一种砖厂用空心砖压印装置的制作方法
导料装置,8-限位组件,9-导料板,201-底箱,202-定位杆,203-第一驱动件,204-顶架,401-第二驱动件,402-柱体,501-塑形槽架,502-第一限位槽,503-第二限位槽,504-第一导料槽,505-第二导料槽,506-底槽,507-弹性件,508-顶块,509-第三限位槽,601-第三驱动件,602-环架,603-连接架,701-第四驱动件,702-导料块,801-限位槽架,802-限位架。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
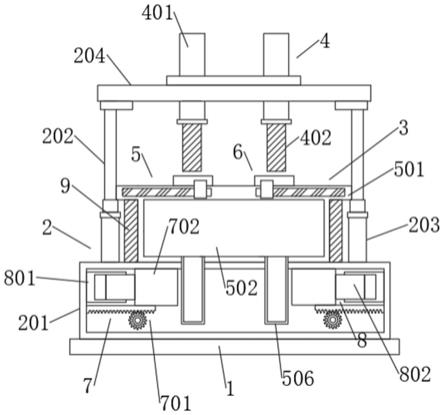
14.一种砖厂用空心砖压印装置,在本发明的一个实施例中,如图1所示,包括:底座1;架体组件2,所述架体组件2与底座1固定连接;压印装置3,所述压印装置3与架体组件2相连;导料装置7,所述导料装置7与架体组件2相连,用于压印装置3的余料导出;其中,所述压印装置3包括:塑形装置5,所述塑形装置5与架体组件2相连,用于砖体的限位塑形;打孔装置4,所述打孔装置4与架体组件2相连,用于砖体的插装打孔;至少两组平整装置6,所述平整装置6与塑形装置5相连,用于塑形装置5顶面的平整刮移。
15.在本发明的一个实施例中:如图1和图2所示,所述架体组件2包括:底箱201,所述底箱201与底座1固定连接;至少两个第一驱动件203,所述第一驱动件203底箱与底箱201固定连接,且与塑形装置5固定连接;所述第一驱动件203选用电动伸缩套管;至少两个定位杆202,所述定位杆202与第一驱动件203远离底箱201的一端套装滑动连接;顶架204,所述顶架204与两侧定位杆202固定连接;所述底箱201内部为中空设置,可进行压印时的余料收集储存,压印完成后,所述第一驱动件203可沿内部套装的定位杆202进行纵向移动,从而带动与两侧第一驱动件203固定连接的塑形装置5进行纵向升降,便于成品砖体的移动。
16.在本发明的一个实施例中:如图1和图5所示,所述塑形装置5包括:塑形槽架501,所述塑形槽架501与底箱201相连;第一限位槽502,所述第一限位槽502设置在塑形槽架501内部,用于砖块的整体限位;至少两组第二限位槽503,所述第二限位槽503设置在塑形槽架501内部;至少两个第一导料槽504,所述第一导料槽504设置在塑形槽架501内部;至少两个第二导料槽505,所述第二导料槽505设置在第一限位槽502内部,用于孔体余料的导出连通;至少两个底槽506,所述底槽506设置在底箱201内部,且与第二导料槽505相连;弹性件507,所述弹性件507与底槽506内部固定连接;顶块508,所述顶块508与弹性件507远离底槽506的一端固定连接,且与第一限位槽502底部抵接;至少两组第三限位槽509,所述第三限位槽509设置在塑形槽架501外侧内部;进行制砖时,将原料导入第一限位槽502内部,而后顶侧平整装置6可沿两侧第三限位槽509进行对向移动,实现第三限位槽509顶面的平整处理,所述底箱201顶部两侧设置有开槽(图中未示出),将刮移的余料通过两侧第一导料槽504和开槽导入底箱201内部进行临时收集。
17.在本发明的一个实施例中:如图1和图2所示,所述塑形装置5还包括:至少两个导料板9,所述导料板9一端与第一导料槽504相连,另一端与底箱201相连,用于平整余料的定向导送;通过第一导料槽504导出的余料可沿两侧导料板9定向导入底箱201顶侧开槽中,进一步限定了物料的导送路径,便于物料的定向收集。
18.在本发明的一个实施例中:如图1和图4所示,所述平整装置6包括:至少两个第三驱动件601,所述第三驱动件601与第三限位槽509滑动连接;所述第三驱动件601选用电动滑座;环架602,所述环架602与塑形槽架501顶部抵接,且两侧与第三驱动件601固定连接;连接架603,所述连接架603与环架602固定连接,且与第二限位槽503滑动插装连接;当进行顶部的平整处理时,在两侧第三驱动件601的驱动下,带动两侧环架602在塑形槽架501顶部背向移动,将塑形槽架501顶部多余原料向两侧推移,同时,所述环架602移动时,底部固定连接的连接架603在第二限位槽503内部滑动,进一步提高环架602的移动稳定性;另外的,本技术中,所述第三驱动件601并非局限于电动滑座一种设备,还可以采用电动伸缩架驱动等等,只要能够实现环架602的往复驱动调节即可,在此不做具体限定。
