一种制砖成形机压头导向装置的制作方法
1.本发明涉及制砖成型机技术领域,尤其涉及一种制砖成形机压头导向装置。
背景技术:
2.制砖成型机是通过压头挤压模具内的原料将原料压制成型的。压头在下降压制过程中通过导向柱进行定位,压头平稳升降作用只依靠四周的四根导柱导向,然而制砖成型机在工作中不可避免存在一定幅度振动,该振动会削弱压头和导柱间的有效配合,从而影响压头平稳升降,造成在升降过程中可能出现微倾斜或者偏位问题,进而压头与下模无法实现相互精准对位配合,最终影响了成型砌块的质量。
技术实现要素:
3.本发明的目的在于提供一种制砖成形机压头导向装置,旨在解决现有技术中的制砖成型机在工作中不可避免存在一定幅度振动,进而影响压头平稳升降,造成在升降过程中可能出现微倾斜或者偏位的技术问题。
4.为实现上述目的,本发明提供了一种制砖成形机压头导向装置,包括机架、挤压组件和减震定位组件;所述挤压组件包括支撑架、液压缸、下模、压头、导向柱和顶出构件,所述支撑架与所述机架固定连接,并位于所述机架一侧,所述液压缸与所述支撑架固定连接,并位于所述支撑架远离所述机架的一侧,所述压头设置在所述液压缸上,并与所述液压缸的输出端连接,所述下模与所述机架固定连接,并位于所述机架靠近所述压头的一侧,所述导向柱贯穿所述压头,所述导向柱的一端与所述机架固定连接,所述导向柱的另一端与所述支撑架固定连接,所述导向柱位于所述机架靠近所述支撑架的一侧,所述顶出构件设置在所述机架远离所述下模的一侧,所述减震定位组件设置在所述机架靠近所述下模的一侧,并对所述压头的升降进行减震定位。
5.其中,所述顶出构件包括气缸支架、气缸和顶出架,所述气缸支架与所述机架固定连接,并位于所述机架远离所述下模的一侧;所述气缸与所述气缸支架固定连接,并位于所述气缸支架靠近所述下模的一侧;所述顶出架设置在所述气缸上,并与所述气缸的输出端连接。
6.其中,所述顶出架包括架体和支撑块体,所述架体设置在所述气缸上,并与所述气缸的输出端连接;所述支撑块体与所述架体固定连接,并位于所述架体远离所述气缸的一侧,所述气缸驱动所述顶出架升降。
7.其中,所述下模具有放置槽,所述放置槽位于所述下模靠近所述支撑块体的一侧,所述放置槽与所述支撑块体配合。
8.其中,所述减震定位组件包括定位板、弹簧和防护构件,所述弹簧与所述机架固定连接,并位于所述机架靠近所述压头的一侧;所述定位板与所述弹簧固定连接,并位于所述弹簧靠近所述压头的一侧;所述防护构件设置在所述机架靠近所述弹簧的一侧。
9.其中,所述防护构件包括第一套筒和第二套筒,所述第一套筒与所述机架固定连
接,并套设在所述弹簧上;所述第二套筒与所述定位板固定连接,并位于所述定位板靠近所述第一套筒的一侧,所述第二套筒套设在所述第一套筒上。
10.本发明的一种制砖成形机压头导向装置,原材料放置在所述下模内,通过所述液压缸带动所述压头移动,使所述压头向所述下模移动,将原材料进行压制成型,所述导向柱设置有四个,通过所述导向柱,对所述压头进行导向,通过所述顶出构件,将压制成型的砖块顶出所述下模,方便拿取,通过所述减震定位组件,使所述压头在进行压制时能够稳定下降,防止所述压头倾斜或发生震动,从而实现提升成型砖块质量的目的。
附图说明
11.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
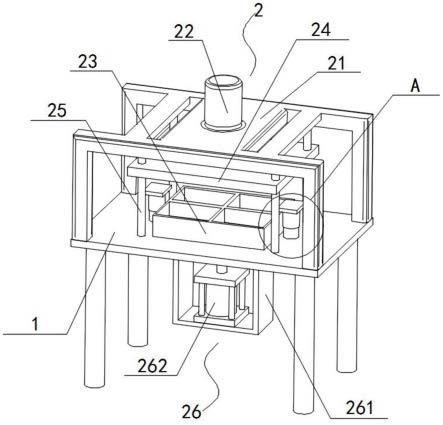
12.图1是本发明提供的制砖成形机压头导向装置结构示意图。
13.图2是图1的a处放大图。
14.图3是本发明提供的伸缩杆结构示意图。
15.图4是本发明提供的下模结构示意图。
16.图5是本发明提供的顶出架结构示意图。
17.图6是本发明提供的压头结构示意图。
18.图中:1-机架、2-挤压组件、21-支撑架、22-液压缸、23-下模、231-放置槽、24-压头、25-导向柱、26-顶出构件、261-气缸支架、262-气缸、263-顶出架、2631-架体、2632-支撑块体、3-减震定位组件、31-定位板、32-弹簧、33-防护构件、331-第一套筒、332-第二套筒、34-伸缩杆、341-固定座、342-连接座。
