量子电炉结构防磁区不锈钢钢筋安装方法与流程
1.本发明属于冶金建筑施工领域,具体涉及一种量子电炉结构防磁区不锈钢钢筋安装方法。
背景技术:
2.电炉变压器楼及lf炉精炼炉混凝土框架施工时,因电极力臂与变压器电缆区域切割产生磁场,为保证墙体内金属发热,混凝土内钢筋受热膨胀,混凝土开裂,墙体施工时钢筋全部采用防磁钢筋,且钢筋交叉处均要绝缘处理,以防止形成闭合回路。
3.现有技术中,处理这类绝缘一般采用pvc塑料套管加草纤维垫圈固定方法,采用绸布缠绕两层,pvc塑料套管切口套入每根钢筋,交叉处采用草纤维垫圈缠绕两层且需固定,采用草纤维垫圈的方法有很大的局限性,例如现场检查有电流通过时,返工需将套好的pvc塑料套管全部取下,从新绑扎并每根钢筋重新套管,且pvc套管与混凝土接触面积较大,大大减少了混凝土的握裹力,影响结构强度的安全性及耐久性;一方面,草纤维垫圈采购及施工困难,另一方面,缠绕困难,并需进行二次绑扎固定,返工代价高不经济;不仅耗费人工量大,且施工难度高,耗费时间长。
4.因此,急需一种施工快、安全性高的绝缘处理方法。
技术实现要素:
5.本发明所要解决的技术问题是:提供一种量子电炉结构防磁区不锈钢钢筋安装方法,解决了现有技术中采用草纤维垫圈处理绝缘点效率低、辅材损耗大的问题。
6.本发明为解决上述技术问题采用以下技术方案:
7.一种量子电炉防磁区不锈钢钢筋安装方法,将不锈钢钢筋按照普通钢筋的绑扎方法进行绑扎,在不锈钢钢筋接触点缠绕绝缘电工胶布,缠绕完绝缘电工胶布后,在接触点处采用绑扎带进行绑扎。
8.绝缘电工胶布缠绕至少两圈。
9.绑扎带的一端具有锁扣,将绑扎带绕过接触点的两根钢筋,再将绑扎带的另一端插入锁扣内拉紧。
10.所述锁扣具有自锁功能,拉紧后自动锁紧。
11.所述绝缘电工胶布缠绕时,与不锈钢钢筋保持一定的角度,增加绝缘电工胶布与不锈钢钢筋的接触面积。
12.所述绝缘电工胶布与不锈钢钢筋保持30-45度的角度进行缠绕。
13.所述绝缘电工胶布缠绕在不锈钢钢筋上至少两层。
14.量子电炉防磁区不锈钢钢筋结构,所述钢筋结构按照所述的量子电炉防磁区不锈钢钢筋安装方法进行施工完成。
15.一种量子电炉,包括所述量子电炉防磁区不锈钢钢筋结构。
16.与现有技术相比,本发明具有以下有益效果:
17.1、在不锈钢钢筋绑扎时接触点处缠绕电工胶布进行绝缘处理并在绝缘处理后用帮扎带对两根钢筋接触点进行绑扎,加快了施工进度并提高施工质量,大大降低辅材等损耗。
18.2、能大大提高施工效率,施工周期短且绝缘效果好。
19.3、采用此方法比较以往常规方法,施工快捷有效,材料就地取材,各方面均能够满足施工要求。
附图说明
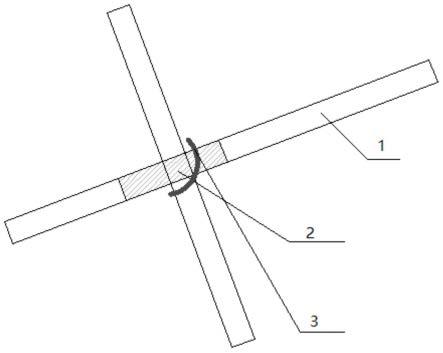
20.图1为本发明量子电炉防磁区不锈钢钢筋交叉处结构示意图。
21.图2为本发明量子电炉防磁区不锈钢钢筋绑扎方法示意图。
22.其中,图中的标识为:1-不锈钢钢筋;2-绝缘电工胶布;3-绑扎带。
具体实施方式
23.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
24.一种量子电炉防磁区不锈钢钢筋安装方法,将不锈钢钢筋按照普通钢筋的绑扎方法进行绑扎,在不锈钢钢筋接触点缠绕绝缘电工胶布,缠绕完绝缘电工胶布后,在接触点处采用绑扎带进行绑扎。
25.由于不锈钢钢筋的绝缘和绑扎具有一定难度,而且现有的施工方法操作繁琐、材料采购困难、耗时长且施工效果不佳,检查时容易出现返工处理等现象,故本方案提出一种可靠、就地取材且更为高效的方法。