19.在本发明的一个实施例中:如图1所示,所述导料装置7包括:第四驱动件701,所述第四驱动件701与底箱201内部相连;所述第四驱动件701选用电动齿轮和齿轮架;导料块702,所述导料块702与第四驱动件701相连;当塑形装置5顶部物料完成平整后,进行砖块的打孔处理,在第二驱动件401的驱动在,带动两个柱体402纵向下移,插入第一限位槽502内部,将内部余料通过第二导料槽505,将第一限位槽502内部顶块508在弹性件507的配合下,进行推移,而后两侧第四驱动件701运行,在电动齿轮与齿轮架的配合下,带动外部导料块702移动,插入底槽506内部,将内部原料推入底箱201内部进行临时收集,而后在第四驱动件701的带动下,导料块702和顶块508复位,柱体402在第二驱动件401的带动下复位,完成打孔压印处理;另外的,本技术中,所述第四驱动件701并非局限于电动齿轮和齿轮架一种设备,还可以采用电动伸缩架驱动等等,只要能够实现导料块702的往复驱动调节即可,在此不做具体限定。
20.在本发明的一个实施例中:如图1所示,所述导料装置7还包括:限位组件8,所述限位组件8与底箱201相连,用于导料装置5的移动限位,所述限位组件8包括:限位槽架801,所述限位槽架801与底箱201固定连接;限位架802,所述限位架802一端与限位槽架801插装滑动连接,另一端与导料块702固定连接;当导料块702进行横向移动时,所述限位架802可在限位槽架801内部进行限位移动,进一步提高导料块702的移动准确度。
21.综上,本装置通过内部设置的压印装置,可完成空心砖的一体化自动成型和压印打孔,同时,配合内部导料装置,完成压印打开时的余料自动化导出,进一步提高了砖体制造的成型效率。
22.本发明的工作原理是:所述底箱201内部为中空设置,可进行压印时的余料收集储存,压印完成后,所述第一驱动件203可沿内部套装的定位杆202进行纵向移动,从而带动与两侧第一驱动件203固定连接的塑形装置5进行纵向升降,便于成品砖体的移动,进行制砖时,将原料导入第一限位槽502内部,而后顶侧平整装置6可沿两侧第三限位槽509进行对向移动,实现第三限位槽509顶面的平整处理,所述底箱201顶部两侧设置有开槽(图中未示出),将刮移的余料通过两侧第一导料槽504和开槽导入底箱201内部进行临时收集,通过第一导料槽504导出的余料可沿两侧导料板9定向导入底箱201顶侧开槽中,进一步限定了物料的导送路径,便于物料的定向收集,当进行顶部的平整处理时,在两侧第三驱动件601的驱动下,带动两侧环架602在塑形槽架501顶部背向移动,将塑形槽架501顶部多余原料向两侧推移,同时,所述环架602移动时,底部固定连接的连接架603在第二限位槽503内部滑动,进一步提高环架602的移动稳定性,本技术中,所述第三驱动件601并非局限于电动滑座一种设备,还可以采用电动伸缩架驱动等等,只要能够实现环架602的往复驱动调节即可,在此不做具体限定;当塑形装置5顶部物料完成平整后,进行砖块的打孔处理,在第二驱动件401的驱动在,带动两个柱体402纵向下移,插入第一限位槽502内部,将内部余料通过第二导料槽505,将第一限位槽502内部顶块508在弹性件507的配合下,进行推移,而后两侧第四驱动件701运行,在电动齿轮与齿轮架的配合下,带动外部导料块702移动,插入底槽506内部,将内部原料推入底箱201内部进行临时收集,而后在第四驱动件701的带动下,导料块702和顶块508复位,柱体402在第二驱动件401的带动下复位,完成打孔压印处理,所述第四驱动件701并非局限于电动齿轮和齿轮架一种设备,还可以采用电动伸缩架驱动等等,只要能够实现导料块702的往复驱动调节即可,在此不做具体限定,当导料块702进行横向移动时,所述限位架802可在限位槽架801内部进行限位移动,进一步提高导料块702的移动准确度。
23.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1