具体实施方式
19.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
20.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
21.请参阅图1、图2、图4和图6,本发明提供一种制砖成形机压头导向装置,包括机架1、挤压组件2和减震定位组件3;所述挤压组件2包括支撑架21、液压缸22、下模23、压头24、导向柱25和顶出构件26,所述支撑架21与所述机架1固定连接,并位于所述机架1一侧,所述液压缸22与所述支撑架21固定连接,并位于所述支撑架21远离所述机架1的一侧,所述压头24设置在所述液压缸22上,并与所述液压缸22的输出端连接,所述下模23与所述机架1固定连接,并位于所述机架1靠近所述压头24的一侧,所述导向柱25贯穿所述压头24,所述导向
柱25的一端与所述机架1固定连接,所述导向柱25的另一端与所述支撑架21固定连接,所述导向柱25位于所述机架1靠近所述支撑架21的一侧,所述顶出构件26设置在所述机架1远离所述下模23的一侧,所述减震定位组件3设置在所述机架1靠近所述下模23的一侧,并对所述压头24的升降进行减震定位。
22.在本实施方式中,所述下模23为具有开口向上成型腔的矩形模具,其成型腔具有多个,所述压头24为矩形板,原材料放置在所述下模23内,所述液压缸22位于所述下模23上方,通过所述液压缸22带动所述压头24向下移动,使所述压头24向所述下模23移动,将原材料进行压制成型,所述导向柱25设置有四个,通过所述导向柱25,对所述压头24进行导向,所述顶出构件26位于所述机架1远离所述下模23的一侧,通过所述顶出构件26,将压制成型的砖块顶出所述下模23,方便拿取,所述减震定位组件3位于所述机架1靠近所述压头24的一侧,通过所述减震定位组件3,使所述压头24在进行下降时,先接触所述减震定位组件3,使所述压头24在进行压制时能够稳定下降,防止所述压头24倾斜或发生震动,从而实现提升成型砖块质量的目的。
23.进一步地,请参阅图1和图5,所述顶出构件26包括气缸支架261、气缸262和顶出架263,所述气缸支架261与所述机架1固定连接,并位于所述机架1远离所述下模23的一侧;所述气缸262与所述气缸支架261固定连接,并位于所述气缸支架261靠近所述下模23的一侧;所述顶出架263设置在所述气缸262上,并与所述气缸262的输出端连接,所述气缸262驱动所述顶出架263升降。
24.在本实施方式中,所述气缸支架261与所述机架1固定安装,并位于所述机架1远离所述下模23的一侧,所述气缸262与所述气缸支架261固定安装,并位于所述气缸支架261靠近所述下模23的一侧,所述顶出架263设置在所述气缸262上,并与所述气缸262的输出端固定安装,通过所述气缸支架261,对所述气缸262进行支撑,所述机架1与所述下模23具有圆形通孔,能够使所述顶出架263移动,通过所述气缸262的工作,带动所述顶出架263上升,使所述顶出架263将所述下模23内压制成型的砖块能够顶出所述下模23,方便拿取。
25.进一步地,请参阅图5,所述顶出架263包括架体2631和支撑块体2632,所述架体2631设置在所述气缸262上,并与所述气缸262的输出端连接;所述支撑块体2632与所述架体2631固定连接,并位于所述架体2631远离所述气缸262的一侧。
26.在本实施方式中,所述架体2631设置在所述气缸262上,并与所述气缸262的输出端固定安装,所述支撑块体2632与所述架体2631固定安装,并位于所述架体2631远离所述气缸262的一侧,所述支撑块体2632设置有四个,通过所述支撑块体2632对压制成型的砖块进行支撑,所述支撑块体2632与砖块的接触面积大,防止砖块放置时不稳定,导致成型的砖块掉落的情况。
27.进一步地,请参阅图4,所述下模23具有放置槽231,所述放置槽231位于所述下模23靠近所述支撑块体2632的一侧,所述放置槽231与所述支撑块体2632配合。