26.绝缘处理:将不锈钢钢筋按照普通钢筋绑扎完毕后,接触点采用绝缘电工胶布在不锈钢钢筋接触点缠绕两圈即可达到防磁区域内钢筋绝缘效果,避免形成回路,使钢筋发热膨胀导致混凝土开裂等施工质量问题。
27.绑扎处理:在不锈钢钢筋绝缘处理完成后,在每个接触点处施工绑扎带进行绑扎,由于绑扎带具有锁扣,只需要绑扎带绕过接触点两根钢筋,再讲将绑扎带一端插入锁扣拉紧即可,方便快捷。
28.故采用此方法比较以往常规方法,施工快捷有效,材料就地取材,不仅技术上可行、效果好满足施工要求,且使工程进度加快,质量得到保证。
29.具体实施例,如图1、图2所示,
30.一种量子电炉防磁区不锈钢钢筋安装方法,将不锈钢钢筋按照普通钢筋的绑扎方法进行绑扎,在不锈钢钢筋1接触点缠绕绝缘电工胶布2,缠绕完绝缘电工胶布2后,在接触点处采用绑扎带3进行绑扎。
31.具体的方法包括如下步骤:
32.步骤1、按照普通钢筋的绑扎方法对不锈钢钢筋进行绑扎;
33.步骤2、对不锈钢钢筋接触点进行绝缘处理;
34.步骤2.1、根据钢筋的规格确定绝缘电工胶布的绑扎长度及起始点;
35.步骤2.2、确定绝缘电工胶布的绑扎角度;
36.步骤2.3、确定绝缘电工胶布的缠绕层数;
37.步骤2.4、按照前面的参数缠绕绝缘电工胶布;
38.步骤3、在做好了绝缘处理的接触点位置用绑扎带进行绑扎。
39.为了保证绝缘效果,绝缘电工胶布缠绕至少两圈。
40.所述步骤2中可以按照现场情况或经验调节各步骤的顺序,上述仅仅给出一种作为参考,而不是限定性规定。
41.绑扎带的一端具有锁扣,将绑扎带绕过接触点的两根钢筋,再将绑扎带的另一端插入锁扣内拉紧。
42.所述锁扣具有自锁功能,拉紧后自动锁紧。
43.所述绑扎带可以选择工业上常用的扎线扣,该类扎线扣,只要将自由端穿过锁扣拉紧后,既可以具有自锁功能。
44.所述绝缘电工胶布缠绕时,与不锈钢钢筋保持一定的角度,增加绝缘电工胶布与不锈钢钢筋的接触面积。
45.所述绝缘电工胶布与不锈钢钢筋保持30-45度的角度进行缠绕。
46.所述绝缘电工胶布缠绕在不锈钢钢筋上至少两层。且要有一定的长度,避免形成回路,一般从经济、安全角度考虑,选择两层。
47.量子电炉防磁区不锈钢钢筋,所述钢筋结构按照所述的量子电炉防磁区不锈钢钢筋安装方法进行施工完成。
48.一种量子电炉,包括所述量子电炉防磁区不锈钢钢筋。
49.需要说明的是,本技术结构简单,操作方法简单,但是在本领域解决了一个长期或经验施工上的一个大的问题,经验证,其施工效率得到了很大的提高,可以作为一个创新的经典案例在本领域推广应用。
50.应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
51.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本技术及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
52.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。
53.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。
对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1