十字型钢立柱3:十字型钢立柱3由工字型钢和两根t型钢焊接而成,将两根t型钢沿工字型钢的轴线方向分别设置在工字型钢的腹板两侧,t型钢的腹板通过对接焊缝或角焊缝焊接在工字型钢的腹板上;
60.将四根工字型钢横梁4矩形阵列布置在十字型钢立柱3的四周,四根工字型钢横梁4分别与十字型钢立柱3的四块翼缘板垂直并通过角焊缝焊接为一体,之后四根工字型钢横梁4的装配端均通过角焊缝焊接一块竖向装配钢板5,十字型钢立柱3的装配端通过角焊缝焊接一块水平装配钢板8;
61.工字型钢横梁4的腹板的两侧在工字型钢横梁4与十字型钢立柱3的翼缘板相连接位置均设置有一块竖向加劲肋钢板11,使竖向加劲肋钢板11通过角焊缝分别与工字型钢横梁4的上侧翼缘板和下侧翼缘板的内侧面以及十字型钢立柱3的翼缘板外侧面焊接连接,十字型钢立柱3的腹板的两侧在工字型钢横梁4的上侧翼缘板和下侧翼缘板对应位置处均设置一块第一水平加劲肋钢板12,第一水平加劲肋钢板12通过角焊缝分别与十字型钢立柱3的翼缘板的内侧面和十字型钢立柱3的腹板表面焊接连接,工字型钢横梁4的腹板的两侧中部在工字型钢横梁4的装配端位置均设置有一块第二水平加劲肋钢板13,第二水平加劲肋钢板13通过角焊缝分别与工字型钢横梁4的腹板表面和竖向装配钢板5的内侧面焊接连接。
62.步骤(4)具体为:钢筋混凝土柱2的装配端端面和水平装配钢板8的外侧面分别均匀涂抹有建筑结构胶或胶结胶,将钢筋混凝土柱2的装配端与十字型钢立柱3的装配端对接,使钢筋混凝土柱2的装配端端面与水平装配钢板8的外侧面挤压密实,同时使各根第二高强度螺栓9伸出钢筋混凝土柱2的一端分别对应穿过水平装配钢板8上的各个第二圆形螺栓孔,再在各根第二高强度螺栓9伸出钢筋混凝土柱2的一端螺纹连接第二紧固螺母17,第二紧固螺母17与水平装配钢板8之间紧密夹设有套在第二高强度螺栓9上的钢垫片,将四块第二矩形钢板10分别对应设置在钢筋混凝土柱2的装配端与十字型钢立柱3的装配端相连接位置的四周并分别与十字型钢立柱3的四块翼缘板一一对应平行设置,每块第二矩形钢板10均与相对应的竖向焊接钢板15和十字型钢立柱3的相对应的翼缘板外侧面通过角焊缝
焊接。
63.步骤(5)具体为:钢筋混凝土梁1的装配端端面和竖向装配钢板5的外侧面分别均匀涂抹有建筑结构胶或胶结胶,将钢筋混凝土梁1的装配端与工字型钢横梁4的装配端对接,使钢筋混凝土梁1的装配端端面与竖向装配钢板5的外侧面挤压密实,同时使各根第一高强度螺栓6伸出钢筋混凝土梁1的一端分别对应穿过竖向装配钢板5上的各个第一圆形螺栓孔,再在各根第一高强度螺栓6伸出钢筋混凝土梁1的一端螺纹连接第一紧固螺母16,第一紧固螺母16和竖向装配钢板5之间紧密夹设有套在第一高强度螺栓6上的钢垫片,将上侧的第一矩形钢板7分别与上侧的水平焊接钢板14和工字型钢横梁4的上侧翼缘板外侧面通过角焊缝焊接,下侧的第一矩形钢板7分别与下侧的水平焊接钢板14和工字型钢横梁4的下侧翼缘板外侧面通过角焊缝焊接。
64.以上实施例仅用以说明而非限制本实用新型的技术方案,尽管参照上述实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解;依然可以对本实用新型进行修改或者等同替换,而不脱离本实用新型的精神和范围的任何修改或局部替换,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1