28.在本实施方式中,通过所述放置槽231与所述支撑块体2632的配合,使所述支撑块体2632在不进行顶出工作时能够放置在所述放置槽231内部,使所述下模23内侧底部更加平整,进而使压制的砖块底部更加平整。
29.进一步地,请参阅图2和图3,所述减震定位组件3包括定位板31、弹簧32和防护构件33,所述弹簧32与所述机架1固定连接,并位于所述机架1靠近所述压头24的一侧;所述定
位板31与所述弹簧32固定连接,并位于所述弹簧32靠近所述压头24的一侧;所述防护构件33设置在所述机架1靠近所述弹簧32的一侧。
30.在本实施方式中,所述弹簧32与所述机架1固定安装,并位于所述机架1靠近所述压头24的一侧,所述定位板31与所述弹簧32固定安装,并位于所述弹簧32靠近所述压头24的一侧,所述防护构件33设置在所述机架1靠近所述弹簧32的一侧,所述减震定位组件3设置有两个,并分别位于所述下模23的两侧,所述弹簧32具有弹性,能够进行伸缩,通过所述弹簧32,使所述定位板31具有弹性,能够进行伸缩,当所述压头24出现倾斜时,其倾斜一侧先与所述定位板31接触,通过所述定位板31对所述压头24倾斜的一侧进行支撑,对所述压头24的倾斜进行调整,并且通过所述弹簧32,减小所述压头24产生的震动,从而实现提升所述压头24压制砖块时的准确程度。
31.进一步地,请参阅图3,所述减震定位组件3还包括伸缩杆34,所述伸缩杆34的一端与所述机架1连接,所述伸缩杆34的另一端与所述定位板31连接,所述伸缩杆34位于所述机架1靠近所述弹簧32的一侧。
32.在本实施方式中,所述伸缩杆34的一端与所述机架1固定连接,所述伸缩杆34的另一端与所述定位板31固定连接,所述伸缩杆34位于所述机架1靠近所述弹簧32的一侧,所述伸缩杆34能够进行伸缩,所述弹簧32套设在所述伸缩杆34上,通过所述伸缩杆34的限制,使所述弹簧32只能沿所述伸缩杆34的方向进行伸缩,防止所述弹簧32受力弯曲变形。
33.进一步地,请参阅图3,所述伸缩杆34包括固定座341和连接座342,所述固定座341与所述机架1固定连接,并位于所述机架1靠近所述弹簧32的一侧;所述连接座342的一端与所述固定座341滑动连接,所述连接座342的另一端与所述定位板31固定连接,所述连接座342位于所述固定座341靠近所述定位板31的一侧。
34.在本实施方式中,所述固定座341与所述机架1固定安装,并位于所述机架1靠近所述弹簧32的一侧,所述连接座342的一端与所述固定座341滑动连接,所述连接座342的另一端与所述定位板31固定安装,所述连接座342位于所述固定座341靠近所述定位板31的一侧,所述连接座342部分位于所述固定座341内部,通过所述连接座342与所述固定座341的滑动连接,改变所述连接座342在所述固定座341内部的长度,从而使所述伸缩杆34能够进行伸缩。
35.进一步地,请参阅图2,所述防护构件33包括第一套筒331和第二套筒332,所述第一套筒331与所述机架1固定连接,并套设在所述弹簧32上;所述第二套筒332与所述定位板31固定连接,并位于所述定位板31靠近所述第一套筒331的一侧,所述第二套筒332套设在所述第一套筒331上。
36.在本实施方式中,所述第一套筒331与所述机架1固定安装,并套设在所述弹簧32上,所述第二套筒332与所述定位板31固定安装,并位于所述定位板31靠近所述第一套筒331的一侧,所述第二套筒332套设在所述第一套筒331上,通过所述第一套筒331和所述第二套筒332,将所述弹簧32进行防护,防止外界因素影响所述弹簧32的正常使用。
37.本发明的一种制砖成形机压头导向装置,原材料放置在所述下模23内,通过所述液压缸22带动所述压头24移动,使所述压头24向所述下模23移动,将原材料进行压制成型,所述导向柱25设置有四个,通过所述导向柱25,对所述压头24进行导向,通过所述顶出构件26,将压制成型的砖块顶出所述下模23,方便拿取,通过所述减震定位组件3,使所述压头24
在进行压制时能够稳定下降,防止所述压头24倾斜或发生震动,从而实现提升成型砖块质量的目的。
38.以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1